(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ С НАСТРАИВАЕМЫМ ШАГОМ ПРОВОЛОКИ В ЗОНУ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство с настраиваемым шагом | 1990 |
|
SU1761360A1 |
| Устройство для подачи проволоки в зону обработки | 1984 |
|
SU1348041A1 |
| Подающее зажимное устройство | 1976 |
|
SU664725A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| Приспособление для передвижения вагонов | 1940 |
|
SU59122A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Механизм перемещения зажимного элемента,например,пиноли задней бабки металлорежущего станка | 1983 |
|
SU1161256A1 |
Изобретение относится к области переработки арматуры и может быть использовано в правильно-отрезных машинах, машинах точечной сварки арматурных сеток и т. д. Известно зажимное устройство 1, содержащее приводную каретку с самозаклиниваюшим зажимным патроном, размеш,енный на станине в конце хода подачи расклиниваюш.ий механизм, в котором каретка выполнена с конической расточкой, соосной оси подачи и снабжена штырем с копирной рабочей поверхностью., а зажимной патрон размеш,ен в конической расточке каретки и состоит из подпружиненного сепаратора с выемками и рабочим пазом на хвостовой части и шариков, расположенных в выемках сепаратора и контактирующих с конической расточкой каретки. Расклинивающий механизм патрола выполнен в виде подпружиненного в радиальном направлении относительно оси подачи стопора, имеющего две рабочие поверхности, одна из которых взаимодействует с рабочей поверхностью штыря а другая - с рабочим пазом сепаратора, при этом рабочий паз сепаратора смещен относительно рабочей поверхности штыря в сторону холостого хода каретки. Описанное устройство предполагает расклинивание зажима в конце хода подачи посредством воздействия стационарно установленного на станине расклинивающего механизма. Расклинивающий механизм, установленный без возможности регулировки на величину щага подачи, ограничивает технологические возможности устройства, т. е. предусматривает постоянный щаг подачи, что чаще всего неприемлемо при сварке арматурных сеток. В практике наиболее часто механизмами подачи каретки служат силовые цилиндры, ход поршней которых трудно поддается регулировке на необходимый шаг, который также может задаваться переменным. Это устройство не обеспечивает такой настройки. Кроме того, радиальное расположение расклинивающего механизма относительно оси подачи создает неосевые нагрузки на расклинивающий механизм, что снижает надежность его работы. Целью изобретения является расширение технологических возможностей устройства, т. е. обеспечение настройки механизма на заданный (в том числе меняющийся) шаг
подачи при постоянном ходе приводного механизма и надежности работы расклинивающего механизма
Поставленная цель достигается тем, что устройство для подачи с настраиваемым шаг гом проволоки в зону обработки, содержащее корпус с установленной в нем с возможностью возвратно-поступательного перемещения кареткой с конусной расточкой, внутри которой смонтирована втулка с заклинивающими щариками, расположенными в прорезях втулки, имеет путевую планку и крепежный толкатель со средством его крепления, установленным на каретке с возможностью перемещения толкателя вдоль нее. Одно плечо рычажного толкателя имеет паз для прохождения проволоки, путевая планка выполнена с возможностью контакта с другим плечом толкателя, а втулка с заклинивающими шариками подпружинена к каретке.
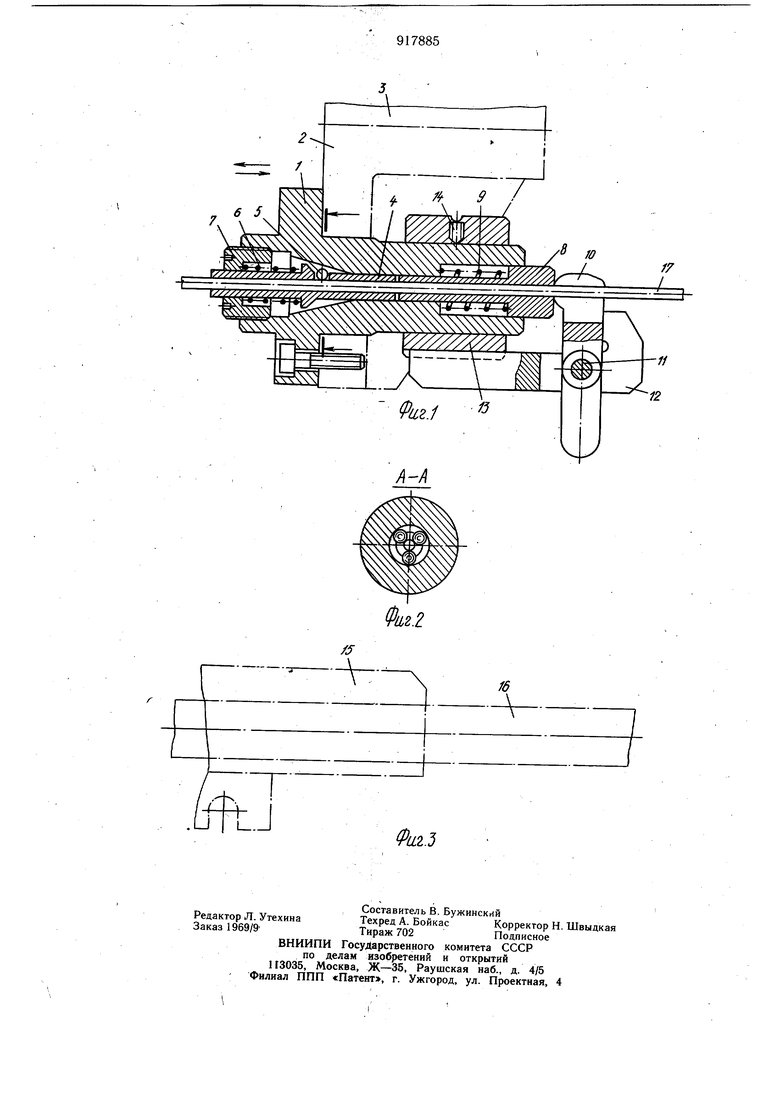
На фиг. 1 изображено устройство для подачи с настраиваемым шагом проволоки в зону обработки в продольном разрезе; на фиг. 2 - разрез А-А на фиг. 1 - плоскости взаимодействия шариков -с конусом корпуса и с подаваемым материалом; на фиг. 3 - схема крепления устройства на кронштейне подвижной траверсы и путевой планки.
Корпус 1 устройства укреплен на кронштейне 2 траверсы 3, которая получает возвратно-поступательное движение от специального механизма станка (кривошипно-щатунного, пневматического или других). Внутри корпуса 1 расположен полый с заплечиками сердечник 4, который имеет отверстия для шариков 5 и подпружинен в сторону холостого хода устройства (на чертеже-вправо) , пружиной 6, усилие которой регулируется гайкой 7. С другого торца в корпусе
Iрасположено расклинивающее устройство, состоящее из полого толкателя 8, который пружиной 9 подпружинен в сторону рабочего хода устройства. Ход толкателя в эту сторону ограничен окончанием рычажного толкателя 10, смонтированного через ось
I1на кронштейне i2, который жестко соединен стайкой 13, зафиксированной на корпусе 1 винтом 14. Рычажный толкатель 10 при горизонтальном перемещении всей подающей системы может взаимодействовать с путевой планкой 15, которая покоится на штангах 16 .и может быть закреплена на них (при настройке на единый шаг подачи проволоки 17) либо перемещаться в нужных интервалах другим механизмом любым из известных способов автоматической настрой ки на программу работы.
Устройство работает следующим образом.
При рабочем ходе траверсь 3 корпус 1 конусной частью, взаимодействует с Шариками 5, которые покоясь в гнездах сердечV ника 4 поджаты пружиной 6 к стенкам конуса корпуса 1, а следовательно, и к проволоке 17, немедленно взаимодействуют с ней, заклинивая ее, и ведут в сторону рабочего хода подачи (не чертеже - влево), до тех пор, пока рычажной толкатель 10 не войдет во взаимодействие с путевой планкой 15. Выбегая на нее своим нижним оконч нием толкатель 10 поворачивается вокруг оси 11 и верхним (вилочным) окончанием утапливает толкатель 8, преодолевая сопротивление пружины 9. Другой торцовой частью толкатель 8 воздействует на сердечник 4, который, перемещаясь влево, освобождает шарики 5 от воздействия конуса корпуса 1 и проволоку 17 от зажимных усилий.
Нижнее окончание толкателя 10 остается
на путевой планке 15 до окончания рабочего хода системы, скользя по ней. При обратном ходе система работает вхолостую, т. е. не зажимает проволоку. При повторных ходах цикл работы повторяется.
В описываемом устройстве настройка на
необходимый шаг подачи материала обеспечивает возможность модернизации существующих одно- и многоточечных сварочнь1х, отрезных и других машин с йалыми материальными затратами на полуавтоматический и автоматический цикл работы этого оборудования. Соосное с линией подачи материала размещение расклинивающего ме, ханизма обеспечивает надежность работы устройства.
Кроме того, расклинивание системы в
конце рабочего хода исключает деформацию проволоки, имеющей малую осевую жесткость.
Формула изобретения
Устройство для подачи с настраиваемым шагом проволоки в зону обработки, содержащее корпус с установленной в нем с возможностью возвратно-поступательного перемещения кареткой с конусной расточкой, внутри которой смонтирована втулка с заклинивающими шариками, расположенными в прорезях втулки, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности работы оно имеет путевую планку и рычажной толкатель со средством его крепления, установленным на каретке с возможностью перемещения толкателя вдоль нее, причем одно плечо рычажного толкателя имеет паз для 0 прохождения проволоки, путевая планка выполнена с возможностью контакта с другим плечом толкателя, а втулка с заклинивающими шариками подпружинена к каретке.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 664725, кл. В 21 F 23/00, 1979 (прототип).
Г7/7/7У///// //// /Л Лл /// //ЛУ/// 7Г
/yxxy/x/x/x/yyvi ix///x yxx /x ///////xv:
зшш
/
/
ш&м
к / ,
У)$)$Ш
у/у/У7Л //А
fe./
