Изобретение относится к керамической промышленности и может-; быть использовано для съема изделий, например цветочных горшков, с кривошипно-шатунного пресса, имеющего нижнюга подвижную траверсу.
Известно устройство для извлечения кераг-шческих изделий из кривошипно-шатунного пресса с нижней Аодвижной траверсой,содержащее криволинейные направляющие и шарнирно смонтированный на нижней траверсе вильчатый рычаг, .снабженный пневмозахва-
тами. Это устройство предназначено
ДЛЯ съема твердых, прочных изделийС1 .
Однако оно очень сложно в,конструктивном отношении.
Все эти устройства предназначены для съема прочных изделий и не могут быть использованы для съема полых ко- нических изделий, например цветочных горшков, с кривошипно-шатунного пресса, на котором они формируются. Операция съема производится вручную, что увеличивает трудоемкость их изготовления и повышает опасность труда.
Наиболее близким к предлагаемому является устройство для съема керамических изделий с пресса, содержащее каретку, перемещающуюся в направляющих, полузахваты, установленные на каретке и привод, а также установленное на каретке загрузочное устройстс во с шибером и форсунку 122.
Однако такое устройство нельзя использовать .для съема изделий с криво- шипно-шатунного пресса, имеющего ниж. нюю подвижную траверсу, так как на-- правляющие каретки окажутся в зоне
10 действия пресса. Кроме того, полые керамические изделия - цветочные гор- шки - формуются из пластичных гли-няных композиций и обладают низкой прочностью после формовки, что при
15 воздействий на них зажимов приводит к пластической деформации.
Цель изобретения - расширение технологических возможностей за счет обеспечения съема сырых керамических
20 изделий конической формы с пресса, : имеющего нижнюю подвижную траверсу.
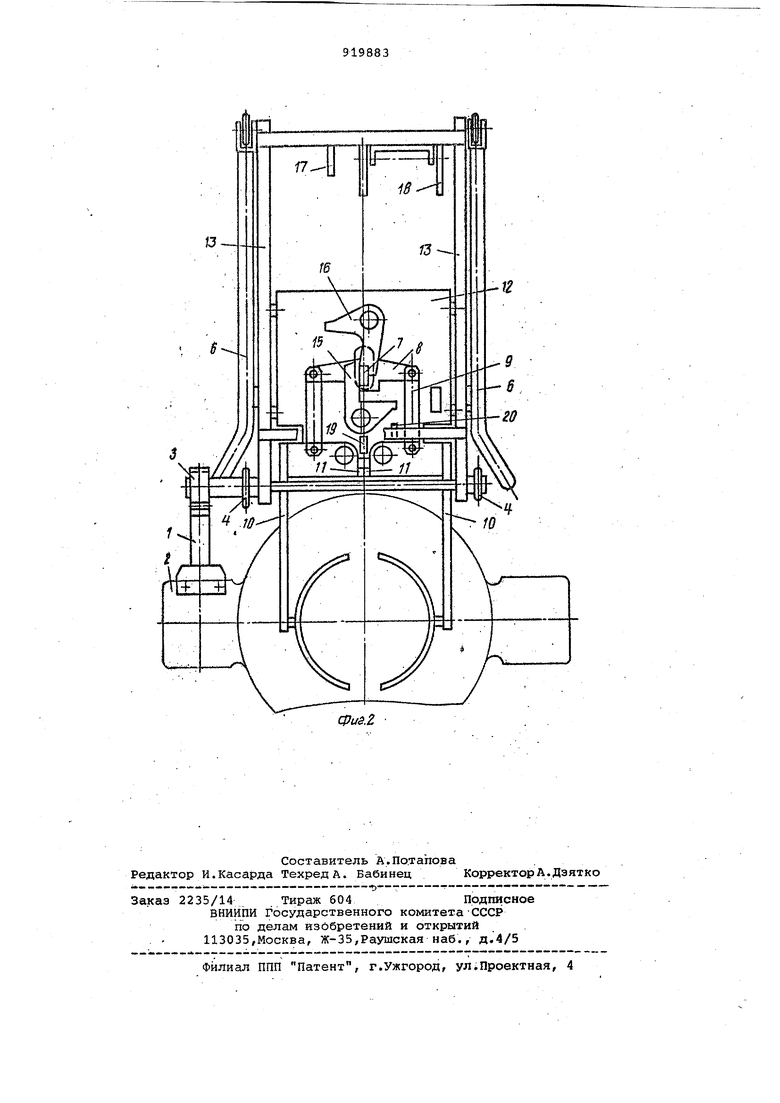
Поставленная цель достигается тем, что в устройстве для съема керамических изделий с пресса,, содержащем ка25ретку, перемещающуюся в направляющих, шолузахваты,смонтированные на каретке, механизм управления полузахватамк и приводной механизм, каретка выполнена с пазом, а на направляющих 30 смонтированы неподвижные упоры, при этом механизм управления полузахвата ми содержит установленные на каретке толкатель и подпружиненные замки, причем толкатель выполнен- в виде свя занного с приводным механизмом упора размещенного в пазу каретки и коромысла, шарнирно соединенного через тяги с полузахватами, а замки выполнены в форме шарнирно закрепленных н каретке двуплечих рычагов, контактирующих своими плечами с упором толкателя и упорами на -направляющих, при этом полузахваты снабжены взаимодействующими между собой ограничителями . - На.фиг. 1 изображено устройство, общий вид; на фиг; 2 - то же, вид сверху (повернуто). Устройство для съема керамических изделий с пресса содержит зубчатую рейку 1, жестко связанную с подвижной нижней траверсой 2 пресса и взаимодействующую с.шестерней 3, котора насажена на один вал со звездочками 4,передающими движение планке 5 толг кателя посредством цепей- б.Толкатель, кроме планки 5, содержит жестко связанный с ней упор 7, коромысло 8, жестко связанное с упором 7, и шарнирно прикрепленные к коромыслу тяги 9, которые другими концами шарнирнс; связаны с полузахватами 10, ; снабженными ограничителями 11., Полу- захв.аты шарнирно укреплены на каретке 12, перемещающейся в направляющих 13, жестко укрепленных на станине 14 пресса. В корпусе каретки 12 выполнен паз, дающий возможность перемещения упору 7 толкателя относительно корпуса каретки. На каретке шарнирно укреплены подпружиненные рычажные замки 15 и 16, взаимодействующие одним из своих плеч с упором 7. На направляющих смонтированы упоры 17 20. Около пресса установлено приемное устройство (конвейер) 21 для..изделий 22. Устройство работает следующим образом. Формование изделий происходит в верхней части траектории движения траверсы 2. По окончании процесса формования траверса 2 вместе с формо заключенным в ней изделием 22 и рейкой 1 движется вниз. При этом каретка 12 посредством шестерни 3, звездочек 4, цепей б,планки 5 и упора 7 толкателя, взаимодействующего с замком 15, перемещается в направляющих 13 вправо. При этом полузахваты 10 ракрйты таким образом, чтобы отформованное изделие 22 свободно проходи ло.меаду ними. В определенный момент времени дно формы вместе с изделием 22 оста:навливается, а траверса 2 вме те с рейкой 1 продолжает опускаться, тем самым освобождая готовое изделие 22. В момент, соответствующий полному освобождению изделия от формы, замок 15 каретки 12 соприкасается с неподвижным упором 20 и поворачивается, освобождая упор.7 толкателя. При этЪм. каретка 12 останавливается, а упор 7 толкателя, продолжая перемещаться в пазе каретки 12, поворачивает полу .захваты 10 до соприкосновения их через ограничители 11, положение которых отрегулировано, т.е. чтобы полузахваты 10 охватывали изделие 22, не оказывая на него сжимающего воздействия. Одновременно с этим освобождается подпружиненный замок 16 и занимает положение, изображенное на фиг.2. Для обеспечения точности остановки каретки 12 имеется регулируемый упор 19, который позволяет совмещать ось изделия 22 с осями полузахватов 10. Полное замыкание полу- . захватов 10 соответствует крайнему нижнему положению траверсы 2 и рейки 1. Дляизбежания-возможных перегруг зок, вызванн1лх неточностью регулировки всех устройств, тяги 9 толкателя имеют пружинные компенсаторы. .При движении траверсы 2 вверх каретка 12 вместе с замкнутыми полузахватами 10 и находящимся в них изделием 22 движется влево. Полузахваты остаются замкнутыми благодаря подпру жЪненному замку 16, одно из плеч которого удерживает упор 7 толкателя. Кроме того, через планку 5, упор 7 толкателя и замок 16 движение передается каретке 12. При своем движении влево каретка 12 доходит до упора 17, при .взаимодействии с которым второе плечо замка 16 поворачивает этот замок, освобо кдая упор 7 -толкателя, который перемещается по пазу каретки 12, остановившейся у упора 18. При этом через коромысло 8 и тяги 9 движение передается полузахватами 10 и происходит размыкание этих полузахватов, изделие 22 освобождается и попадает на приемное устройство 21. Одновременно срабатывает замок 15, занимая положение, позволяющее осуществлять каретке 12 движение вправо с отрытыми полузахватами 10. Применение предлагаемого устройства исключает порчу и зделий благодаря применению захватов, не оказывающих сжимакяцего воздействия на изделия. Формула изобретения Д .Устройство для съема керамических; изделий с пресса, содержащее каретку, перемещающуюся в направляющих, полузахваты,- смонтированные на каретке, механизм управления полузахватами и приводного механизма/ о т л и ч аю щ е е с .я тем, что, с целью расширения технологических возможностей, каретка выполнена с пазом, а на направлякяцих смонтированы неподвижные упоры, при этом механизм управления полузахватами содержит установленные на каретке толкатель и подпружиненные замки, причем толкатель выполнен в виде связанного с приводным механизмом упора, размещенного в пазу каретки и коромысла, шарнирно соединенного через тяги с полузахватами, а замки выполнены в форме шарнирно закрепленных на каретке двуплечих jRii4aroB, контактирующих своими плечами с упором толкателя и упорс1ми на направляиндих.
2. Устройство по п. 1 отличающееся тем, что с целью избежания деформаций сырых изделий полузеиьваты снабжены-взаимодействующими между собой ограничителями .
Источники информаций, принятые во внимание при экспертизе , 1, Авторское свидетельство СССР 444666, кл. В 28 В 13/04,1969..
2. Авторское свидетельство СССР 422604,кл. В 28 В 13/06, .1969.


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Устройство для резки глиняного бруса | 1979 |
|
SU827301A1 |
| Автомат для садки кирпича на печные вагонетки | 1987 |
|
SU1412974A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Захват для переноса изделий прямоугольной формы | 1980 |
|
SU919881A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ПЛИТКИ С ПРЕССА И УКЛАДКИ ЕЕ НА ТРАНСПОРТЕР | 1970 |
|
SU272858A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Автомат-укладчик плит | 1983 |
|
SU1138330A1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ДЛИНЫ СТЕЖКА | 2009 |
|
RU2441949C2 |