(54) СБОРНАЯ ПРОШИВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная прошивка для обработки с на-лОжЕНиЕМ пРОдОльНыХ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU812455A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением ультразвуковых колебаний | 1978 |
|
SU753562A1 |
| Сборная прошивка | 1980 |
|
SU887087A1 |
| Прошивка для обработки с наложением продольных ультразвуковых колебаний | 1980 |
|
SU908554A1 |
| Прошивка для обработки отверстийС НАлОжЕНиЕМ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU831435A1 |
| Сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1981 |
|
SU956182A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1979 |
|
SU772757A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОЧНЫХ ОТВЕРСТИЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2382692C1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2393953C2 |
1
Изобретение относится к металлообработке и может быть использовано при обработке отверстий с наложением продольных ультразвуковых колебаний.
Известна сборная прошивка для обработки с наложением продольных ультразвуковых колебаний, содержащая стержень с опорным торцом и резьбовым концом и деформирующие элементы, разделенные дистанционными втулками .1.
При таком исполнении при обработке образуются стоячие волны с пучкостями и узлами, что снижает производительность и качество обработки.
Целью изобретения является повышение производительности и качества обработки.
Поставленная цель достигается тем, что прошивка снабжена резьбовым стаканом с глухой полостью, заполненной звукопоглощающим материалом, навернутым на резьбовой конец стержня, причем звукопоглощающий материал предназначен для взаимодействия с торцом резьбового конца стержня; при этом высота стакана Н находится в пределах следующей зависимости:
4 н
Т
где Л, - длина волны.ультразвуковых колебаний.
Такое выполнение прощивки повышает
производительность и качество обработки.
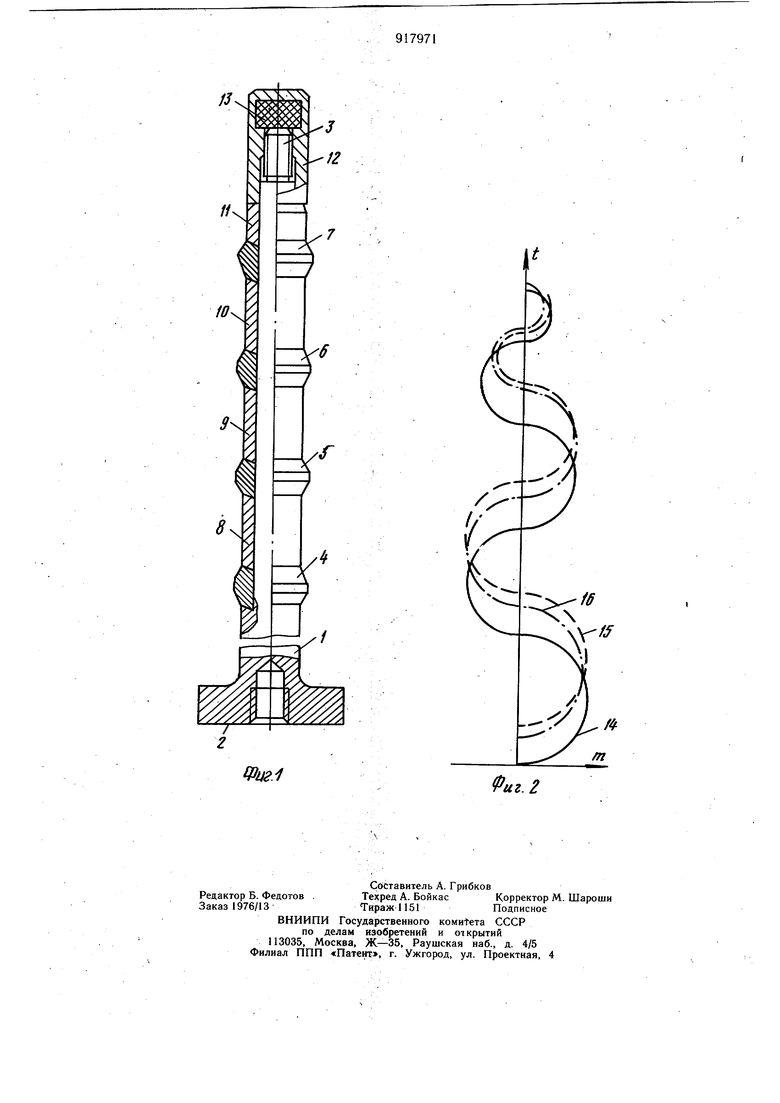
На фиг. 1 представлен общий вид про5 шивки; на фиг. 2 - эпюра распределения
давлений ультразвуковых колебаний.
На стержне 1 с опорным торЦом 2 и противоположным резьбовым концом 3 размещены деформирующие элементы 4-7, Q разделенные дистанционными втулками 8- 11. На конце стержня, противоположном опорному торцу 2, с помощью резьбового соединения закреплен резьбовой стакан 12, глухая полость которого заполнена звукопоглощающим материалом 13, например 15 пенополиуретаном или эластичным материалом. Звукопоглощающий материал .контактирует с противоположным опорному торцом резьбового конца 3. Резьбовой стакан 12 играет роль звукопоглотителя и одновре2Q менно служит зажимным элементом деформирующих элементов и дистанционных втулок.
Работает прощивка следующим образом. Прошивку при помощи резьбовой шпильки присоединяют торцом 2 через концентратор акустических колебаний к магнитострикционному преобразователю, например, типа ПМС 15А-18 так, чтобы этот торец был в зоне пучности ультразвуковых колебаний.
В процессе прошивания ультразвуковые колебания от преобразователя через кон-центратор, стержень и дистанционные втулки 8-10 передаются деформирующи,м элементам .
Ультразвуковые колебания через деформирующие элементы воздействуют на металл обрабатываемой детали и следуют к резьбовому стакану 12. Дойдя до границы раздела металл-эластичный пористый материал, они поглощаются и рассеиваются в слое звукопоглощающего материала 13.
На фиг. 2 показана эпюра распределения давлений в процессе обработки со звукопоглотителя отраженных волн. Как видно из эпюры, образуется бегущая волна, и пучности давления 14-16 и разрежений, следуя одни за другими от источника ультразвуковых колебаний, создают условия для использования при прощивании двух и более деформирующих элементов, расположенных на близких расстояниях между собой, меньших половины длины ультразвуковой волны.
Для повышения эффект-ивности поглощения ультразвуковой энергии высота Н резьбового стакана 12 находится в пределах:
л . LJ -.Т -2 гдеН - высота стакана;
Л-длина волны ультразвуковых колебаний.
Заявляемая прошивка со звукопоглотителем ультразвуковой энергии отраженных волн позволяет производить обработку отверстий деформирующей протяжкой с наложением продольных ультразвуковых колебаний, на которой деформирующие элементы расположены друг от друга на расстояниях, меньших половины длины ультразвуковой волны, и в соответствии с требованиями процесса деформирующего протягивания. Это, в свою очередь, позволяет по сравнению с обработкой известными протяжками в 2-3
раза повысить производительность труда, уменьшить кривизну отверстия обработанной детали с 0,25 мм на длине 500 мм до 0,1 мм, уменьшить некруглость детали с 0,04 мм до 0,02 мм, т. е. увеличить в 2-2,5
раза точность обработки детали при одновременном снижении остаточных напряжений в стенке обработанной детали. Предварительный расчет показал, что применение прощивки для обработки длинных деталей
из сплава В95 с длительным.сроком хранения позволит получить годовой экономический эффект более 50 тыс. руб. в год за счет снижения трудоемкости изготовления этих деталей и уменьшения расхода металла, который в настоящее время удаляется в
стружку.
Формула изобретения
производительности и качества обработки, она снабжена резьбовым стаканом с гЛухой полостью, заполненной звукопоглощающим материалом, навернутым на резьбовой конец стержня, причем звукопоглощающий материал предназначен для взаимодействия
с торцом резьбового конца стержня.
Н
2
гдеА - длина волны ультразвуковых колебаний.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство.СССР по заявке № 2698859/25-08, кл. В 23 D 43/02, 1979.
//
N
8
N
иг.
