(Л
00
00
со
NJ
Изобретение относится к производству прямошовных стальных труб с использованием высокочастотной сварки и является усовершенствованием изобретения по основному авт. св. № 919833.
Целью изобретения является повышение КПД устройства и улучшение качества сварного соединения.
На чертеже изображено устройство для высокочастотной сварки прямошовных стальных труб.
Устройство состоит из высокочастотного гене1);1тора 1, к которому через шинопро- вод 2 подключен высокочастотный индуктор 3, охватывающий трубную заготовку 4. Внутри индуктора 3 размешена дополнисрарочного тока, тем меньше наведенная ЭДС в дополнительной катушке 5. Эта наведенная ЭДС по цепи обратной связи - раздельные конденсаторы 9 и выпрямитель 10 - подается на вход регулятора 8 тока, который поддерживает в трубной заготовке 4 заданное значение сварочного тока путем изменения потока намагничивания в трубной заготовке 4. Тем самым ослабляется влияние возмущающих факторов на сварочный 10 ток и повышается качество сварного шва. Кроме этого, при стабилизации сопротивления нагрузки с помощью дополнительного подмагничивания стабилизируется и мощность в индукторе и в колебательном контуре высокочастотного генератора, т.е. уменьтельиая катугика 5, подключенная черезщается влияние дестабилизирующих факразделитс льные дроссели 6 к управляемо-торов на работу генератора, что позволяму источникч 7 постоянного тока с регу-ет поддерживать оптимальным КПД генелятором 8 тока на входе и имеющая форму,ратора и устройства в целом, так как праксовпадающую с формой пути протеканиятически всю мощность, передаваемую индуксварочного тока в трубной заготовке. До- 20 тором 3 в заготовку, удается сконцентрировать и направить в зону сварки.
Применение предлагаемого устройства для высокочастотной сварки прямошовных стальных труб на действующем стане позволит улучшить качество сварных швов и.
полнительная катушка о через разделительные конденсаторы 9 и выпрямитель 10 под- к.1ючена к входу регулятора 8 тока.
В трубной заготовке 4 от высокочастотною (сиератора 3 наводится сварочный ток. Постоянный ток от регулируемого источника Упитания, протекая через дополнительную катушку 5, создает в стальной трубной iaroTOBKf 4 электромагнитное nOvie, кото- рос- U Hbiiiaer сопротивление трубной заготовки сварочному току на пути его протекания, и тем самым создаются лучшие хс.юния д. 1я максимальной концентрации сварочного тока по кромкам трубной за- Iотовки и их разогрева. В дополнительной катушке 5 наведенная ЭДС от результирую- |Ц( 1Ч) магнитного потока, сцепленного с его виткамн. определяется разностью магнитных потоков от высокочастотного индуктора 3 н сварочного тока в трубной заго- Т(лже 4, причем, чем больше концентрация
25
30
35
как следствие этого, получить экономию металла при том же количестве выпускаемых труб или из того же количества штрипса уве- пичить выпуск годной продукции.
Формула изобретения
Устройство для высокочастотной сварки прямошовных стальных труб по авт. св. № 919833, отличающееся тем, что, с целью повышения КПД устройства и улучшения качества сварного соединения, дополнительная катушка размещена внутри индуктора и снабжена разделительными конденсаторами, выпрямителем и регулятором тока, подключенными к кату1ике и источнику постоянного тока.
срарочного тока, тем меньше наведенная ЭДС в дополнительной катушке 5. Эта наведенная ЭДС по цепи обратной связи - раздельные конденсаторы 9 и выпрямитель 10 - подается на вход регулятора 8 тока, который поддерживает в трубной заготовке 4 заданное значение сварочного тока путем изменения потока намагничивания в трубной заготовке 4. Тем самым ослабляется влияние возмущающих факторов на сварочный ток и повышается качество сварного шва. Кроме этого, при стабилизации сопротивления нагрузки с помощью дополнительного подмагничивания стабилизируется и мощность в индукторе и в колебательном контуре высокочастотного генератора, т.е. уменьщается влияние дестабилизирующих факПрименение предлагаемого устройства для высокочастотной сварки прямошовных стальных труб на действующем стане позволит улучшить качество сварных швов и.
5
0
5
как следствие этого, получить экономию металла при том же количестве выпускаемых труб или из того же количества штрипса уве- пичить выпуск годной продукции.
Формула изобретения
Устройство для высокочастотной сварки прямошовных стальных труб по авт. св. № 919833, отличающееся тем, что, с целью повышения КПД устройства и улучшения качества сварного соединения, дополнительная катушка размещена внутри индуктора и снабжена разделительными конденсаторами, выпрямителем и регулятором тока, подключенными к кату1ике и источнику постоянного тока.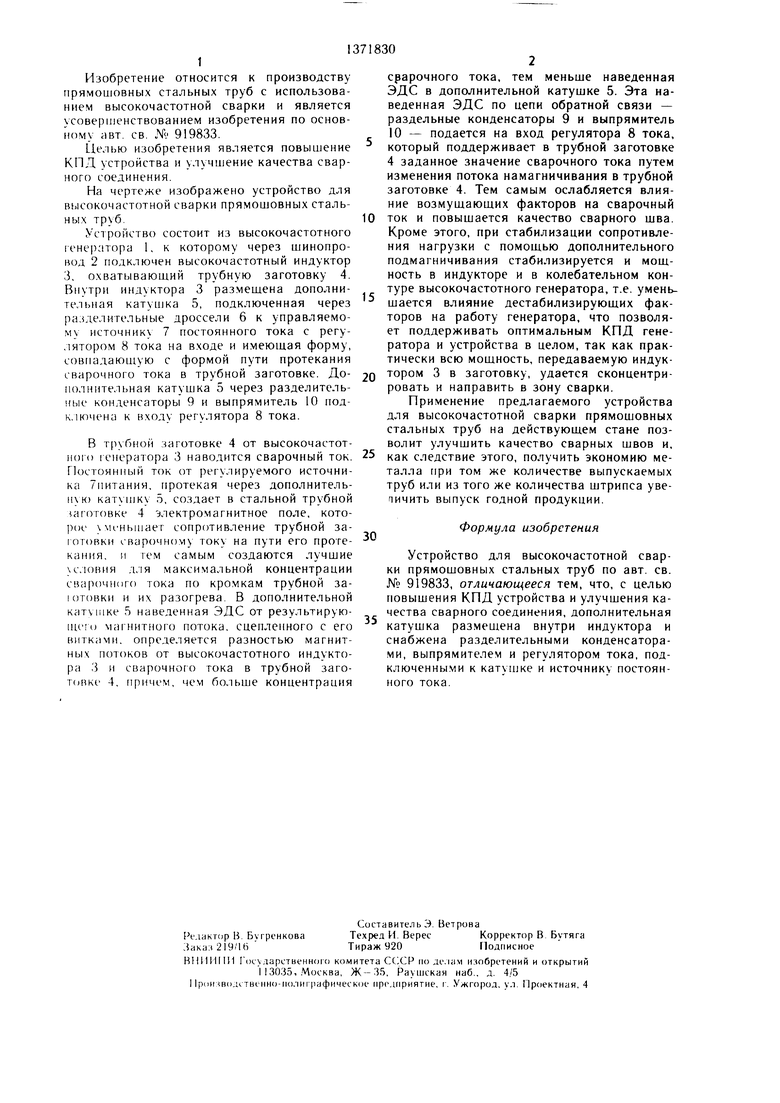
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296023C1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1648684A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU764899A1 |
| Способ автоматического управления режимом высокочастотной сварки | 1978 |
|
SU694324A1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
й: обретение относится к 1рои:шод- ств прямонювных стальных труб с использованием высокочастс тной сва|)ки. 1е.пьн) изобретения является повышение К11Л уст- poiicTBa и улучи1ение качества ciuipnoin соединения. Внутри индуктора 3 разметена дополнительная катун1ка 5, имеющая (fiopxiy, совпадаюшх ю с формой протекания ска- рочного тока в )()й заготовке. Катчшка 5 подключена к источнику 7 посточшкип тока через контчр обрат 1ой связи, llaiu - деиная в катушке 5 Э/1С но цепи orijiai ной связи подается на вход регулятора гокл 8, который поддерживает в )ичи ., ютовке 4 заданное значение cBapi. ini iro тока. Ослабляется влияние niaK)iiit факторов на сварочный ток, ст аби. имиру ется сопротив/к ние . 1 пл.
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
