Изобретение относится к строительству.
Цель изобретения - обеспечение возможности одновременного с образованием головки приваривания стержня к пластине закладной детали.
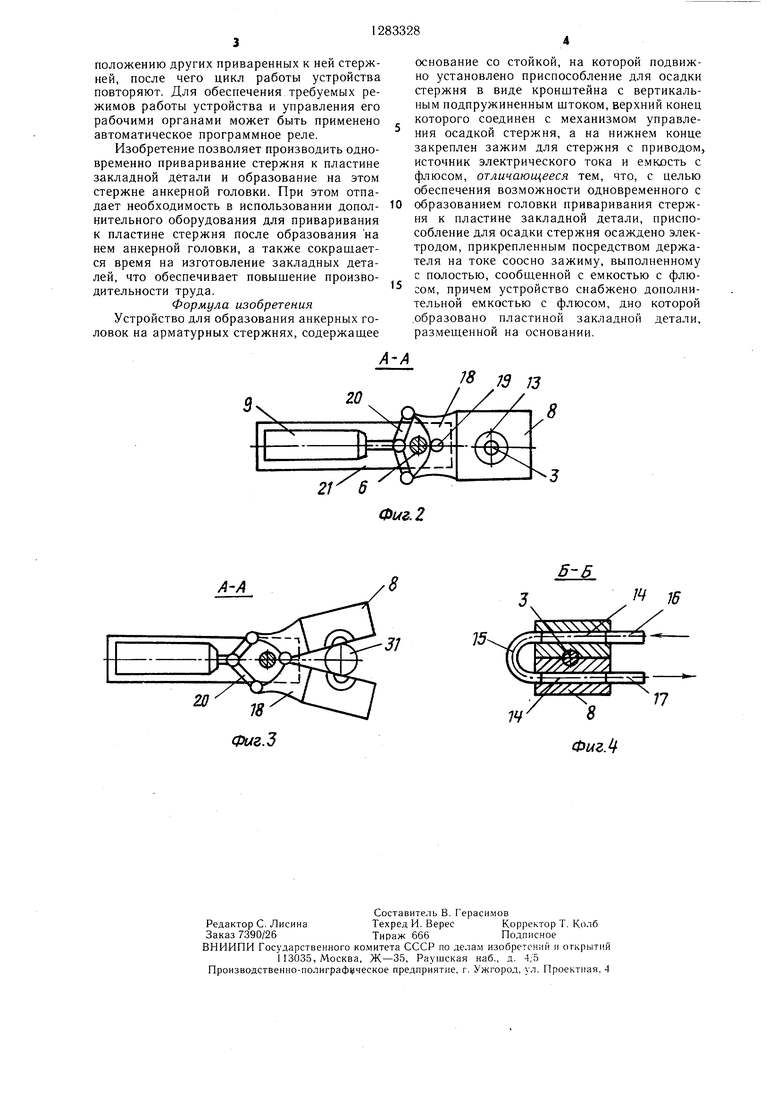
На фиг. I схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (после закрепления стержня в зажиме); на фиг. 2 - то же, после образования головки на стержне и раскрытия зажима; на фиг. 4 - разрез Б-Б на фиг. 1.
Устройство состоит из основания 1 со стойкой 2, на которой подвижно установлено приспособление для осадки арматурного стержня 3, выполненное в виде кронштейна 4 с приводным механизмом 5. Кронштейн 4 снабжен вертикальным штоком 6 с пружиной 7, на нижнем конце которого закреплен зажим 8 для стержней 3, выполненный с приводом 9, например силовым циводами (не показаны), соединенными с источником электрического тока.
Устройство работает следующим образом.
На рещетку 26 основания 1 укладывают пластину 27 закладной детали, в зажиме 8 закрепляют стержень 3 с опира- нием его нижнего конца на пластину 27, при этом необходимую величину выхода верхнего конца стержня из формующей полости 13 регулируют путем вертикального пе- 10 ремещения кронштейна 4 с помощью приводного механизма 5.
В держателе 23 закрепляют электрод 24 с зазором по отношению к верхнему концу стержня 3. На зажиме 8 и пластине 27 устанавливают емкости 29, в которые засыпают флюс 30. Трубопроводы 17 и 16 соединяют с системой циркуляции охлаждающей жидкости. Электрод 24, зажим 8 и , пластину 27 соединяют с источником электрического тока. Включают привод 12, котолиндром или электромагнитом. Верхний ко- 20 рый поворачивает коромысло 11, в резульнец штока 6 соединен с механизмом управления осадкой стержня, выполненным в виде стойки 10 с шарнирно закрепленным на нем коромыслом 11, один конец которого соединен с приводом 12, а другой конец шарнирно соединен со штоком 6. Привод 12 может быть выполнен в виде силового цилиндра или тягового электромагнита, соответственно шток или якорь которого соединен с концом коромысла 11.
В зажиме 8 образованы формующая по- д лость 13 и каналы 14, соединенные между собой гибким трубопроводом 15 и имеющие входной 16 и выходной 17 трубопроводы для циркуляции охлаждающей жидкости. К секциям зажима 8 прикреплены кронщтейтате чего шток 6 и зафиксированный в зажиме 8 стержень 3 поднимаются. Между нижним концом стержня 3 и пластиной 27 образуется зазор, при прохождении через который электрический ток возбуждает электрическую дугу, под воздействием которой происходит плавление нижнего конца стержня 3.
Одновременно при прохождении электрического тока через зазор между электродом 24 и верхним концом стержня 3 возбуждается другая электрическая дуга, под воздействием которой происходит оплавление верхнего конца стержня 3 и нижнего конца электрода 24. После плавления нижнего конца стержня 3 выключают
ны 18 из электроизоляционного материала, 35 2- Шток 6 под действием пружи- соединенные между собой посредством шар- ны 7 опускается, и конец стержня 3 по- нира 18. Кронщтейны 18 при помощи щар- нирных рычагов 20 соединены со штоком привода 9. Шарнир 19 и привод 9 смонтированы на опорной пластине 21, закрепленной на конце штока 6.
В верхней части штока 6 при помощи обоймы и кронштейна 22 из электроизоляционного материала закреплен держатель 23 для электрода 24, фиксируемого стопором 25. Держатель 23 установлен со- оспо зажиму 8. Электрод 24 представляет собой металлический пруток, диаметр которого составляет 2,5-2 диаметра стержня 3. Основание 1 имеет покрытие в виде решетки 26 из электроизоляционного мате40
45
гружается в расплав металла. После выдержки в течение заданного времени конца стержня 3 в расплаве выключают электрический ток, после чего происходит остывание расплава с образованием сварного шва 32.
При оплавлении нижнего конца электрода 24 и верхнего конца стержня 3 образующийся расплав металла заполняет формующую полость 13 зажима 8, при этом горение электрической дуги прекращается самостоятельно вследствие увеличения зазора между электродом 24 и концом стержня 3. Осадки электрода 24 при этом ке требуется. После охлаждения расплава металла в
риала для укладки пластины 27 заклад- jo формующей полости 13 образуется анкерной детали. Под решеткой 26 установлен выдвижной ящик 28 для сбора отработанного флюса. На зажиме 8 и на пластине 27 установлены емкости 29 для засыпки флюса 30, используемого для элекная головка 31.
Снимают емкости 29 с зажима 8 и с пластины 27, флюс 30 ссыпают через решетку 26 в выдвижной ящик 28, после чего выключают привод 9, который через рычатродугового расплавления концов стержня 355 ги 20 и кронштейны 18 раскрывает за- и получения соответственно анкерной голов-жим 8. Пластину 27 с приваренным к ней ки 31 и сварного uiBa 32. Электрод 24, за-стержнем 3 с анкерной головкой 31 перемежим 8 и пластина 27 оснащены токопод-шают в другое положение, соответствующее
водами (не показаны), соединенными с источником электрического тока.
Устройство работает следующим образом.
На рещетку 26 основания 1 укладывают пластину 27 закладной детали, в зажиме 8 закрепляют стержень 3 с опира- нием его нижнего конца на пластину 27, при этом необходимую величину выхода верхнего конца стержня из формующей полости 13 регулируют путем вертикального пе- ремещения кронштейна 4 с помощью приводного механизма 5.
В держателе 23 закрепляют электрод 24 с зазором по отношению к верхнему концу стержня 3. На зажиме 8 и пластине 27 устанавливают емкости 29, в которые засыпают флюс 30. Трубопроводы 17 и 16 соединяют с системой циркуляции охлаждающей жидкости. Электрод 24, зажим 8 и , пластину 27 соединяют с источником электрического тока. Включают привод 12, который поворачивает коромысло 11, в результате чего шток 6 и зафиксированный в зажиме 8 стержень 3 поднимаются. Между нижним концом стержня 3 и пластиной 27 образуется зазор, при прохождении через который электрический ток возбуждает электрическую дугу, под воздействием которой происходит плавление нижнего конца стержня 3.
Одновременно при прохождении электрического тока через зазор между электродом 24 и верхним концом стержня 3 возбуждается другая электрическая дуга, под воздействием которой происходит оплавление верхнего конца стержня 3 и нижнего конца электрода 24. После плавления нижнего конца стержня 3 выключают
2- Шток 6 под действием пружи- ны 7 опускается, и конец стержня 3 по-
гружается в расплав металла. После выдержки в течение заданного времени конца стержня 3 в расплаве выключают электрический ток, после чего происходит остывание расплава с образованием сварного шва 32.
При оплавлении нижнего конца электрода 24 и верхнего конца стержня 3 образующийся расплав металла заполняет формующую полость 13 зажима 8, при этом горение электрической дуги прекращается самостоятельно вследствие увеличения зазора между электродом 24 и концом стержня 3. Осадки электрода 24 при этом ке требуется. После охлаждения расплава металла в
формующей полости 13 образуется анкерная головка 31.
Снимают емкости 29 с зажима 8 и с пластины 27, флюс 30 ссыпают через решетку 26 в выдвижной ящик 28, после чего выключают привод 9, который через рычаположению других приваренных к ней стержней, после чего цикл работы устройства повторяют. Для обеспечения требуемых режимов работы устройства и управления его рабочими органами может быть применено автоматическое программное реле.
Изобретение позволяет производить одновременно приваривание стержня к пластине закладной детали и образование на этом стержне анкерной головки. При этом отпадает необходимость в использовании дополнительного оборудования для приваривания к пластине стержня после образования на нем анкерной головки, а также сокращается время на изготовление закладных деталей, что обеспечивает повышение производительности труда.
Формула изобретения
Устройство для образования анкерных головок на арматурных стержнях, содержащее
основание со стойкой, на которой подвижно установлено приспособление для осадки стержня в виде кронштейна с вертикальным подпружиненным штоком, верхний конец которого соединен с механизмом управления осадкой стержня, а на нижнем конце закреплен зажим для стержня с приводом, источник электрического тока и е.мкость с флюсом, отличающееся тем, что, с целью обеспечения возможности одновременного с образованием головки приваривания стержня к пластине закладной детали, приспособление для осадки стержня осаждено электродом, прикрепленным посредством держателя на токе соосно зажиму, выполненному с полостью, сообш,енной с емкостью с флюсом, причем устройство снабжено дополнительной емкостью с флюсом, дно которой .образовано пластиной закладной детали, размещенной на основании.
Фиг. 2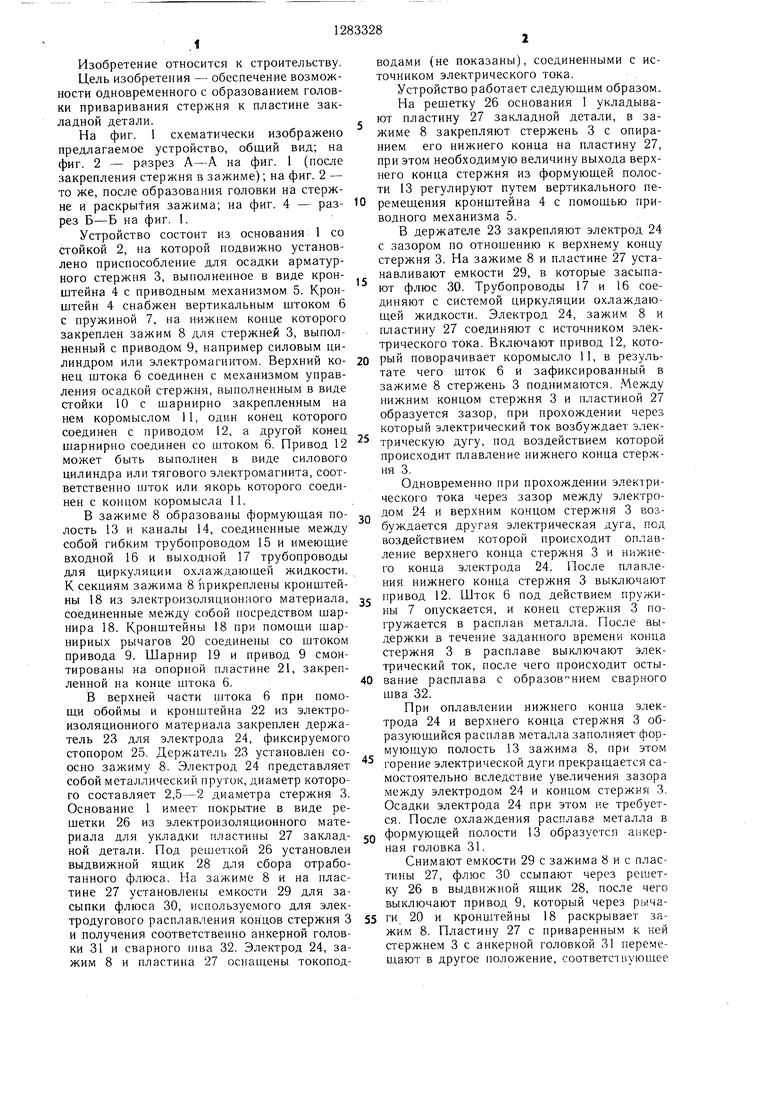
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления закладных деталей | 1981 |
|
SU1017786A1 |
| Устройство для образования анкерных головок на арматурных стержнях | 1984 |
|
SU1158716A2 |
| Устройство для образования анкерных головок на арматурных стержнях | 1982 |
|
SU1024571A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Устройство для дуговой сварки стержня с пластиной | 1990 |
|
SU1738536A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Закладная деталь | 1986 |
|
SU1331973A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Устройство для сварки закладных деталей | 1978 |
|
SU863273A1 |
Изобретение относится к области строительства. Цель - обеспечение возможности одновременного с образованием головки приваривания стержня к пластине закладной детали. На основании 1 со стойкой 2 кренится приспособление для осадки стержня 3 в виде кронштейна 4 с подпружиненным штоком 6 и приводом 5. На штоке 6 посредством держателя 23 закреплены электрод 24 и зажим 8, имеюн1ий полость 13, сооби1,енную с емкостью 29 с флюсом. На основании 1 размешена пластина 27 закладной детали, являющаяся дном дополнительной емкости 29 с флюсом. При прохождении электрического тока между концом стержня 3 и пластиной 27 проис.ходит оплавление стержня 3, а при его осадке осуществляется приварка к пластине 27. Одновременно на верхнем конце стержня 3 образуется головка при прохождении тока между электродом 24 и концом стержня 3. 4 ил. о («З О) 00 со ОО tNi) 00 Фиг.1
А А
.
/ 16
14
| Устройство для образования анкерных головок на концах арматурных стержней | 1978 |
|
SU775267A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для образования анкерных головок на арматурных стержнях | 1982 |
|
SU1024571A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для образования анкерных головок на арматурных стержнях | 1984 |
|
SU1158716A2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
