Изобретение относится к финишной обработке деталей и может быть исползовано в подишпниковой промьшшеннос- ти при доводке иариков.
Цель изобретения - повьппение производительности, улучшение геометрических параметров и снижение разно- размерности шариков за счет выравнивания условий обработки в рабочих зонах.
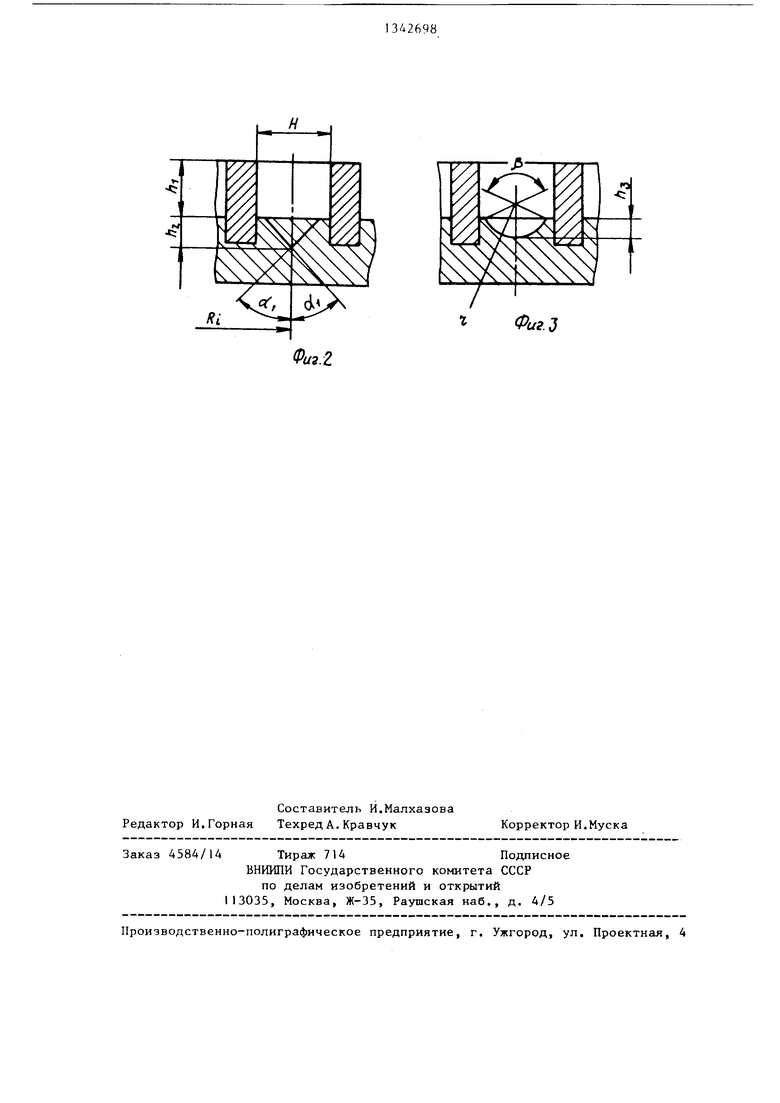
На фиг. 1 представлено устройство для реализацией предлагаемого способа разрез; на фиг. 2 - рабочая зона, образованная V-образной канавкой с перегородками; на фиг. 3 - то же, дл канавки полукруглого профиля.
Устройство для реализации предлагаемого способа содержит прижимной диск 1 и связанный с приводом ведущий диск 2 с вьЕполненными на его торце кольцевыми канавками 3 для размещения обрабатываемых шариков 4, между которыми расположены перегородки 5. Для создания магнитного поля имеется электромагнитная катушка 6. Прижимной и ведущий диски изготовлены из магнитно-мягкого материала, например из стали 10, а перегородки 5 - из диамагнитного материала, чтобы исключить потери магнитного поля.
Способ доводки шариков осуществляется следующим образом.
Перед загрузкой шариков в рабочие зоны, образованные канавками 3 и перегородками 5, заливают пасту, обладающую ферромагнитными свойствами, затем укладывают шарики, опускают с определенным усилием прижимной диск 1, включают электромагнитную катушку 6 и привод вращения ведущего диска 2
Для более полного удержания пасты, на электромагнитную катушку подают электрический ток одновременно с приложением прижимного усилия. Это позволяет за счет магнитных сил исключить перетекание пасты через перегородки и ее выброс из рабочей зоны.
Объем пасты для каждой канавки определяют в соответствии с выражением
V; SR,+(0,2,. ..p,6)()jiHh, , (1)
где V- - объем пасты, закладывае14ый в i-ю канавку;
S - площадь поперечного сечения канавки на диске;
RJ - радиус i-й канавки;
где
(
.,0,6)К - коэффициент наполнения пастой пространства между перегородкамц; Н„ - наружный радиус диска; Kg - внутренний радиус диска; Н - расстояние между перегородками;
h - высота перегородки. Первое слагаемое в формуле определяет объем пасты в самой канавке, а второе - объем пасты, удерживаемый перегородками.
Для канавок V-образного профиля выражение (1) принимает вид
.,40,2,...,0,6) , ,
(2) угла профиля канавки.
i
Для канавок полукруглого профиля выражение (1) имеет вид
sin/b) + (0,2,.
.,0,6)
(3)
где
г - радиус полукруглого профиля; fi - центральный угол, стягивающий дугу профиля канавки. Пример. Способ доводки шариков осуществляют при различных вариантах наложения на прижимной диск магнитного поля и заполнения прост- ранства между перегородками пастой.
Сравнительные исследования проводятся на технологической операции первой доводки шариков по 111-й степени точности. Доводку шариков диаметром 25,4 мм ( производят на станке модели ВШ-Д204 дисками с наружным диаметром 800 мм в трех кольцевых канавках V-образного профиля в течение 8 ч. Режимы доводки обеих партий устанавливают идентичными. При этом усилие, приходящееся на один шарик, составляет 50 Н, а частота вращения диска с перегородками равна 4,5 с Катушка имеет 3000 витков провода диаметром 0,8 мм, подается электрический ток 0,5 А. Используют состав доводочной пасты со следующими компонентами, мас.%: электрокорунд белый (22,..24)АМ 14,15-16;по- рошок железа ПЖ 1-2 6,0-6,5; машинное масло 58-60; парафин 15; фракции синтетических жирных кислот 5-6. Данный состав пасты обладает магнитным свойством.
- 1342698
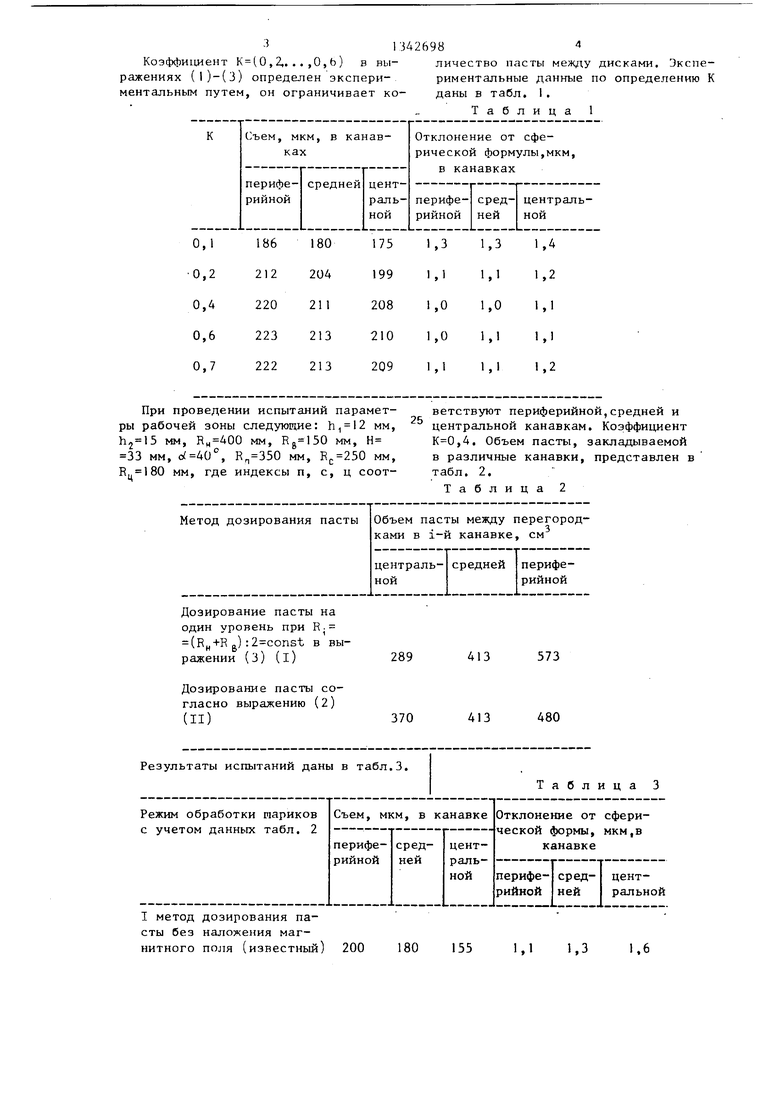
Коэффи1шент К (0,2,. . . ,0, b) в вы- личество пасты между дисками. Экспе- ражениях ()-(3) определен экспери- риментальные данные по определению К ментальным путем, он ограничивает ко- даны в табл. 1.
Таблица 1
мм, где индексы п, с, ц соот- табл. 2.
Таблица 2
289 413 573
370 413 480
Результаты испытаний даны в табл.3.
I метод дозирования пасты без наложения магнитного поля (известный)
200
в различные канавки, представлен в
Таблица 3
155
1,1
1.3
1.6
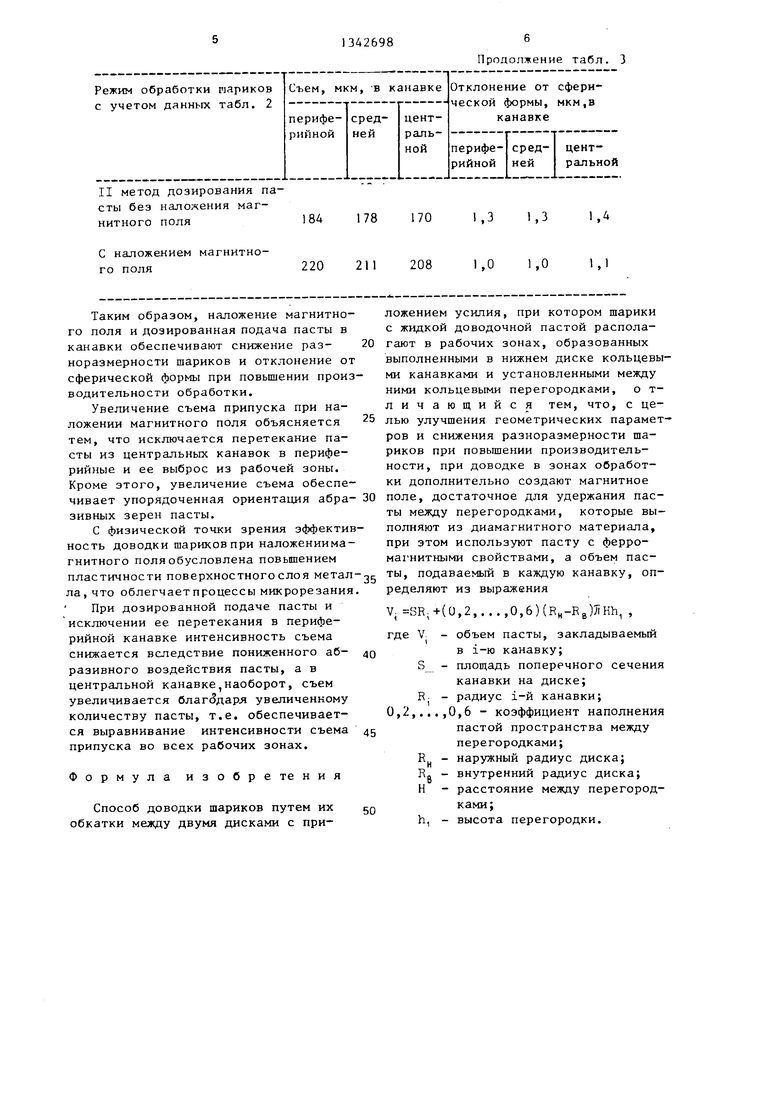
II метод дозирования пасты без наложения магнитного поля184 178 170 1,3 1,3 1,4
С наложением магнитного поля
220 211 208 1,0 1,0 1,1
Таким образом, наложение магнитного поля и дозированная подача пасты в канавки обеспечивают снижение раз- норазмерности шариков и отклонение от сферической формы при повышении производительности обработки.
Увеличение съема припуска при наложении магнитного поля объясняется тем, что исключается перетекание пасты из центральных канавок в периферийные и ее выброс из рабочей зоны. Кроме этого, увеличение съема обеспечивает упорядоченная ориентация абра- зивных зерен пасты.
С физической точки зрения эффективность доводки шариков при наложениима- гнитного поля обусловлена повышением пластичности поверхностного слоя метал ла, что облегчаетпроцессы микрорезания
При дозированной подаче пасты и исключении ее перетекания в периферийной канавке интенсивность съема снижается вследствие пониженного абразивного воздействия пасты, а в центральной канавке,наоборот, съем увеличивается благ(5дарл увеличенному количеству пасты, т.е. обеспечивается выравнивание интенсивности съема припуска во всех рабочих зонах.
Формула изобретения
Способ доводки шариков путем их обкатки между двумя дисками с при
Продолжение табл. 3
25
20 30
g
0
5
ложением усилия, при котором шарики с жидкой доводочной пастой располагают в рабочих зонах, образованных выполненными в нижнем диске кольцевыми канавками и установленными между ними кольцевыми перегородками, о т- личающийся тем, что, с целью улучшения геометрических параметров и снижения разноразмерности шариков при повышении производительности, при доводке в зонах обработки дополнительно создают магнитное поле, достаточное для удержания пасты между перегородками, которые выполняют из диамагнитного материала, при этом используют пасту с ферромагнитными свойствами, а объем пасты, подаваемый в каждую канавку, определяют из выражения
V. SR;+(0,20,6)(К„-Кв)ЛНЬ ,
где V - объем пасты, закладываемый в i-ю канавку;
S - площадь поперечного сечения канавки на диске;
RJ - радиус i-й канавки; 0,2,...,0,6 - коэффициент наполнения пастой пространства между перегородками;
R - наружный радиус диска;
Rg - внутренний радиус диска;
Н - расстояние между перегородками;
h, - высота перегородки.
Фиг.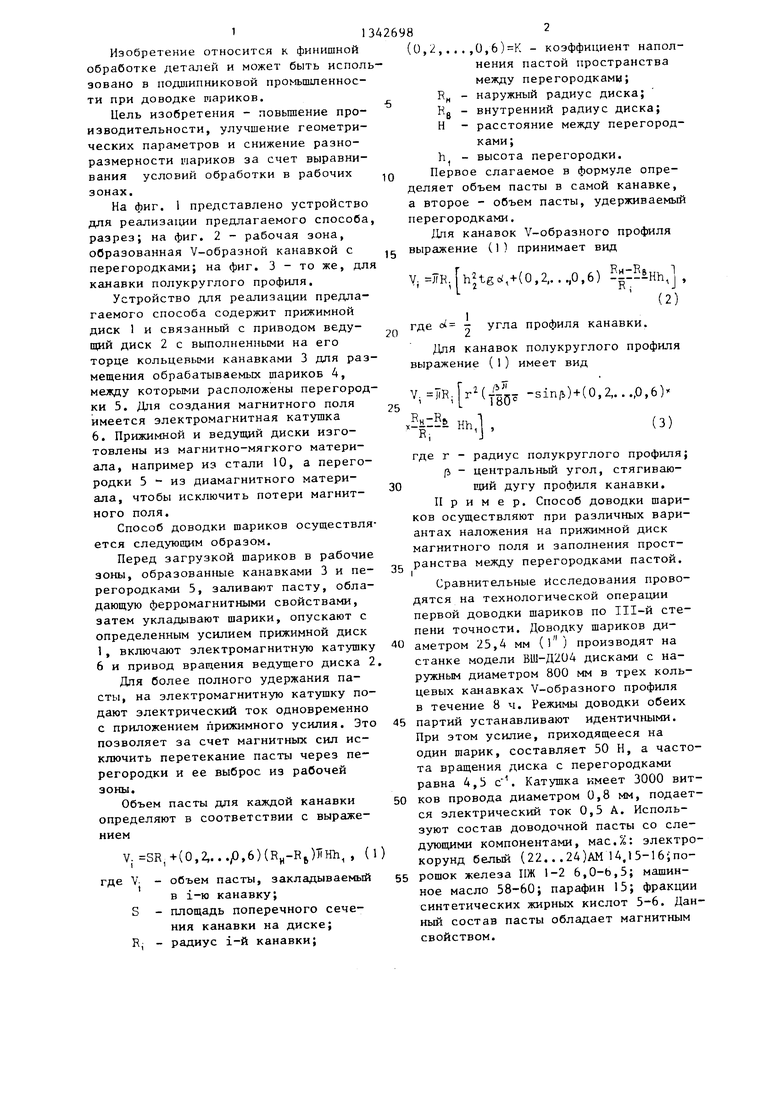
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки шариков | 1980 |
|
SU973314A1 |
| Станок для магнитно-абразивной обработки шариков | 1978 |
|
SU1030147A1 |
| Устройство для доводки шариков | 1987 |
|
SU1442377A2 |
| Устройство для обработки шариков | 1979 |
|
SU1036499A1 |
| Устройство для доводки шариков | 1985 |
|
SU1274910A2 |
| Паста для абразивно-доводочной обработки металлических деталей | 1980 |
|
SU922130A1 |
| Способ доводки шариков | 1979 |
|
SU823082A1 |
| Способ доводки шариков | 1986 |
|
SU1380917A1 |
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| СПОСОБ ДОВОДКИ ШАРИКОВ "ТОМСКИЙ" | 1988 |
|
SU1665623A1 |
Изобретение относится к финишной обработке деталей и может быть использовано в подшипниковой промышленности при доводке шариков. Целью изобретения является улучшение геометрических параметров и снижение разноразмернссти шариков при повышении производительности за счет выравнивания условий обработки в рабочих зонах. Шарики 4 обрабатывают путем обкатки между прижимным диском 1 и ведущим диском 2, на торце которого выполнены кольцевые канавки 3, между которыми .установлены диамагнитные перегородки 5. При обработке в рабочих зонах создают магнитное поле электромагнитной катушкой 6, достаточное для удержания ферромагнитной доводочной пасты между перегородками, а объем пасты V. в каждой рабочей зоне определяют из условия: V. 5Н.+(0,2,...,0,6)(Е„-Кб)ЯНЬ, где S - площадь поперечного сечения канавки; R - радиус i-й канавки; R - наружный и внутренний радин 6 усы диска; Н - расстояние .между перегородками; h - высота перегородок. 3 ил., 3 табл. (Л 05 со 00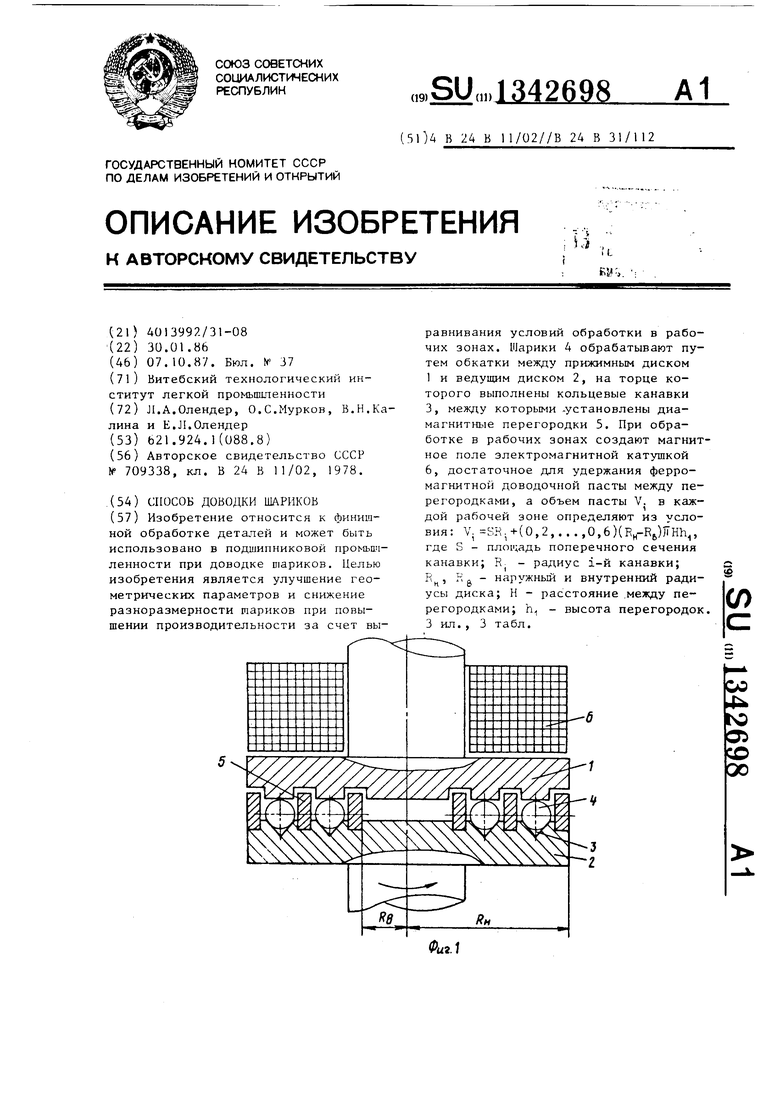
Редактор И,Горная
Составитель И.Малхазова Техред А. Кравчук
4584/1Д
Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И.Муска
| Устройство для доводки шариков | 1978 |
|
SU709338A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
