В основном авт. св. №70010 описан способ электроискровой обработки металлов и сплавов, в частности способ электроискровой прошивки отверстий в металлических материалах.
При электроискровой прошивке отверстий с выходом электрода-инструмента в закрытую полость обрабатываемой детали в ряде случаев весьма трудно определить момент окончания прошивки отверстий, что ведет к порче противоположной стенки полости.
Предлагаемый способ устраняет указанный недостаток и обеспечивает сигнализацию о выходе электрода-инструмента в закрытую полость, предупреждающую возможность производственного брака.
Для этого полость обрабатываемой детали соединяют с трубкой, наполненной жидкостью, уровень которой будет изменяться из-за газообразования внутри полости при входе в нее электрода-инструмента.
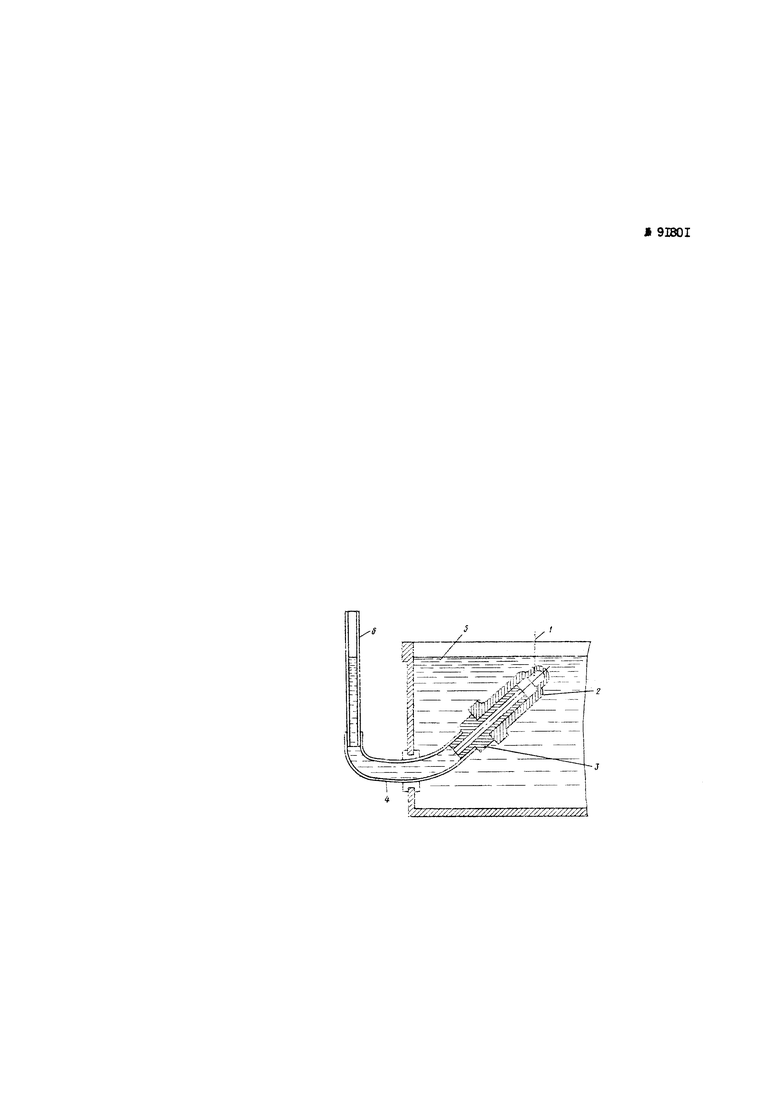
Способ поясняется чертежом.
До тех пор, пока электрод-инструмент 1 не прошил отверстия в обрабатываемой детали 2, выделяющиеся газы не попадут в полость этой детали. Как только инструмент 1 прошьет отверстия в полости детали 2, начинают выделяться газы. Полость обрабатываемой детали через переходную втулку 3 и гибкий шланг 4, выходящий на зажим 5, соединяется со стеклянной трубкой 6.
При появлении газов в полости обрабатываемой детали уровень жидкости в трубке начинает повышаться, на поверхности трубки 6 появляются пузырьки, вследствие чего спокойная вначале жидкость в трубе 6 начинает бурлить и колебаться.
Предлагаемый способ обеспечивает весьма высокую чувствительность и сигнализирует об окончании процесса прошивки даже если полость обрабатываемой детали уже имеет прошитые ранее отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1946 |
|
SU70274A1 |
| Электроискровой способ прошивки отверстий | 1948 |
|
SU74168A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1947 |
|
SU90185A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1944 |
|
SU70204A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для регулирования зазора | 1948 |
|
SU78164A2 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ МЕТАЛЛОВ | 1945 |
|
SU70203A1 |
| Прием осуществления способа обработки металлов,сплавов и иных токопроводящих материалов | 1947 |
|
SU78886A1 |
| Устройство для автоматического выключения электроискрового станка | 1956 |
|
SU112019A1 |
Способ сигнализации об окончании процесса электроискровой прошивки отверстия и выхода электрода инструмента в закрытую или частично закрытую полость по авт. св. №70010, отличающийся тем, что, с целью определения момента окончания электроискровой прошивки отверстия, полость обрабатываемой детали соединяют с трубкой, наполненной жидкостью, уровень которой будет изменяться из-за газообразования внутри полости при входе в нее электрода-инструмента.
