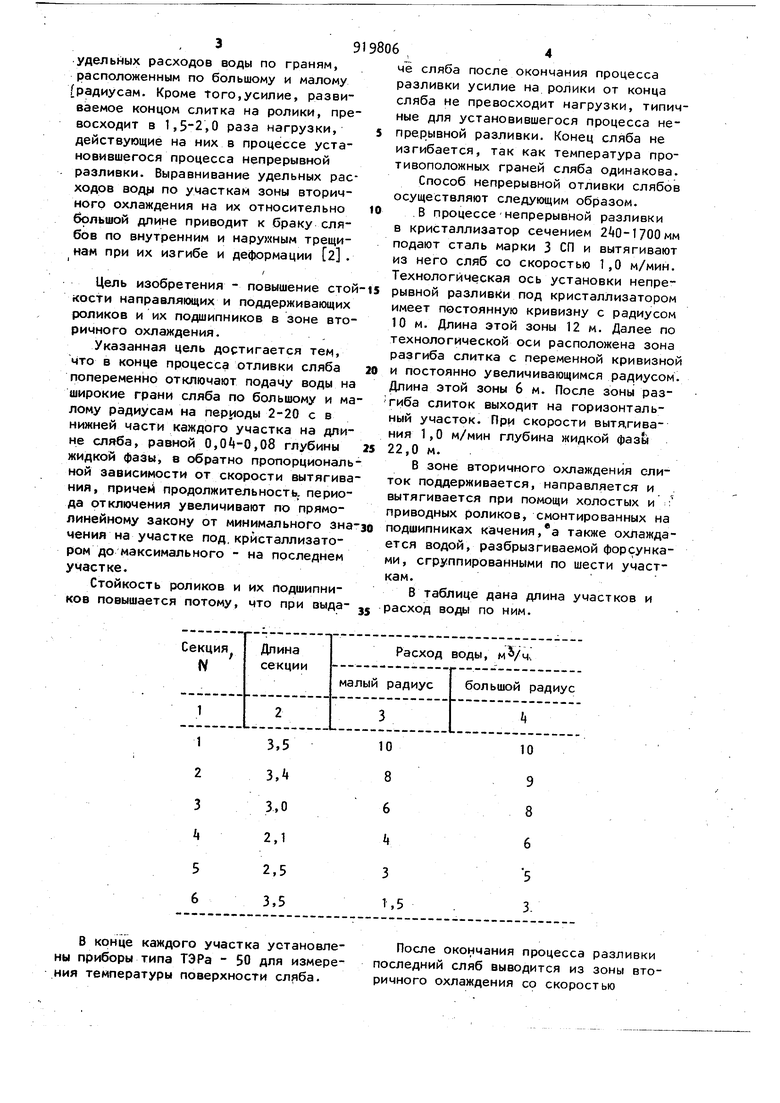
Изобретение относится к металлургии, конкретнее к непрерывной разлив ке металлов. Наиболее близким к изобретению является способ непрерывной разливки металлов иа установках с криволинейной технологической осью, включающий подачу металла в кристаллизатор, вытягивание из него, слитка с переменной скоростью, охлаждение поверхности слитка в зоне вторичного охлаждения водой, разбрызгиваемой форсунка,ми, сгруппированными по участкам,под держание и направление слитка роликами в зоне вторичного охлаждения, раздельное регулирование удельных расходов воды по большому и малому радиусам в зависимости от скорости вытягивания, а также измерение темпе ратуры поверхности слитка в зоне вто ричного охлаждения.При этом до зоны разгиба на участке,составляющем 0,3 0,ее длины, грань по малому радиусу ох лаждают интенсивнее, чем грань по большс му радиусу до разницы температур поверхности этих граней в начале зо ны разгиба SO-ISO C, в зоне разгиба температуру поверхности грани по малому радиусу сохраняют постоянной, грань же по большому радиусу продолжают охлаждать до выравнивания темпе; ратур по длине слитка Недостатком известного способа является низкая стойкость поддерживающих и направляющих сляб роликов и их подшипников, что об ьйсняется произвольным изгибом конца выдаваемого сляба при его выдаче из зоны вторичного охлаждения после оконча- , ния процесса разливки под действием разности температур поверхности противоположных граней сляба. Исследованиями установлено, что при выдаче последнего сляба на его конце длины 0,04-0,08 от глубины жидкой фазы температура противоположных широких граней разливается на 100200 0 вследствие различных значений 39 удельных расходов воды по граням, расположенным по большому и малому радиусам. Кроме того,усилие, развиваемое концом слитка на ролики, превосходит в 1,,0 раза нагрузки, действующие на них в процессе установившегося процесса непрерывной разливки. Выравнивание удельных расходов вощл по участкам зоны вторичного охлаждения на их относительно большой длине приводит к браку слябов по внутренним и наружным трещинам при их изгибе и деформации z. Цель изобретения - повышение стой кости направляющих и поддерживающих роликов и их подшипников в зоне вторичного охлаждения.. Указанная цель достигается тем, что в конце процесса отливки сляба попеременно отключают подачу воды на широкие грани сляба по большому и ма лому радиусам на периоды 2-20 с в нижней части каждого участка на длине сляба, равной 0,,08 глубины жидкой фазы, 8 обратно пропорциональ ной зависимости от скорости вытягива ния, причей продолжительность, периода отключения увеличивают по прямолинейному закону от минимального зна чения на участке под,кристаллизатором до максимального - на последнем участке. Стойкость роликов и их подшипников повышается потому, что при зыда4че сляба после окончания процесса разливки усилие на ролики от конца сляба не превосходит нагрузки, типичные для установившегося процесса непрерывной разливки. Конец сляба не изгибается, так как температура противоположных граней сляба одинакова. Способ непрерывной отливки слябов осуществляют следующим образом. В процессеНепрерывной разливки в кристаллизатор сечением 2 0-1700 мм подают сталь марки 3 СП и вытягивают из него сляб со скоростью 1,0 м/мин. Технологическая ось установки непрерывной разливки под кристаллизатором имеет постоянную кривизну с радиусом 10 м. Длина этой зоны 12 м. Далее по технологической оси расположена зона разгиба слитка с переменной кривизной и постоянно увеличивающимся радиусом. Длина этой зоны 6 м. После зоны разгиба слиток выходит на горизонтальный участок. При скорости вытягивания 1,0 м/мин глубина жидкой фазы 22,0 м. В зоне вторичного охлаждения слиток поддерживается, направляется и вытягивается при помощи холостых и : приводных роликов, смонтированных на подшипниках качения,а также охлаждается водой, разбрызгиваемой форсунками, сгруппированными по шести участкам. В таблице дана длина участков и расход воды по ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| Установка непрерывной разливки металлов | 1981 |
|
SU996074A1 |
| Способ непрерывной разливки металлов | 1981 |
|
SU996072A1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА МАШИНЕ КРИВОЛИНЕЙНОГО ТИПА | 1992 |
|
RU2027540C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| Способ непрерывной разливки электротехнической стали | 1990 |
|
SU1726113A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831294A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
В конце каждого участка установлены приборы типа ТЭРа - 50 для измерения температуры поверхности сляба.
После окончания процесса разливки последний сляб выводится из зоны вторичного охлаждения со скоростью 1,0 м/мин. После того, как конец сляба в процессе движения занимает нижнюю часть каждого участка на длине 0,06 глубины жидкой фазы или 1,3 м начинают попеременно отключать 1 1одачу воды на каждом участке со сторо. ны большого и малого радиусов. При этом время отключения подачи воды по участкам на грани сляба устанавливают переменным по длине зоны вторичного охлаждения и изменяют ег;о по ,i прямолинейному закону от минимального значения на участке под кристалли затором до максимального в конце зоны охлаждения при скорости вытягивания м/мин. На первом участке устанавливают время отключения подачи воды по граням 2 с° на втором - 5 с, на третьем - 8с, на четвертом 11 с, на пятом - с, на шестом 17 с. При этом попеременное включение воды на каждом участке со стороны каждой грани производят на то же значение расхода, что и в процессе установившейся разливки. Такая организация охлаждения конца сляба при его выдаче из установки после окончания разливки обеспечивает равенство температуры по периметру сляба, В результате этого устраняются причины изгиба сляба в сторону какой либо грани. За счет этого ролики и их подшипники не испытывают добавочной нагрузки. Стойкость их повьииает-. ся. При выдаче из установки конца того же сляба со скоростью1,5 м/мин воду по граням сляба начинают переключать после того, как от займет нижнюю часть каждого участка на длине О,О глубины жидкой фазы, равной 1,3 м. При этом цикл переключения участков оставляют прежним. На седьмом участке, который подключается при скорости вытягивания 1,5 м/мин, цикл переключения устанавливают 20с. При выдаче установки конца того же сляба со скоростью 0,5 м/мин воду по граням сляба начинают переключать после того, как он займет нижнюю часть каждого участка на длине 0,08 глубины жидкой фазы, равной 11 мили 0,9м,.При этом цикл переключения на работающих первых трёх участках оста вляют прежним. Необходимость переключения участков объясняется разницей расходов воды по граням, расположенным по боль шому и малому радиусам. Необходимость увеличения периода переключения воды по участкам вдоль зоны вторичного охлаждения по прямолинейному закону объясняется увеличением толщины оболочки сляба. При этом по .мере ее роста увеличивается ее тепловая инерционность, что требует увеличения времени теплового или охлаждающего во37 действия на нее. Диапазон длин 0,040,08 от глубины жидкой фазы-объясняется тем, что величина усадочной раковины мало зависит от скорости вытягивания при одной и той же толщине сляба. Поэтому величину этой длины устанавливают в обратно пропорциональной зависимости от скорости вытя гивания.При больших значениях указанного диапазона длин необходимо переключать большое количество рядов форсунок в каждой форсуночной секции, что усложняет систему управления зоной вторичного охлаждения. При меньших значениях указанного диапазона длин не достигается выравнивание противоположных граней сляба, что не приводит к уменьшению нагрузок на ролики зоны вторичного охлаждения и не достигается поставленная цель. Способ предпочтителен при непрерывной отливке слябов толщиной 200300 мм на установках с криволинейной технологической осью. Он позволяет повысить стойкость роликов и их подшипников, уменьшить их выход из строя на 0,1. Экономический эффект от применения предлагаемого способа при производстве 5000 тыс, тонн слябов в год составляет Э 2000 X О,5 500000 X О , 1 X 10 50000 руб/г, где 2000 - стоимость 1 т роликов, РУб/т, 0,05 - расход роликов на 1 т слябов, т-т стали. Формула изобретения Способ непрерывной отливки слябов на установке с криволинейной технолог гической осью, включающий подачу ме ; талла в кристаллизатор, вытягивание из него сляба, охлаждение и выравнивание температуры сляба путем регуирования подачи воды, разбрызгиваеой форсунками, сгруппированными по часткам, отличающийся ем, что, с целью повышения стойкоси направляющих и поддерживающих ро/ликов и их подшипников в зоне вторичного охлаждения, в конце процесса отливки сляба попеременно отключают подаму воды на широкие грани сляба по
(большому и малому радиусам на периоды 2-20 с в нижней части каждого участка на длине сляба, равной 0,040,08 глубины жидкой фазы, в обратно пропорциональной зависимости от скорости вытягивания, причем продолжительность периода отключения увёличивают по прямолинейному закону от минимального значения на участке под кристаллизатором до максимального на последнем участке.
Источники информации, принятые во вниманр е при экспертизе
