Изобретение относится к области металлообработки, в частности к обработке точных отверстий с применением ультразвуковых колебаний.
Известно приспособление для ультразвуковой виброобработки, содержащее ультразвуковой резонатор и выполненное раздельно от резонатора основание, на котором имеется впадина или выступ, соответствующие выступу или впадине, выполненным на конце резонатора, и обрабатывающий инструмент, закрепленный на основании. При этом выступ, входящий во впадину, жестко закреплен либо на резонаторе, либо на основании, поэтому при изменении усилия прижима приспособления к обрабатываемой детали или изменении массы обрабатываемой детали исчезает явление резонанса, т.е. при изменении исходных условий обработки необходимо настраивать частоту ультразвуковых колебаний до восстановления условий резонанса (Заявка №61-56060 JP, МКИ 4 В24В 1/04).
Известна сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний, содержащая стержень с опорным торцом и жесткозакрепленные на стержне с помощью резьбовых соединений деформирующие и промежуточные элементы из материала разной плотности, расположенные по длине в порядке уменьшения плотности и площади поперечного сечения от опорного торца стержня. Такая конструкция позволяет уменьшить рассеивание энергии колебаний прошивки и увеличить амплитуду колебательного смещения деформирующего элемента (А.С. №956182 СССР, М. Кл.3 В23D 43/02).
Недостатком конструкции является то, что изменение осевой нагрузки на прошивку, изменение ее расположения относительно детали по длине отверстия или изменение массы обрабатываемой детали приводит к изменению условий резонанса, т.е. изменению оптимальной частоты колебаний, соответствующей максимальной амплитуде колебаний деформирующих элементов, что значительно снижает эффективность воздействия ультразвуковых колебаний. Для восстановления условий резонанса необходимо подстраивать частоту ультразвуковых колебаний, что снижает скорость обработки.
При создании изобретения ставилась задача сохранения частоты резонанса и амплитуды ультразвуковых колебаний при любых изменениях массы или формы обрабатываемой детали, а также расположения деформирующего элемента относительно обрабатываемого отверстия.
Для получения такого технического результата в предлагаемом устройстве для обработки точных отверстий с наложением ультразвуковых колебаний, включающем источник ультразвуковых колебаний, содержащий стержень с опорным торцом, деформирующий и промежуточный элементы, контактные поверхности торцов всех элементов по центру снабжены выступом или отверстием для последовательного свободного размещения выступа одного из элементов в отверстии другого. Источник ультразвуковых колебаний, деформирующий и промежуточный элементы жестко не скреплены между собой, но центрированы по оси обрабатываемого отверстия, причем максимальное поперечное сечение деформирующего элемента больше, а промежуточного элемента - меньше, чем обрабатываемое отверстие. Площадь поперечного сечения контактной поверхности торца предыдущего элемента соответствует площади поперечного сечения контактной поверхности торца последующего элемента.
На фиг.1 изображено предлагаемое устройство со сферическим деформирующим элементом.
На фиг.2 изображено предлагаемое устройство с коническим деформирующим элементом.
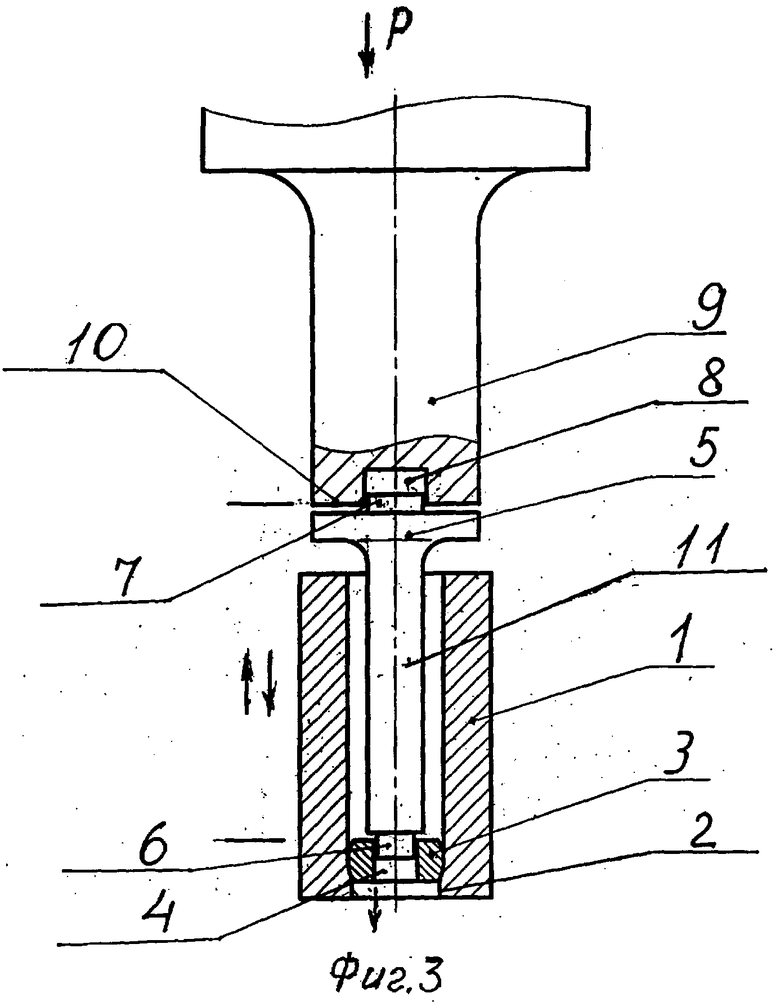
На фиг.3 изображено предлагаемое устройство со сферическим деформирующим элементом, где наружный размер торца стержня источника ультразвуковых колебаний больше размера обрабатываемого отверстия.
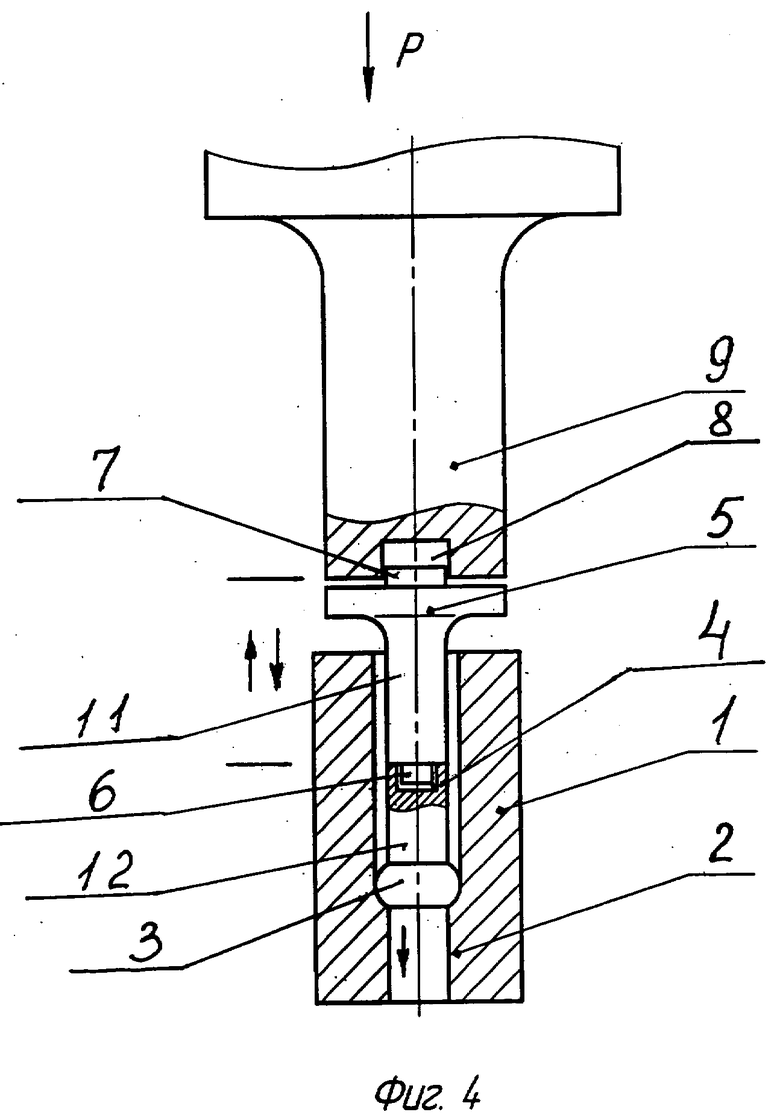
На фиг.4 изображено предлагаемое устройство, в котором деформирующий и промежуточный элементы снабжены удлинителем в виде стержня и наружный размер торца стержня источника ультразвуковых колебаний больше обрабатываемого отверстия.
Фиг.5 и фиг.6 иллюстрируют работу предлагаемого устройства.
Пример 1
Предлагаемое устройство (фиг.1) для обработки в детали 1 отверстия 2 содержит сферический деформирующий элемент 3 с центральным отверстием 4 для промежуточного элемента 5. Промежуточный элемент 5 имеет соответствующий центральный выступ 6 и центральное отверстие 7. Источник ультразвуковых колебаний - преобразователь-концентратор 9 снабжен центральным выступом 8, выполненным на контактной поверхности стержня торца 10. Размеры торца 10 не превышают размеры обрабатываемого отверстия 2.
Пример 2
Предлагаемое устройство (фиг.2) для обработки в детали 1 отверстия 2 содержит конический деформирующий элемент 3 с центральным отверстием 4 для размещения центрального выступа 6 промежуточного элемента 5, который имеет центральное отверстие 7, соответствующее центральному выступу 8, выполненному на контактной поверхности торца стержня 10 источника ультразвуковых колебаний 9. Размеры торца 10 превышают размеры отверстия 2.
Пример 3
Предлагаемое устройство (фиг.3) для обработки в детали 1 отверстия 2 содержит сферический деформирующий элемент 3 с центральным отверстием 4 для размещения центрального выступа 6 промежуточного элемента 5, который имеет центральный выступ 7, соответствующий центральному отверстию 8, выполненному на контактной поверхности торца стержня 10 источника ультразвуковых колебаний 9. Промежуточный элемент снабжен удлинителем в виде стержня 11 с меньшей площадью поперечного сечения и длиной, превышающей длину обрабатываемого отверстия. Площадь поперечного сечения торца промежуточного элемента 5 соответствует площади контактной поверхности торца преобразователя-концентратора 9 и имеет размер больший, чем обрабатываемое отверстие, поэтому преобразователь-концентратор 9 не может следом за деформирующим элементом войти в обрабатываемое отверстие.
Это дает возможность увеличить длину обрабатываемых отверстий за счет удлинения промежуточного элемента.
Пример 4
Предлагаемое устройство (фиг.4) для обработки в детали 1 отверстия 2 содержит деформирующий элемент 3, снабженный стержнем 12 в качестве удлинителя, на котором выполнено центральное отверстие 4 для размещения центрального выступа 6, выполненного на удлинителе 11 промежуточного элемента 5. Центральный выступ 7, соответствующий центральному отверстию 8 контактной поверхности торца стержня 10 преобразователя-концентратора ультразвуковых колебаний 9, выполнен на торце промежуточного элемента 5 с большей площадью поперечного сечения. В этом случае возможна обработка длинных отверстий.
Работа устройства осуществляется следующим образом.
Преобразователь-концентратор ультразвуковых колебаний 9 приводится в соприкосновение с промежуточным элементом 5, который в результате этого получает от него упругие ударные импульсы и передает их деформирующему элементу 3, находящемуся в обрабатываемом отверстии 2 детали 1 (фиг.5). Ударяясь о торец деформирующегося элемента 3, промежуточный элемент 5 проталкивает его по оси обрабатываемого отверстия детали 1, а сам, отскакивая, идет вверх к торцу преобразователя-концентратора 9 (фиг.6), после чего действия повторяются.
Процесс происходит между торцами преобразователя-концентратора 9 и промежуточного элемента 5 в диапазоне микрозазора А, который обеспечивается минимальным фиксирующим усилием прижатия Р. Промежуточный элемент должен находиться в определенном зазоре между деформирующим элементом и преобразователем-концентратором, где он, получая энергию ударов от торца преобразователя-концентратора ультразвуковых колебаний, отскакивает от него, нанося упругие удары по деформирующему инструменту, от которого отскакивает в обратном направлении и т.д.
При обработке длинных отверстий малых диаметров, когда торец преобразователя-концентратора больше диаметра обрабатываемых отверстий, обработка может вестись за счет увеличения длины промежуточного элемента при сохранении его массы.
Подобная обработка точных отверстий позволяет полностью избежать больших усилий проталкивания деформирующего инструмента дорогостоящим прессовым оборудованием и обеспечивает эффективную обработку точных отверстий за счет энергии только ультразвуковых колебаний.
Такая конструкция стабилизирует условия резонанса системы, т.к. промежуточный элемент имеет постоянную массу, конфигурацию и находится в непосредственном контакте с торцом преобразователя-концентратора. Промежуточный элемент при соприкосновении с вибрирующим торцом преобразователя-концентратора отскакивает от него и ударяется о торец деформирующего элемента, заставляя его продвигаться в осевом направлении по обрабатываемому отверстию.
При этом осевое усилие прижима деформирующего инструмента, для которого при обычном дорновании используются мощные пресса и которое вызывает наволакивание металла на инструмент, ухудшая обрабатываемую поверхность, не требуется, т.к. продвижение инструмента происходит вследствие упругих ударов по нему промежуточного элемента.
Такая обработка позволяет избежать наволакивания металла на инструмент и обеспечивает точность обработки и качество поверхности отверстий, соответствующую точности изготовления деформирующего инструмента, а так как контакт обрабатывающей поверхности инструмента с обрабатываемой поверхностью отверстия является беззазорным, то такая обработка позволяет обеспечить максимально допустимую точность обрабатываемого отверстия. Кроме того, подобный процесс обеспечивает наклеп обрабатываемых поверхностей, что значительно повышает износостойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| Сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1981 |
|
SU956182A1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| Устройство для ультразвуковой обработки материалов | 1990 |
|
SU1736629A1 |
| Устройство для ультразвуковой обработки поверхности изделий | 1991 |
|
SU1794637A1 |
| Устройство для холодного деформирования с применением ультразвуковых колебаний | 1982 |
|
SU1018749A1 |
| ВЫСОКОАМПЛИТУДНАЯ АКУСТИЧЕСКАЯ СИСТЕМА ДЛЯ УЛЬТРАЗВУКОВОЙ ХИРУРГИИ И ТЕРАПИИ | 2009 |
|
RU2405603C1 |
| Сборная прошивка | 1980 |
|
SU887087A1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей и инструмент для его осуществления | 1990 |
|
SU1792822A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530678C1 |




Устройство включает источник ультразвуковых колебаний, содержащий стержень с опорным торцом, деформирующий и промежуточный элементы. Для расширения технологических возможностей за счет сохранения частоты резонанса и амплитуды колебаний при изменении массы или формы обрабатываемой детали и расположения деформирующего элемента деформирующий элемент, промежуточный элемент и стержень источника ультразвуковых колебаний скреплены нежестко между собой и центрированы по оси обрабатываемого отверстия посредством выполненных по центру на контактных поверхностях их торцов выступов или отверстий для последовательного свободного размещения выступа одного из элементов в отверстии другого, причем деформирующий элемент выполнен с максимальным поперечным сечением большим, а промежуточный элемент - меньшим, чем обрабатываемое отверстие. При этом площадь поперечного сечения контактной поверхности торца деформирующего элемента соответствует площади поперечного сечения контактной поверхности торца промежуточного элемента. 6 з.п. ф-лы, 6 ил.
1. Устройство для обработки отверстий с наложением ультразвуковых колебаний, включающее источник ультразвуковых колебаний, содержащий стержень с опорным торцом, деформирующий и промежуточный элементы, отличающееся тем, что деформирующий элемент, промежуточный элемент и стержень источника ультразвуковых колебаний скреплены нежестко между собой и центрированы по оси обрабатываемого отверстия посредством выполненных по центру на контактных поверхностях их торцов выступов или отверстий для последовательного свободного размещения выступа одного из элементов в отверстии другого, причем деформирующий элемент выполнен с максимальным поперечным сечением большим, а промежуточный элемент - меньшим, чем обрабатываемое отверстие, при этом площадь поперечного сечения контактной поверхности торца деформирующего элемента соответствует площади поперечного сечения контактной поверхности торца промежуточного элемента.
2. Устройство по п.1, отличающееся тем, что деформирующий элемент выполнен сферической формы.
3. Устройство для обработки точных отверстий по п.1, отличающееся тем, что деформирующий элемент выполнен коническоцилиндрической формы.
4. Устройство для обработки точных отверстий по п.1, отличающееся тем, что деформирующий элемент выполнен конической формы.
5. Устройство для обработки точных отверстий по пп.1-4, отличающееся тем, что деформирующий элемент выполнен с удлинителем в виде стержня, по центру торца которого выполнено отверстие.
6. Устройство для обработки точных отверстий по пп.1-4, отличающееся тем, что промежуточный элемент выполнен с удлинителем в виде стержня, по центру торцов которого выполнены выступы.
7. Устройство для обработки точных отверстий по пп.1-4, отличающееся тем, что деформирующий элемент выполнен с удлинителем в виде стержня, по центру торца которого выполнено отверстие, и промежуточный элемент имеет удлинитель в виде стержня, по центру торцов которого выполнены выступы.
| Сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1981 |
|
SU956182A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1979 |
|
SU772757A1 |
| Сборная прошивка | 1980 |
|
SU887087A1 |
| JP 9108936 А, 28.04.1997. | |||

