1
Изобретение относится к области финишной обработки прецизионных деталей приборов и агрегатов и может найти применение при обработке деталей из мягких материалов, например углеграфитовых, не допускающих шлифования и абразивной доводки вследствии маржирования обрабатываемых поверхностей зернами абразива.
Известен инструмент для безабразивной доводки, выполненный в виде твердосплавного диска, на торцовой поверхности которого нанесена система канавок с перел енным шагом 1..
Применение инструмента для безабра.зивной доводки цилиндрических внутренних поверхностей,, выполненного в виде цилиндра или конуса с системой канавок с неравномерным шагом на рабочей поверхности не позволяет получить отверстия с высокими требованиями к точности и шероховатости в связи с низкой производительностью и невозможностью регулирования процесса доводки.
Известен также инструмент для обработки внутренних цилиндрических поверхностей - протяжка. Протяжка содержит коническую режушую и цилиндрическую
калибрующие части, снабженные больщим количеством чередующихся с постоянным или переменным шагами зубцов и кольцевых канавок и переменной шероховатостью на рабочих поверхностях 2.
Применение такого инструмента для финишной обработки внутренних цилиндрических поверхностей в прецизионных деталях из неметаллических материалов, например углеграфитовых, не позволяет получить точные и высококачественные поверх10ности в связи с повышенной хрупкостью материала в процессе обработки.
Целью изобретения является повышение производительности и качества доводки.
Цель достигается тем, что на конической рабочей и цилиндрической калибрующей частях инструмента канавки выполнены -с шагом, увеличивающимся в направлении от рабочей к калибрующей части по закону геометрической прогрессии со знаменателем 1,1-2,5.
20
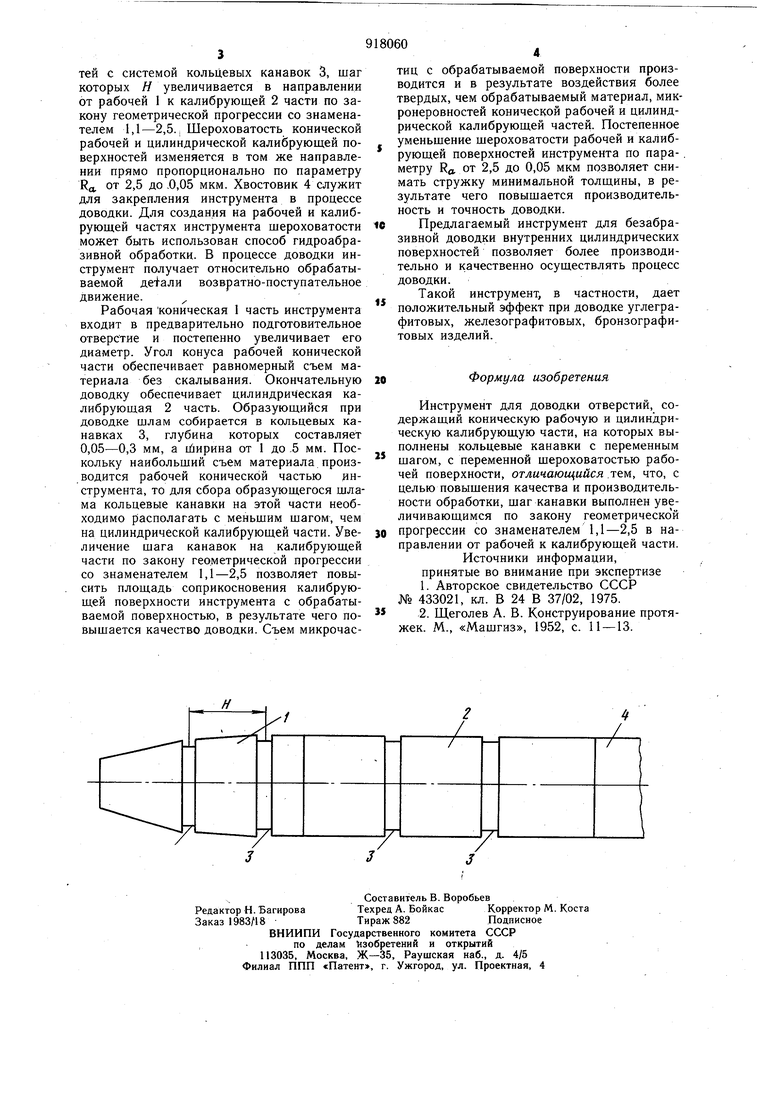
На чертеже изображен инструмент для безабразивной доводки; отверстий в изделиях из неметаллических материалов.
Инструмент состоит из рабочей конической 1 и цилиндрической калибрующей 2 час
тей с системой кольцевых канавок 3, шаг которых Я увеличивается в направлении от рабочей 1 к калибрующей 2 части по закону геометрической прогрессии со знаменателем 1,1-2,5.1 Шероховатость конической рабочей и цилиндрической калибрующей поверхностей изменяется в том же направлении прямо пропорционально по параметру Rg, от 2,5 до .0,05 мкм. Хвостовик 4 служит для закрепления инструмента в процессе доводки. Для создания на рабочей и калибрующей частях инструмента шероховатости может быть использован способ гидроабразивной обработки. В процессе доводки инструмент получает относительно обрабатываемой делали возвратно-поступательное движение.
Рабочая коническая 1 часть инструмента входит в предварительно подготовительное отверстие и постепенно увеличивает его диаметр. Угол конуса рабочей конической части обеспечивает равномерный съем материала без скалывания. Окончательную доводку обеспечивает цилиндрическая калибрующая 2 часть. Образующийся при доводке шлам собирается в кольцевых канавках 3, глубина которых составляет 0,05-0,3 мм, а 1Йирина от 1 до .5 мм. Поскольку наибольший съем материала производится рабочей конической частью инструмента, то для сбора образующегося шлама кольцевые канавки на этой части необходимо располагать с меньшим шагом, чем на цилиндрической калибрующей части. Увеличение шага канавок на калибрующей части по закону геометрической прогрессии со знаменателем 1,1-2,5 позволяет повысить площадь соприкосновения калибрующей поверхности инструмента с обрабатываемой поверхностью, в результате чего повышается качество доводки. Съем микрочастиц с обрабатываемой поверхности производится и в результате воздействия более твердых, чем обрабатываемый материал, микронеровностей конической рабочей и цилиндрической калибрующей частей. Постепенное уменьшение шероховатости рабочей и калибрующей поверхностей инструмента по пара-. метру RO. от 2,5 до 0,05 мкм позволяет снимать стружку минимальной толщины, в результате чего повышается производительность и точность доводки.
Предлагаемый инструмент для безабразивной доводки внутренних цилиндрических поверхностей позволяет более производительно и качественно осуществлять процесс доводки.
Такой инструмент, в частности, дает положительный эффект при доводке углеграфитовых, железографитовых, бронзографитовых изделий.
Формула изобретения
Инструмент для доводки отверстий, содержащий коническую рабочую и цилиндрическую калибрующую части, на которых выполнены кольцевые канавки с переменным шагом, с переменной шероховатостью рабочей поверхности, отличающийся .тем, что, с целью повышения качества и производительности обработки, шаг канавки выполнен увеличиваюшимся по закону геометрической прогрессии со знаменателем 1,1-2,5 в направлении от рабочей к калибрующей части.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 433021, кл. В 24 В 37/02, 1975. 2. Щеголев А. В. Конструирование протяжек. М., «Машгиз, 1952, с. 11 -13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой механической обработки | 1982 |
|
SU1068236A1 |
| Способ доводки плоских поверхностей заготовок | 1987 |
|
SU1641594A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2574158C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2003 |
|
RU2263009C2 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 1972 |
|
SU338354A1 |
| Ультразвуковой инструмент для обра-бОТКи НАРужНыХ цилиНдРичЕСКиХ пОВЕРХ-НОСТЕй | 1979 |
|
SU837797A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
