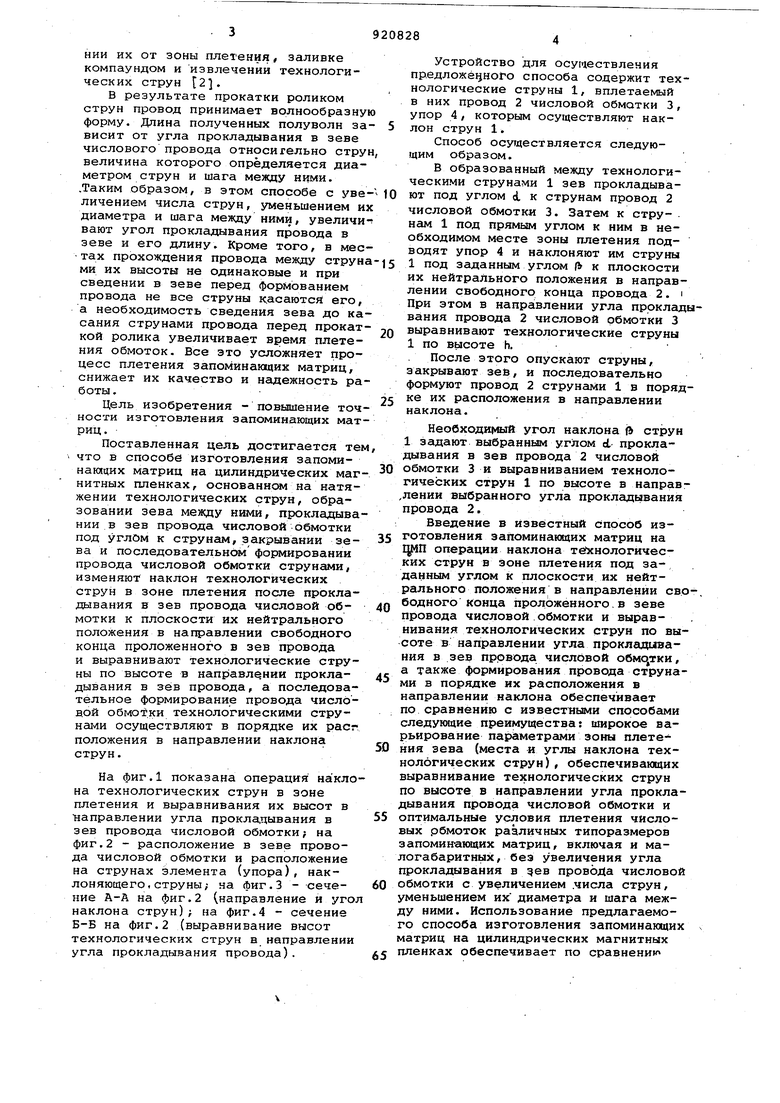
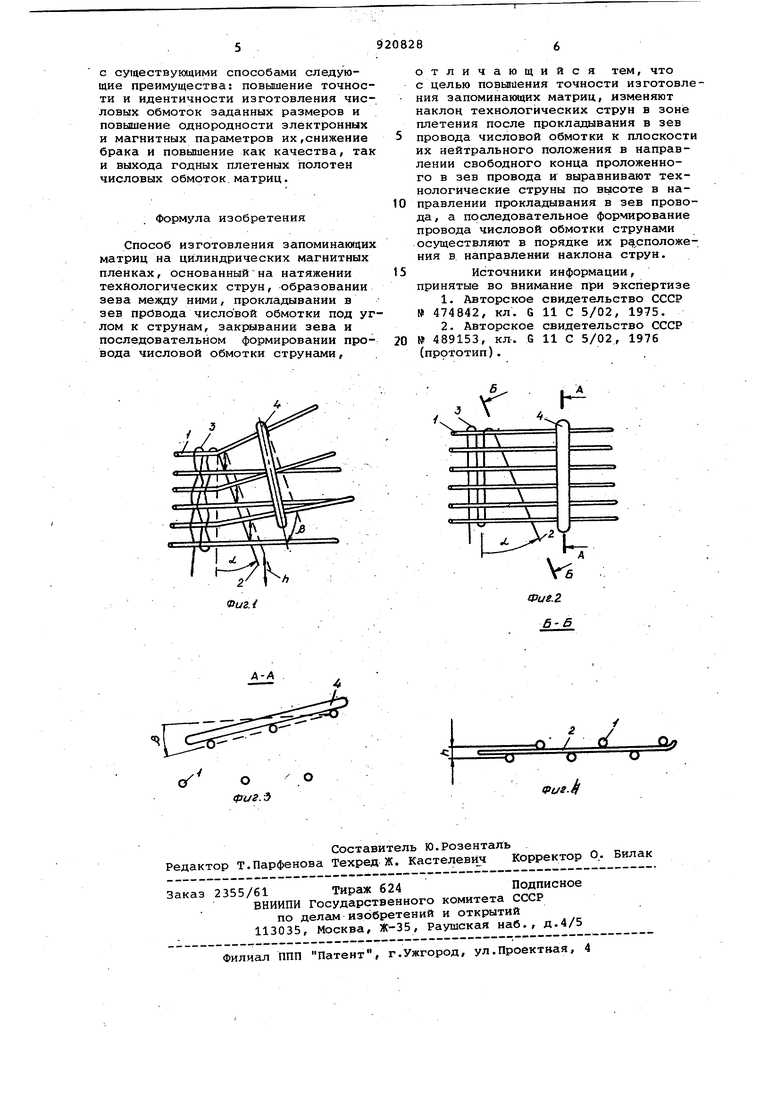
НИИ их от зоны плетения, заливке компаундом и извлечении технологических струн 2. В результате прокатки роликом струн провод принимает волнообразн форму. Длина полученных полуволн з висит от угла прокладывания в зеве числового провода относительно стр величина которого определяется диа метром струн и шага между ними. .Таким образом, в этом способе с ув личением числа струн, уменьшением диаметра и шага между ними, увелич вают угол прокладывания провода в зеве и его длину. Кроме того, в ме тах прохождения провода между стру ми их высоты не одинаковые и при сведении в зеве перед формованием провода не все струны касаются его а необходимость сведения зева до ка сания струнами провода перед прокат кой ролика увеличивает время плете ния обмоток. Все это усложняет процесс плетения запоминающих матриц, снижает их качество и надежность ра боты. Цель изобретения - повышение точ ности изготовления запоминающих мат риц. Поставленная цель достигается те что в способе изготовления запоминающих матриц на цилиндрических маг нитных пленках, основанном на натяжении технологических струн, образовании зева между ншш, прокладыва нии в зев провода числовой обмотки под углйм к струнам, закрывании зева и последовательном формировании провода числовой обмотки струнами, изменяю наклон технологических струн в зоне плетения после прокладывания в зев провода числовой обмотки к плоскости их нейтрального положения в направлении свободного конца проложенного в зев провода и выравнивают технологические струны по высоте в направлении прокладывания в зёв провода, а последовательное формирование провода числовой обмотки технологическими струнaIvIи осуществляют в порядке их расг положения в направлении наклона струн. На фиг.1 показана операция накло на технологических струн в зоне плетения и выравнивания их высот в направлении угла прокла,цывания в зев провода числовой обмотки; на фиг.2 - расположение в зеве провода числовой обмотки и расположение на струнах элемента (упора), наклоняющего, струны,- на фиг.3 - сечение А-А на фиг.2 (направление и уго наклона струн); на фиг.4 - сечение Б-Б на фиг.2 (выравнивание высот технологических струн в направлении угла прокладывания провода). Устройство для осуществления предложёцного способа содержит технологические струны 1, вплетаемый в них провод 2 числовой обмотки 3, упор 4, которым осуществляют наклон струн 1. Способ осугдествляется следующим образом. В образованный между технологическими струнами 1 зев прокладывают под углом А к струнам провод 2 числовой обмотки 3. Затем к струнам 1 под прямым углом к ним в необходимом месте зоны плетения подводят упор 4 и наклоняют им струны 1 под заданным углом р к плоскости их нейтрального положения в направлении свободного конца провода 2. i При этом в направлении угла прокладывания провода 2 числовой обмотки 3 выравнивают технологические струны 1 по высоте h. После этого опускают струны, закрывают зеб, и последовательно формуют провод 2 струнами 1 в порядке их расположения в направлении наклона. Неовходи№1й угол наклона & струн 1 задают выбранным углом i прокладывания в зев провода 2 числовой обмотки 3 и выравниванием технологических струн 1 по высоте в направЛенин выбранного угла прокладывания провода 2. Введение в известный способ изготовления запоминающих матриц на ЩШ операции наклона технологических струн в зоне плетения под заданным углом к плоскости их нейтрального положения в направлении сво-. бодного конца проложенного.в зеве провода числовой обмотки и выравнивания технологических струн по высоте в направлении угла прокладивания в зев провода числовой , а также формирования провода струнами в порядке их расположения в направлении наклона обеспечивает по сравнению с известньами способами следующие преимущества: широкое варьирование параметрами зоны плетения зева (места и углы наклона технологических струн), обеспечивающих выравнивание технологических струн по высоте в направлении угла прокладывания провода числовой обмотки и оптимальные условия плетения числовых рбмоток различных типоразмеров запоминающих матриц, включая и малогабаритных, без увеличения угла прокладывания в дев провода числовой обмотки с увеличением .числа струн, уменьшением их диаметра и шага между ними. Использование предлагаемого способа изготовления запоминающих матриц на цилиндрических магнитных пленках обеспечивает по сравнению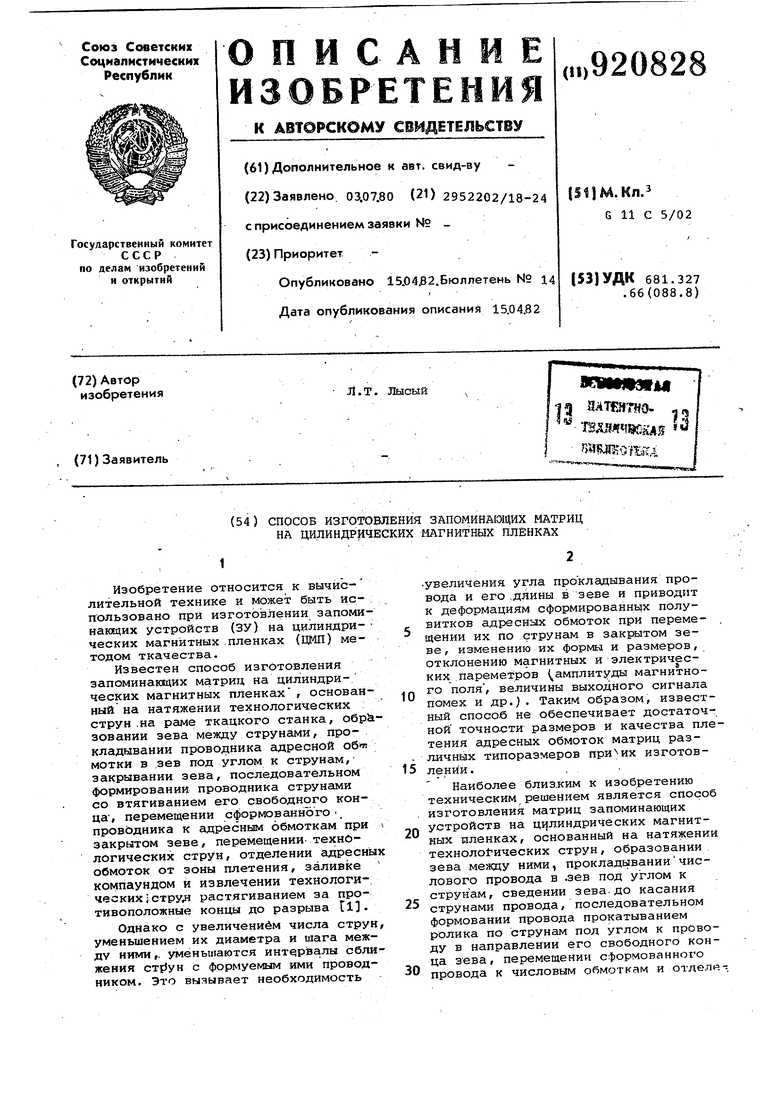
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1977 |
|
SU705519A1 |
| Способ изготовления матриц длязАпОМиНАющиХ уСТРОйСТВ HA цилиНдРи-чЕСКиХ МАгНиТНыХ плЕНКАХ | 1979 |
|
SU841035A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1981 |
|
SU1016831A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1164786A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1977 |
|
SU714495A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1985 |
|
SU1327184A2 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1092565A1 |
| Способ изготовления матриц для запоминающих устройств на цилиндрических магнитных пленках | 1982 |
|
SU1051583A1 |
| Способ изготовления запоминающих матриц на цилиндрических магнитных пленках | 1983 |
|
SU1105941A1 |
| Способ изготовления матриц запоминающих устройств на цилиндрических магнитных пленках | 1979 |
|
SU858101A1 |
