(54) УСТРОЙСТВО ДЛЯ СВЕДЕНИЯ КРОМОК ОБЕЧАЕК ПОД СВАРКУ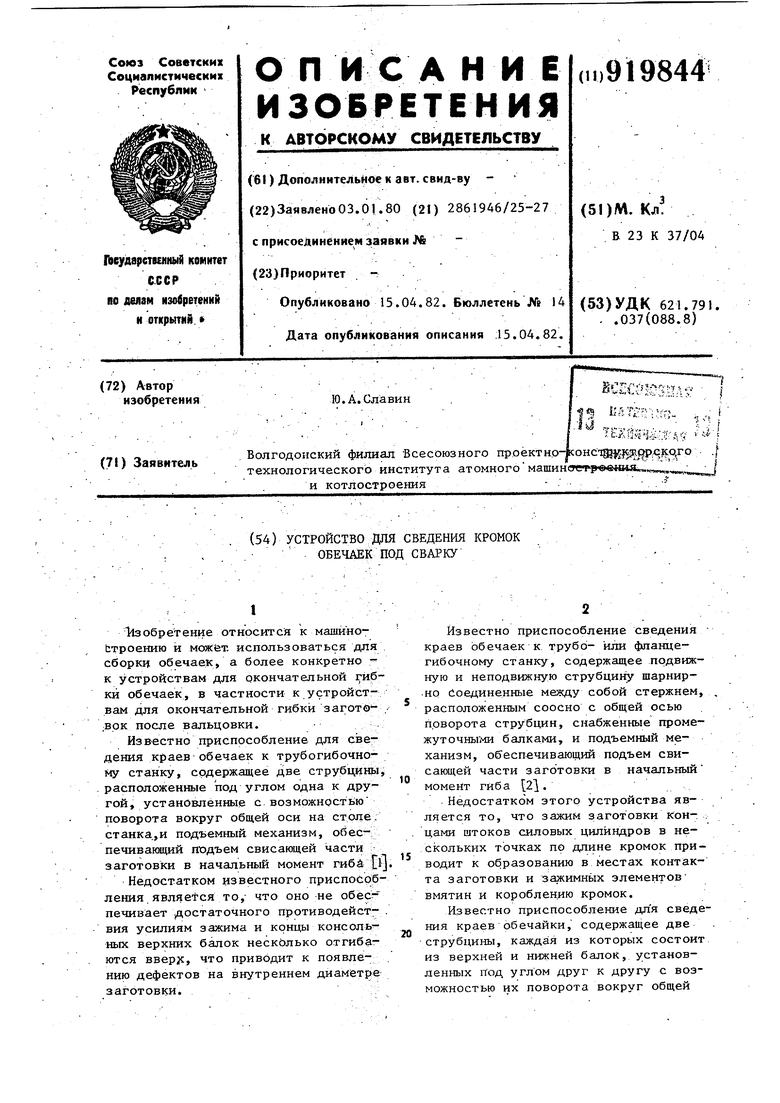

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сведения краев обечайки | 1973 |
|
SU556875A1 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
| Устройство для сборки и сварки продольных швов обечаек | 1980 |
|
SU933342A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Устройство для свертывания конических обечаек | 1973 |
|
SU482228A1 |
| Устройство для гибки обечаек из листовых заготовок | 1976 |
|
SU612732A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Устройство для гибки обечаек | 1980 |
|
SU927370A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Способ удаления грата с поверхности цилиндрических изделий | 1987 |
|
SU1466889A1 |
1 ,: .
113обретение относится к машиноЬтроению и может, использоваться для сборки обечаек, а более конкретно к устройствам для окончательной ги|бкй обечаек, в частности к устройствам для окончательной гибки загото-/ ,врк после вальцовки.
Изв-естно приспособление для сведения краев обечаек к трубогибочноМу станку, содержащее две струбциньг, расположенные под углом одна к другой, установленные с.возможностью поворота вокруг общей оси на столе. станка,,и подъемный механизм, обеспечивающий подъем свисающей части заготовки в начальный момент гиб А ij.
Недостатком известного приспособления, является то,- что оно не обеспечивает достаточного противодейст- . ВИЯ усилиям зажима и концы консольных верхних балок нескблько отгибаются ввергс, что приводит к появлению дефектов на внутреннем диаметре заготовки.
Известно приспособление сведения краев обечаек к трубо- или фланцегибочному станку, содержащее подвижную и неподвижную струбцину шарнирно Соединенные между собой стержнем, расположенным соосно с общей осью поворота струбцин, снабженные промежуточньпуш балками, и подъемный механизм, обеспечивающий подъем свисающей части заготовки в начальный
10 момент гиба 2.
Недостатком этого устройства является то, что зажим заготовки кон- . цами штоков силовых цилиндров в нескольких точках по длине кромок при15водит к образованию в местах контакта заготовки и зажимных элементов вмятин и короблению кромок.
Известно приспособление для сведения краев обечайки, содержащее две
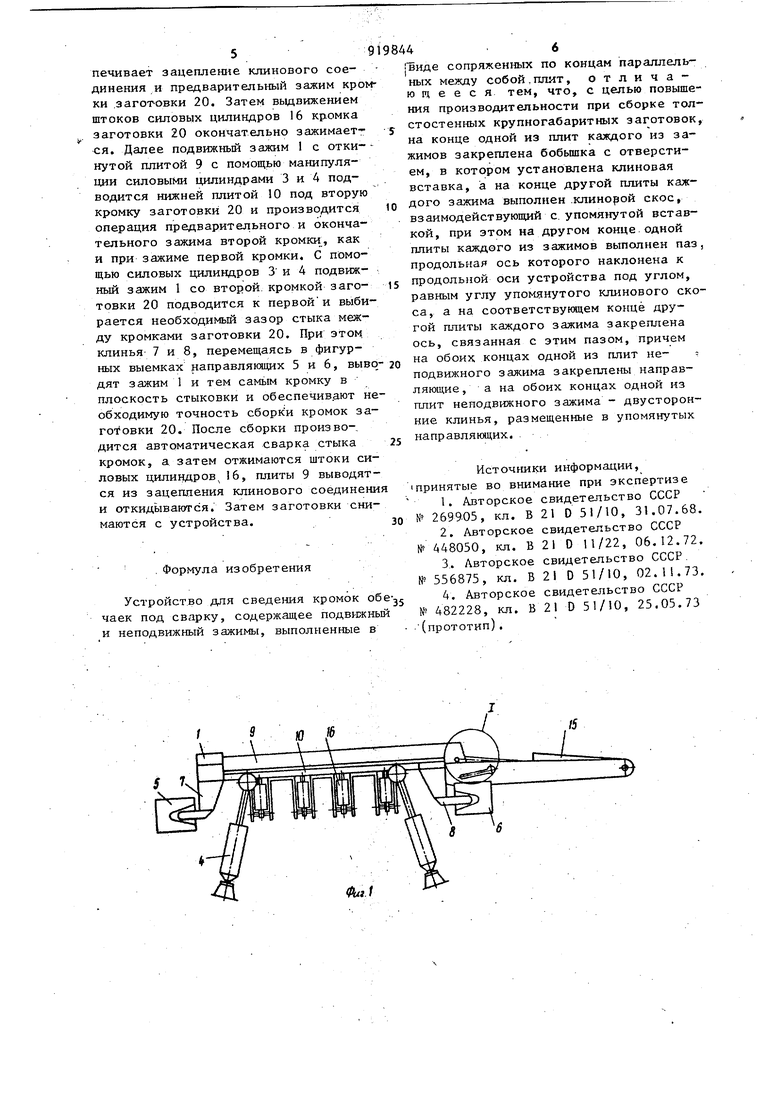
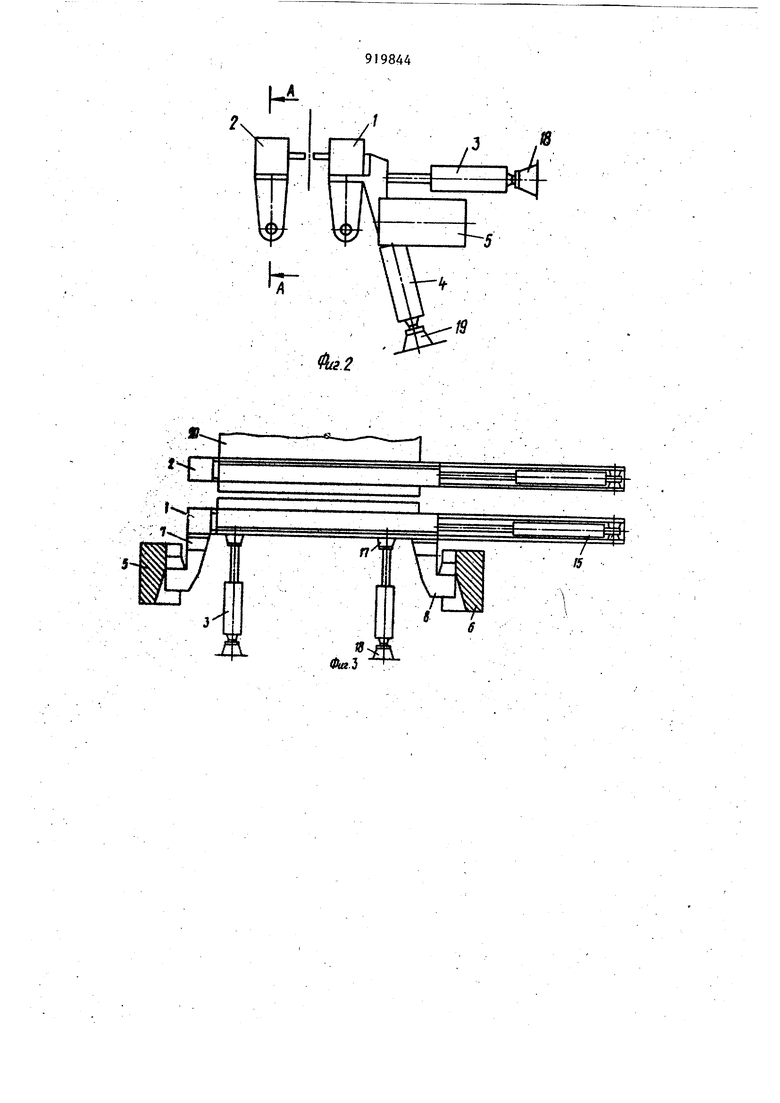
20 струбцины, каждая из которых состоит из верхней и нижней балок, установленных под углом друг к другу с возможностью их поворота вокруг общей оси, подъемный механизм, установленный между струбцинами, и смонтированные на струбцинах механизмы зажима заготовки, выполненные в вид приводного клина с установленной на ней планкой с .приводными поворотными кулачками з , Недостатком данного устройства яв ляется то, что наладка приспособления требует большого вспомогательного времени. Наиболее близким к предлагаемому является устройство для свертывания кромок обечаек под сварку, содержащее подвижньй и неподвижный зажимы, выполненные в виде сопряженных по концам параллельных между собой плит а также связанные общим шарниром две струбцины ГА . Одн.ако известное устройство характ о ризуется недостаточно высокой степенью автоматизации, а также не дает возмо ности сгибать толстостенные крупногабаритные заготовки. Цель изобретения - повьш1ение степени автоматизации, а также повьш1ени производительности при сборке толстостенных крупногабаритных заготовок ..Поставленная цель достигается тем, что вустройстведля сведения кромок обечаек под сварку, содержащем подвижный и неподвижный зажимы, каждый из которых выполнен в виде сопряженных.по концам параллельных между собой плит, на конце одной из плит каждого из зажимов закреплена бобышка с отверстием, в котором уста новлена клиновая вставка, а на конце другой плиты каждого зажима выполнен клиновой скос, взаимодействуквций с упомянутой вставкой, при этом на дру гом конце одной плиты каждого из зажимов выполнен паз, продольная ось которого наклонена к продольной оси устройства под углом, равным углу уп мянутого клинового скоса, а на соответствующем конце другой плиты каждого зажима закреплена ось, связанна с этим пазом, причем -на обоих концах одной из плит неподвижного зажима за креплены направляющие, а на обоих концах одной из плит неподвижного за жима - двусторонние клинья, размещенные в упомянутых направляющих. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид слева; на фиг. 3 - вид сверху; на 44 фиг. 4 - сечение А-А на фиг. 2; на фиг. 5 - узел J на фиг. 1. Устройство состоит из подвижного зажима I, неподвижного зажима 2, механизма перемещениязажима 1, включающего силовые цилиндры горизонтального движения 3, силовые цилиндры вертикального движения 4, двух направляющих 5 и 6., закрепленных неподвижно, двух двусторонних клиньев 7 и 8, закрепленных на подвижном зажиме 1 и сопряженных с направляющими 5 и 6. Каждый из зажимов состоит из верхней плиты 9 и нижней плиты 10, сопряженных между собой по одному концу клиновым соединением, выполненные в виде. бобьш1ки 1 I на плите 10, в отверстии которой закреплена клиновая вставка 12, и одностороннего клина, на другом конце - осью 13, закрепленной в плите 9, и пазами 14 - в плите 10. Пазы 14 выполнены под углом, равным углу клинового соединения и вверху имеют расточку 15, диаметр которой равен диаметру оси 13. На задних концах зажимов 1 и 2 установлены силовые цилиндры 16, штоки которых закреплены на плитах 9, а цилиндры - в проушинах плиТ 10. Снизу на плитах Ш установлены силовые цилиндры 16, штоки которых свободно проходят в отверстия плит 10 в сторону плит 9. Силовые цилиндры горизонтального движения 3 и вертикального движения 4 зажима 1 выполнены с шаровыми опорами, штоки которых закреплены в сдвоенных пятах 17плиты 10, а цилиндры - в пятах 18и 19, закрепленных неподвижно. Устройство работает следующим образом. Вдвижением штока силового цилиндра 1.6 плита 9 неподвижного зажима 2 выводится из зацепления клинового соединения с одновременным перемещением оси 13 плоскостями в пазах 14. Достигнув расточки 15 пазов 14, ось 13 поворачивается в. ней, и плита 9 otкидывaeтcя на угол, больший 90. Далее заготовка 20 одной из кромок устанавливается по оси сборки кромок на плиту 10 зажима 2. Выдвижением штока силового цилиндра 16 плита 9 на оси 13 проворачивается в расточке 15. При достиже11ми горизонтального положения плитой 9 оси 13 входят в пазы 14, что придает плите 9 горизонтальное перемещение с одновременным опусканием и обеепечивает зaцeплeш e клинового соединения и предварительный зажим кромки .заготовки 20, Затем выдвижением штоков силовых цилиндров 16 кромка заготовки 20 окончательно зажимаетг ся. Далее подвижный зажим 1 с откинутой плитой 9 с помощью манипуляции силовыми цилиндрами 3 и 4 подводится нижней плитой 10 под вторую кромку заготовки 20 и производится операция предварительного и окончательного зажима второй кромки, как и при зажиме первой кромки. С помощью силовых цилиндров 3 и 4 подвижный зажим 1 со второй, кромкой заготовки 20 подводится к первойи выбирается необходимый зазор стыка между кромками заготовки 20. При этом, клинья- 7 и 8, перемещаясь в фигурных выемках направляющих 5 и 6, выво дят зажим 1 и тем самь1м кромку в плоскость стыковки и обеспечивают необходимую точность сборки кромок заготовки 20. После сборки произво-, дится автоматическая сварка стыка кромок, а затем отжимаются штоки силовых циливдров 16, плиты 9 выводятся из зацепления клинового соединени и откидываются. Затем заготовки снимаются с устройства.
. Формула изобретения
Устройство для сведения кромок обе-35 чаек под сварку, содержащее пoдв EKHЫй и неподвижный зажимы, выполненные в
|виде сопряженных по концам параллельных между собой,плит, отличающееся тем, что, с целью повышения производительности при сборке толстостенных крупногабаритных заготовок на конце одной из плит каждого из зажимов закреплена бобьшка с отверстием, в котором установлена клиновая вставка, а на конце другой плиты каждого зажима выполнен .клинорой скос, взаимодействующий с. упомянутой вставкой, при этом на другом конце одной плиты каждого из зажимов выполнен паз продольная ось которого наклонена к продольной оси устройства под углом, равным углу упомянутого клинового скоса, а на соответствующем конце другой плиты каждого зажима закреплена ось, связанная с этим пазом, причем на обоих концах одной из плит не- подвижного зажима закреплены направляющие , а на обоих концах о.цной из плит неподвижного зажима - двусторонние клинья, размещенные в упомянутых направляющих.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 269905, кл. В 21 D 51/10, 31.07.68.
2,Авторское свидетельство СССР
№ 448050, кл. В 21 D П/22, 06.12.72.
№ 556875, кл. В 21 D 51/10, 02.П.73.
№ 482228, кл. Б 21 D 51/10, 25.05.73 (прототип).
К
hI Л
Фиг.З
18
