I
Изобретение относится к металлообработке и может 6ijiTb использовано при обработке отверстий.
Известна сборная деформирующая прошивка для обработки отверстий с наложением ультразвуковых колебаний, содержащая стержень с размещенными на нем деформирующими элементами и дистанционными втулками, контактирующими друг с другом опорными торцами 1.
При таком исполнении проис.ходит рассеивание части энергии ультразвуковых колебаний.
Целью изобретения является повышение эффективности ультразвуковых колебаний.
Поставленная цель достигается тем, что торцы деформирующих элементов, дистанционной и зажимной втулок выполнены в виде усеченных конусов, .меньшее основание каждого из которых равно диаметру отверстия деформирующих элементов и обращено в сторону заднего торца прощивки, причем углы их конусности составляют 90-170, а модуль упругости дистанционной и зажимной втулок меньше модуля упругости деформирующих эле.ментов.
Такое выполнение повышает эффективность ультразвуковых колебаний.
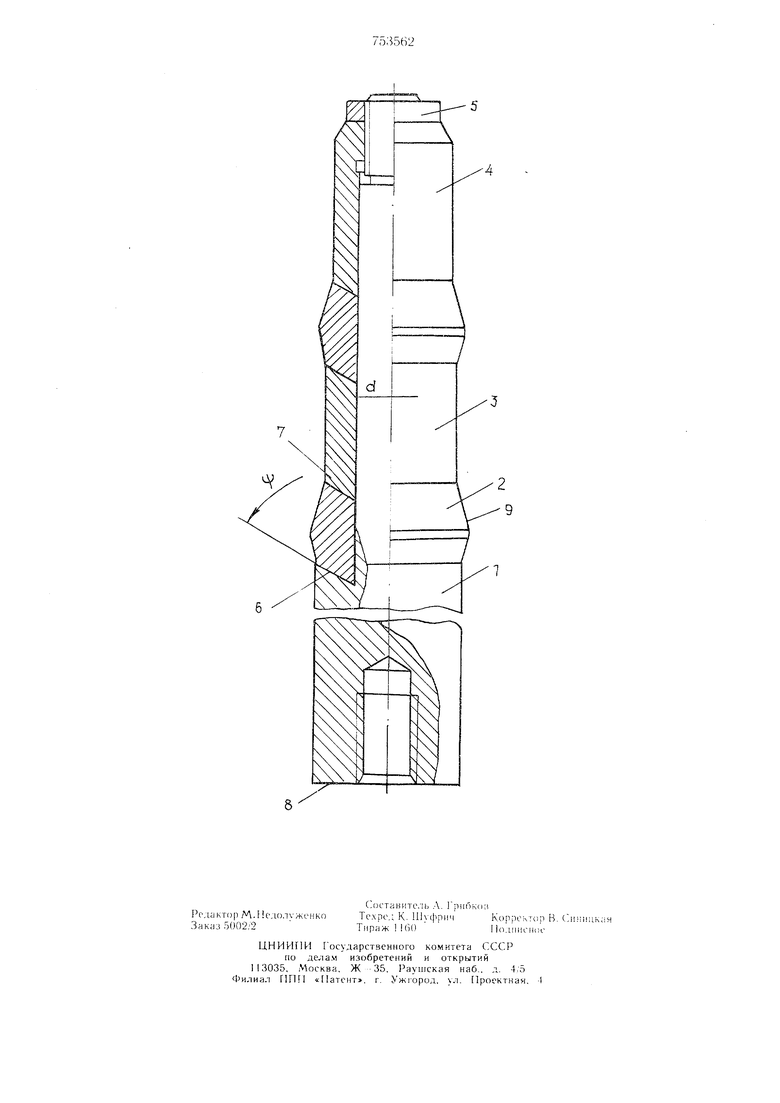
Па чертеже представлена прошивка.
Прошивка состоит из стержня, на котором размещены деформирующие элементы 2, разделенные дистанционной втулкой 3. Деформирующие элементы 2 и дистанционная втулка 3 зажаты на стержне прошивки зажимной втулкой 4 и контргайкой 5. Торцы 6 и 7 деформирующих элементов 2, дистанционной втулки 3 и зажимной втулки 4 10 выполнены в виде усеченных конусов с углом конусности у, равным 90-170°, меньшее основание каждого из которы.х равно диаметру отверстия деформирующего элемента 2 и обращено к заднему торцу 8 стержня 1 прошивки. Эти конуеные поверхности
15 сопряжены без зазора также с торцовой поверхностью уступа стержня 1.
Торцовые поверхности 6 деформирующих эле.ментов выполняют роль ультразвуковых конденсоров, а поверхности 7 - роль ультразвуковых собирательных линз, служащие для исключения рассеивания и отражения ультразвуковых волн. Модуль упругости дистанционной и зажимной втулок Зи 4 меньше молу.ля упругости деформирующих э.1ементов 2. Это обеепечивает значительную ))сть скоростей раснространения ульт)а-3ByKOHi i:s ко.лебаний в материале деформирующих элементон 2 с одной стороны, и стержня I H(KJHIHBKH, дистанционной втулки 3 и зажимной втулки 4с другой стороны и. сл(-донательно, больиюй коэффициент нре.,1сиия в конденсоре и собирательной ;1инзе. 1ро1нивка работает следующим образом. Соборная деф()рмирую цая нрошивка при 11омон1и резьбовой нпи.льки иодсоединяется торном 8 стержня 1 через концентратор колебаний к иреобразователю колебаиий, например, тина 1Л С-15А- 18 (на чертеже не показано) так чтобы торец 8 стержня 1 нр(;н1ивки был расположен в пучности смещений. В процессе прошивания отверстий детали у,льтразвуковые колебания от преобразовате;1я ульт)азвуковых ко,лебапий через концеит)атор колебаний иередаются сте)жне.м 1 ир() дефА)рмирую1Цим элементам 2. У.1ьтразвуков1)1е колебания, проходя через конденсор иа опорном торце 6 дефор.мируюшего у.лемента 2, не отражаются торцом 6 члеме1гга в еторону торца 8 стерж} я 1 iipouiiiBKH и не )ассеиваются, а нанравляются н сторону рабочей поверхности 9 первого деформируюн1его элемента 2, уеиливая воздействие у:н1Т)азвуковых колебаний иа .мета..л;1 обрабатьнзае.мой детали. Энергия колеба не затраченная первым де Ьормирующим э;1ем( 2 на обработку детали, ультразвуKOLion еоби 1ательиой линзой на иротивонололчном торце 7 iiei Boro дефор.ми)ующего элеменла 2 направляется вдоль оси стержня 1 , исключая отраже1Н1е и )ассеиванне ультразвуковых ко.лебаний. У.льтразнуковой конденсатор па торце 6 BTopoio деформирующего элемента 2 вынолпяет ту же роль, что кондепеатор па торце 6 первого десрормирующего элемента 2, а собиоале;1ь;1ая ликза на нротивоио.ложном oiiopno.MV T()iii,e 7 вто1)ого деформирующего элемента 2 исключает отражение ультразвуковых BO/IH. Основным иреимушество.м прощивки является то, что благодаря значительному уменьшению потерь энергии ультразвуковых колебаний на раеееивание и нагрев прошивки, нрошивка позволяет повысить эффективliocTb воздействия ультразвуковых колебаний на обрабатываемую деталь. Предлагаемая прощивка позволяет епизить на 40 70°/о оетаточргые напряжения в етенке делали, уменынить на 20-40/о еилу п)отяги)ания и на 1-2 к.лаееа снизить Hiepoховатость обработанной новерхноети. Значил;е.чьное снижение остаточных наиряжений в еленке детали нри обработке такой нроп1ивк(й позво.лит применить выеоконроизводите;1ьный процесс деформирующего нролягивания для обработки отверстий деталей. Формула изобретения Сборная деформирующая нрошивка для обработки отверстий с наложением ультразвуковьгх колебаний, содержащая стержень с размещенными на нем деформирующими элементами, дистанционной и зажимной втулками, контактирующими друг с другом онорными торца.ми, отличающаяся тем, что, е це,1ью новын1епия эффективности ультразвуковых колебаний, торцы /Кфор.мирующих элементов, диетанционной и зажимиой втулок В1)1нолнеиы в виде уееченных конусов, MenbHiee основание каждого из которых равно диаметру отверстия деформирующих элеме1гго15 и обращено в сторону заднего торца нрон1ивки, причем углы их конусносности составляют 90-170, а модуль упругости диетанционной и зажимной втулок мешлне модуля упругости деформирующих элеменлов. Источники информации, нринятые во внимание нри экснертизе I. Авторское свидетельство СССР по 2534620/25-08, кл. Q 23 I) 43/02,
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка для обработки с наложением продольных ультразвуковых колебаний | 1980 |
|
SU908554A1 |
| Сборная прошивка для обработки с на-лОжЕНиЕМ пРОдОльНыХ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU812455A1 |
| Сборная прошивка | 1980 |
|
SU917971A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Прошивка для обработки отверстийС НАлОжЕНиЕМ ульТРАзВуКОВыХКОлЕбАНий | 1979 |
|
SU831435A1 |
| Сборная прошивка | 1980 |
|
SU887087A1 |
| Сборная деформирующая прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1979 |
|
SU772757A1 |
| Деформирующая прошивка | 1980 |
|
SU897426A1 |
| Устройство для измерения температуры в зоне контакта деформирующих элементов протяжки с изделием | 1977 |
|
SU781607A1 |
| Сборная прошивка для обработки отверстий с наложением продольных ультразвуковых колебаний | 1981 |
|
SU956182A1 |