(54) ЗАКЛАДНАЯ ДЕТАЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Закладная деталь | 1980 |
|
SU937636A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1992 |
|
RU2018594C1 |
| Закладная деталь | 1990 |
|
SU1758181A2 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| Устройство для образования анкерных головок на арматурных стержнях | 1985 |
|
SU1283328A1 |
| СИСТЕМА И СПОСОБ МОНТАЖА НЕСУЩИХ НАРУЖНЫХ ОПОРНЫХ ЖЕЛЕЗОБЕТОННЫХ СТЕНОВЫХ ПАНЕЛЕЙ | 2017 |
|
RU2642684C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
1
Изобретение относится к строительству и может быть использовано в качестве закладной детали колонн, балок, стеновых панелей и других бетонных и железобетонных строительных конструкций.
Известна закладная деталь, выполнен- 5 ная в виде пластины, к которой приварена торцом труба с выполненными в ее стенках соосными отверстиями 1.
Недостаток данной закладной детали - большая металлоемкость.ю
Наиболее близкой к изобретению является закладная деталь, включающая пластину и приваренные к ней втавр анкерные стержни под слоем флюса или контактной рельефной сваркой 2.
Недостаток этой детали также заключается в большой металлоемкости.
Цель изобретения - снижение металлоемкости закладной детали.
Поставленная цель достигается тем, что в закладной детали, включающей стальную 20 пластину и приваренные к ней торцами анкерные стержни из арматурной стали, пласTjina, в местах приварки каждого стержня имеет сферические выступы, при этом вокруг основания стержня образован венчик из наплавленного при сварке металла.
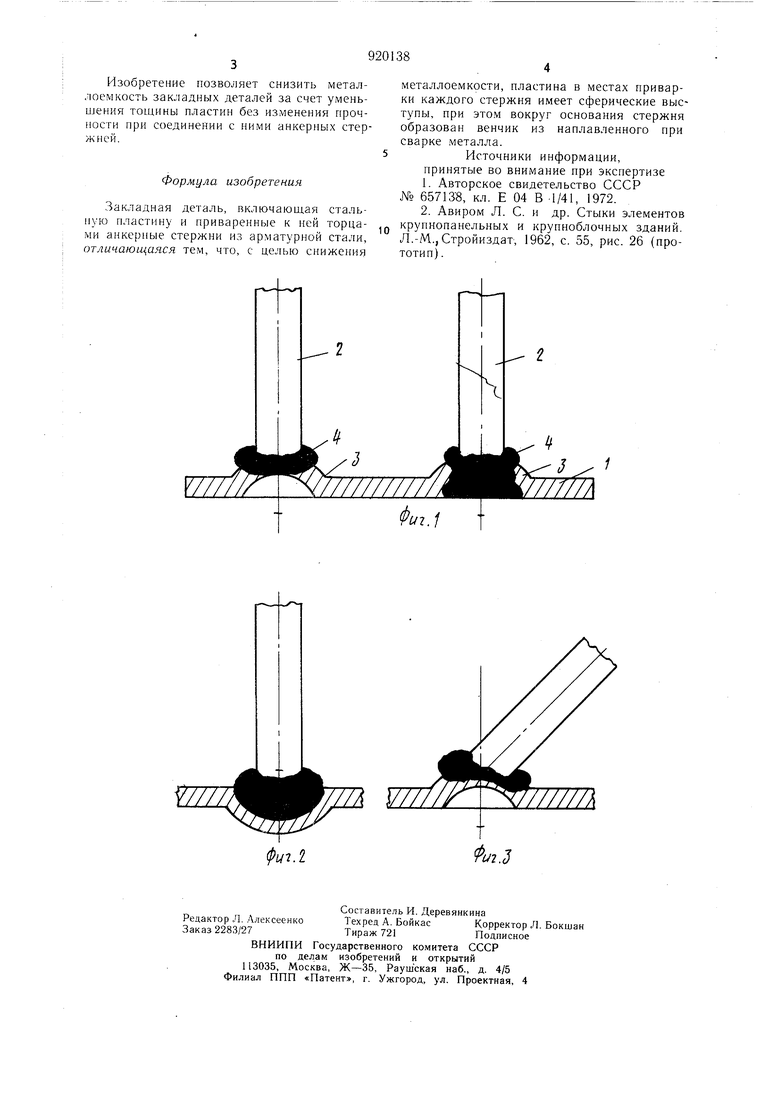
На фиг. 1 показана предлагаемая закладная деталь, общий вид; на фи1 2 и 3 - варианты приварки стержня к пластине.
Закладная деталь выполнена из пластины 1 и анкерных стержней 2, которые соединены с пластиной дуговой сваркой под флюсом. В результате в месте сварки создается жесткий участок, в котором выступ 3 в верхней или нижней части сплавлен полностью с венчиком направленного металла 4, что создает более благоприятные условия для совместной работы пластины и анкеров. Все это позволяет уменьщить толщину пластины.
Возможна также сварка с проплавлением сферического выступа (фиг. 1) и заполнением расплавленным металлом его полости.
В закладной детали (фиг. 2) сварка выполняется по впадине, а в детали (фиг. 3) показано наклонное расположение анкерных стержней.
