(5 СБОРНАЯ ПРОШИВКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С НАЛОЖЕНИЕМ ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ
1
Изобретение относится к области металлообработки и может быть использовано при обработке отверстий прошиванием с наложением продольных ультразвуковых колебаний.
Известна сборная прошивка дг1я обработки отверстий с наложением продольных ультразвуковых колебаний, содержащая стержень с опорным торцрм и закрепленные на стержне деформирующие и промежуточные элементы l
При таком исполнении прошивка мало эффективна при обработке длинных деталей, когда в работе находятся одновременно несколько деформирующих элементов.
Целью изобретения является повышение эффективности воздействия ультразвуковых колебаний путем увеличения амплитуды колебательного смещения при обработке длинных деталей. . КОЛЕБАНИЙ
Поставленная цель достигается тем, что промежуточные элементы выполнены из материала разной плотности и расположены по длине в порядке уменьшения плотности от опорного торца стержня , при чем промежуточные элементы выполнены в виде ступенчатых втулок, площадь поперечного сечения которых уменьшается по длине от опорного
10 торца стержня.
Это повышает эффективность воздействия ультразвуковых колебаний за счёт увеличения амплитуды колебательного смещения при обработке длинных деталей.
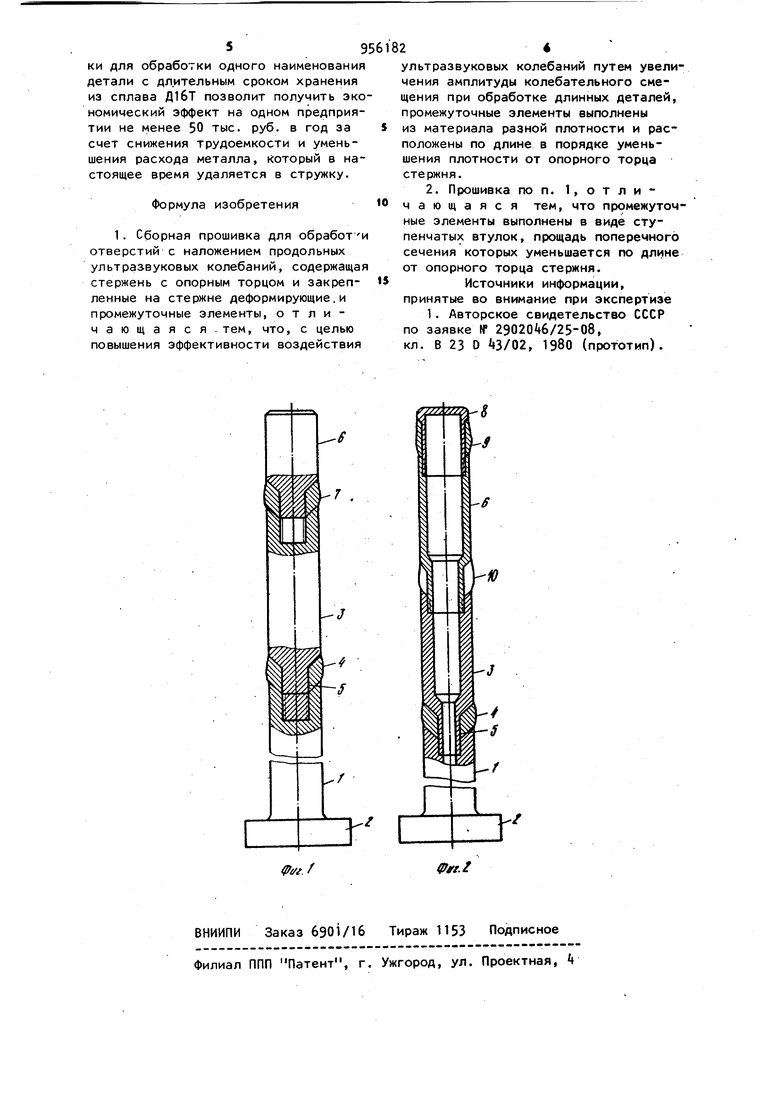
На фиг. 1 представлена прошивка, общий вид; на фиг. 2 - вариант проши вки.
Прошивка для обработки отверстий
20 диаметром до 20 мм (см. фиг. 1) состоит из стержня 1 с опорным торцом 2. Эта составная часть может быть выполнена из стали, например 12X18H10T. Она соединена с промежуточным элементом 3 и деформирующим элементом Ц, который надевается на посадочную поверхность 5 путем резь бового соединения. Следующие промежуточный 6 и деформирующий 7 элементы соединены аналогично. Промежу точный элемент 3 выполнен из материала, плотность которого меньше ПЛОТНОСТИ материала стержня 1 (напр мер, из титанового сплава ВТЗ). Эле мент 6 выполняет роль передней направляющей и крепежного элемента. В прошивке, предназначенной для обработки отверстий диаметром свыше 20 мм(см. Фиг.2) стержень Т соедине с элементом 3 -и элементом 4,который надевается на .посадочную поверхност 5 с помощью резьбового соединения. Промежуточные элементы 6 и 8 и деформирующие элементы 9, Ю соединены аналогично. Промежуточные элементы 3, 6 и 8 выполнены в виде ступенчатых втулок площади поперечного сечения которых убывают от опорного торца 2 к элеме ту .8, конец которого служит передне - направляющей.. Работает прошивка следующим обра зом. Прошивка при помощи резьбовой шпильки присоединена торцом 2 (см. фиг. 1) через концентратор колебаний к преобразователю колебаний, например. Типа ПМС ISA-18 так, чтобы торец 2 прошивки был расположен в пучности смещений. В процессе прошивания ультразвуковые колебания передаются стержнем 1 элементу и далее .через элемент 3, изготовленный из материала, плотность которого ниже плотности материала стержня 1 элементу 7. Элемент 6 является передней направляющей прошивки, служит для закрепления элемента 7 и устраняет отражение ультразвуковых волн торцом элемента 7, противоположного опорному торцу 2 прошивки. Такая конструкция позволяет умень шить рассеивание энергии колебаний прошивки и увеличить амплитуду колебательного смещения деформир.ующего элемента обратно пропорционально отношению плотности материалов составных частей прошивки. А учитывая то, что осевая нагрузка на элемент 7 ниже, чем на элемент i, так как на эл мент А действует суммарная осевая нагрузка, обусловленная работой раздачи обрабатываемой детали элементом k, который воспринимает также осевую нагрузку от элемента 7, увеличение амплитуды колебательного смещения элемента 7, а также уменьшения рассеивания энергии прошивкой приводит к повышению эффективности воздействия ультразвуковых колебаний на обрабатываемую деталь, Прошивка для обработки отверстий диаметром более 20 мм (фиг. 2) работает аналогично за исключением того, что увеличение амплитуды колебательного- смещения элементов 9 и 10 достигается путем уменьшения сечения полых ступенчатых втулок 3 и 6 от опорного торца 2 прошивки к передней е;аправляющей. При этом увеличение амплитуды колебательного смещения элемента 10 пропорционально уменьшению площади поперечного сечения элемента 3 относительно площади поперечного стержня 1, а увеличение амплитуды KQ.лебательного -смещения элемента 9 относительно деформирующего элемента 10 пропорционально уменьшению площади поперечного сечения элемента 6 относительно поперечного сечения элемента 3- . При обработке такой прошивкой длинных деталей, ко.гда-одновременно в работе находится не менее двух деформирующих элементов, уменьшается рассеивание энергии ультразвуковых колебаний и повышается эффективность воздействия ультразвуковых колебаний на обрабатываемую деталь за счет увеличения амплитуды колебательного смещения предыдущих деформирующих элементов. . Пробные испытания прошивки показали, что при одновременном нахождении в обрабатываемой детали трех деформирующих элементов амплитуда колебательного смещения первых по ходу прошивки двух деформирующих элементов увеличивается с 0,008-0,010 до 0,012-0,015 мм, т.е. в 1,2-1,5 раза. Это увеличивает эффективность воздействия ультразвуковых колебаний на обрабатываемую деталь, что- позволяет применить процесс деформируюего протягивания с наложением ультразвуковых колебаний при обработке линных точных деталей с длительным сроком хранения. Предварительный расчет показал, что применение прошивки для обработки одного наименования детали с длительным сроком хранения из сплава Д1бТ позволит получить экономический эффект на одном предприятии не менее 50 тыс. руб. в год за счет снижения трудоемкости и уменьшения расхода металла, который в настоящее время удаляется в стружку.
Формула изобретения
1. Сборная прошивка для обработ и отверстий с наложением продольных ультразвуковых колебаний, содержащая стержень с опорным торцом и закрепленные на стержне деформирующие.и промежуточные элементы, отличающаяся, тем, что, с целью повышения эффективности воздействия
ультразвуковых колебаний путем увеличения амплитуды колебательного смещения при обработке длинных деталей, промежуточные элементы выполнены из материала разной плотности и расположены по длине в порядке уменьшения плотности от опорного торца стержня.
2. Прошивка по п. 1, о т л и чающаяся тем, что промежуточные элементы выполнены в виде ступенчатых втулок, прощадь поперечного сечения которых уменьшается по длине от опорного торца стержня.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке Vf 29020 6/25-08, кл. В 23 D , 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОЧНЫХ ОТВЕРСТИЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2382692C1 |
| Сборная прошивка | 1980 |
|
SU887087A1 |
| Прошивка для обработки с наложением продольных ультразвуковых колебаний | 1980 |
|
SU908554A1 |
| Прошивка для обработки отверстийС НАлОжЕНиЕМ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU831435A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением ультразвуковых колебаний | 1978 |
|
SU753562A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1979 |
|
SU772757A1 |
| Сборная прошивка для обработки с на-лОжЕНиЕМ пРОдОльНыХ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU812455A1 |
| Сборная прошивка | 1980 |
|
SU917971A1 |
./
3
