(54) ПРОШИВКА ДЛЯ ОБРАБОТКИ С НАЛОЖЕНИЕМ ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная деформирующая прошивка для обработки отверстий с наложением ультразвуковых колебаний | 1978 |
|
SU753562A1 |
| Прошивка для обработки отверстийС НАлОжЕНиЕМ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU831435A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1979 |
|
SU772757A1 |
| Сборная прошивка | 1980 |
|
SU887087A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Сборная прошивка | 1980 |
|
SU917971A1 |
| Сборная прошивка для обработки с на-лОжЕНиЕМ пРОдОльНыХ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU812455A1 |
| Сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1981 |
|
SU956182A1 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОЧНЫХ ОТВЕРСТИЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2382692C1 |
I
Изобретение относится к металлообработке и может быть использовано при обработке отверстий с наложением продольных ультразвуковых колебаний.
Известна прошивка для обработки с наложением продольных ультразвуковых колебаний, включающая стержень с размещенными на нем деформирующими элементами,разделенными дистанционными втулками и контактирующими друг с другом конусными торцами 1 . V При таком исполнении, когда в работе одновременно находится два деформирующих элемента, происходит рассеивание ультразвуковой энергии.
Цель изобретения - повышение эффективности воздействия ультразвуковьк колебаний на обрабатываемую деталь.
Поставленная цель достигается тем, что прошивка снабжена дополнительной дистанционной втулкой с коническими торцами, расположенной между деформирующим элементом и одной из основных дистанционных втулок со стороны заднего торца прошивки, причем модуль упругости материала дополнительной дистанционной втулки больше модуля упругости материала основной дистанционной втулки.
Такое выполнение прошивки повышает эффективность воздействия уль10тразвуковых колебаний на обрабатываемую деталь.
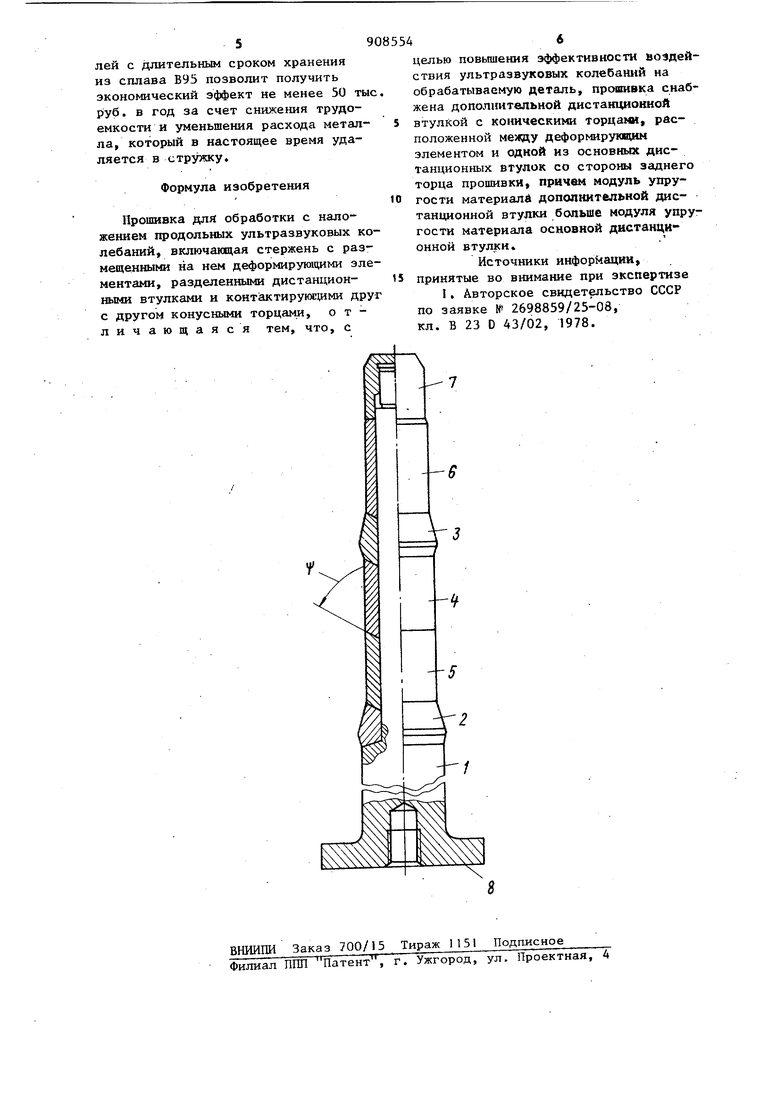
На чертеже представлен общий вид прошивки.
Прошивка состоит из стержня 1,
15 на котором размещены деформирукщие элементы 2 и 3, разделенные основной дистанционной втулкой 4 и расположенной за ней дополнительной дистанционной втулкой 5. Деформиру20ющие элементы 2 и 3, основная дистанционная втулка 4, дополнительная дистанционная втулка 5 и передняя направляющая 6 зажаты на стержие 1 колпачковой гайкой 7. Дополнительная дистанционная втулка 5 ра положена со стороны заднего торца 8 прошивки и вьшолнена из материала, например стали Х18Н1ОТ, модуль упругости которого больше модуля упругости основной дистанционной втулки 4, выполненной, например из титанового сплава ВТ9. Основная дистанционная втулка 4 и дополнительная дистанционная втулка 5 сопряжены между собой конусными торцами, угол конусности Ч которых составляет 80-170°. Деформирующие элементы 2 и 3 изготовлены из твердого сплава, например марки ВК15, стержень 1, передняя направляющая 6 р|. гайка 7 - из стали, например Х18И10Т. Прошивка работает следующим образом. Проишвка при помощи резьбовой шпильки подсоединяется задним торцом 8 стержня 1 через концентратор колебаний к преобразователю колебаний (не показано), например типа 1IMC-15A-18, так, .чтобы торец 8 стержня i прошивки был расположен в пучности смещений. Б процессе прошивания в обрабатываемую деталь входит вначале передняя направляющая 6, которая центрирует ее относительно оси прошивки. Затем в обрабатываемую деталь входит деформирующий элемент 3, расположенный на стержне 1 прощивки, преимущественно в пучности смещений. Ультразвуковые колебания от преобразователи ультразвуковых колебаний передаютс стержнем 1 прошивки к деформирующему элементу 2. От деформирующего элемента 2 к деформирующему эле менту 3 ультразвуковые колебания передаются через концентратор колебаний, представляющий собой три следовательно соединенных элемента деформирующий элемент. 2, контактир ющий с дополнительной дистанционно втулкой 5, входное сопротивление которой ниже входного сопротивлени деформирующего элемента 2, и основ ной дистанционной втулки 4, входно сопротивление которой ниже входног сопротивления, дополнительной, диста ционной втулки 5 и следовательно входного сопротивления деформирующ го элемента 2. Наличие сопряжения втулок 4 и 5 торцами, имеющими форм усеченного конуса с углом конусно4сти Ч равном 80-170, меньшее основание которого обращено в сторону заднего торца 8 прошивки, устраняет отражение и рассеивание ультразвуковых волн и способствует увеличению концентрации ультразвуковых колебаний на деформирукяцем элементе 2. Несмотря на то, что при дальнейшем движении прошивки в отверстии детали пространство между наружной поверхностью и поверхностью обрабатываемой детали оказывается заполненным смазочно-охлаждающей жидкостью и это, в случае обработки отверстия известной прошивкой, приводит к рассеиванию энергии ультразвуковых колебаний, при обработке предлагаемой прошивкой, рассеивания энергии ультразвуковых колебаний, практически не наблюдается . После прохода через отверстие обрабатываемой детали деформирующего элемента 2 и раздачи отверстия на необходимую величину обратным ходом пресса прошивка извлекается из отверстия обрабатываемой детали. При этом деформирукяций элемент 2 контактирует с обрабатываемой поверхностью и происходит дополнительное воздействие ультразвуковых колебаний на обрабатываемую деталь. Основньш преимуществом прошив ки является то, что при обработке такой прошивкой длинных деталей, когда одновременно в работе находятся 2 и более деформирующих элементов, значительно уменьшается рассеивание энергии ультразвуковых колебаний, и, следовательно, повьш1аеТся эффективность их воздействия на обрабатываемую деталь. Пробные испытания прошивки показали, что за счет уменьшения рассеивания энергии ультразвуковых колебаний амплитуда колебаний предыдущих деформирующих элементов повьш1ается с 0,070,11 мм до 0,010-0,018 мм, т.е. ие менее чем в 1,3 раза. Это увеличи-, вает эффективность воздействия ультразвуковых колебаний на обрабаты- ваемую деталь, что позволяет применять процесс деформирующего протягивания с наложением ультразвуковых колебаний при обработке длинных точных деталей с диаметром отверстия менее 35 мм, которые имеют длительный срок хранения. Предварительный расчет показал, что применение прошивки для обработки на одном предприятии одного наименования дета
