(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ
ПРОВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскладки проводов в жгут | 1987 |
|
SU1432823A1 |
| Устройство для раскладки проводов в жгут | 1987 |
|
SU1525964A1 |
| Устройство для изготовления кодовых жгутов постоянных накопителей | 1981 |
|
SU1105937A1 |
| Устройство для раскладки проводов,преимущественно витых,в жгут | 1986 |
|
SU1387213A1 |
| Устройство для раскладки проводов в жгут | 1986 |
|
SU1354451A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Устройство для раскладки проводов в жгут | 1980 |
|
SU991630A1 |
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Шаблон для укладки проводов в жгут | 1982 |
|
SU1112596A1 |
1
Изобретение «тносится к монтажу электрорадиотехнических устройств, а именно к устройствам для изготовления жгутов проводов.
Известно устройство для изготовления жгутов проводов, в котором после автоматической нарезки и раскладки проводов на шаблоне бандажирование жгута проводов производят заливкой пластмассой в отдельных местах или по всей длине. При этом в первом случае используются расставленные на шаблоне литьевые формы, в которые после окончания раскладки заливают жидкую пластмассу, а в случае заливки по всей длине жгута проводов раскладочный шаблон выполнен с каналами, повторяюшими форму жгута, в которые вводится жидкая пластмасса перед укладкой проводов 1.
Недостатком известного устройства является высокая стоимость комплекта оборудования, так как необходим большой набор литьевых форм и шаблонов различных размеров, что позволяет использовать его только в крупносерийном и массовом производстве.
Наиболее близким к предлагаемому по технической сушности и .достигаемому результату является устройство для изготовления жгутов проводов, в котором литьевая форма состоит из двух кольцеобразных сборных формочек, кольцевой желоб которых сообщается с литниковым патрубком. В местах будущего скрепления жгут проводов охватывается кольцеобразными сборными формочками, в которые через литниковый патрубок щприцуется из питателя термопласт, после затвердевания которого образуется бандаж. Для различных диаметров жгута
10 проводов используются вкладыши различной высоты 2.
Недостатком его является значительная трудоемкость из-за необходимости применения большого набора вкладыщей для различных типоразмеров жгутов проводов, а при каждом изменении трассы гжута, требуется переналадка, что приводит к снижению производительности.
Цель изобретения - повышение производительности процесса бандажирования
20 при изготовлении жгутов проводов.
Поставленная цель достигается тем, что устройство снабжено закрепленной на основании стойкой с верхним и нижним ригелями механизмом формирования литьевой формы
и подвижной тягой, в каждом- ригеле выполнены соосно расположенные окна, при этом в окне верхнего ригеля установлен корпус питателя, механизм формирования литьевой формы выполнен в виде подпружиненной относительно петли гибкой ленты с отворотами и формующим каналом, один из ее отворотов закреплен на нижнем ригеле, а другой - в средней части подвижной,тяги, кинематически связанной через возвратную пружину с нажимной крышкой питателя.
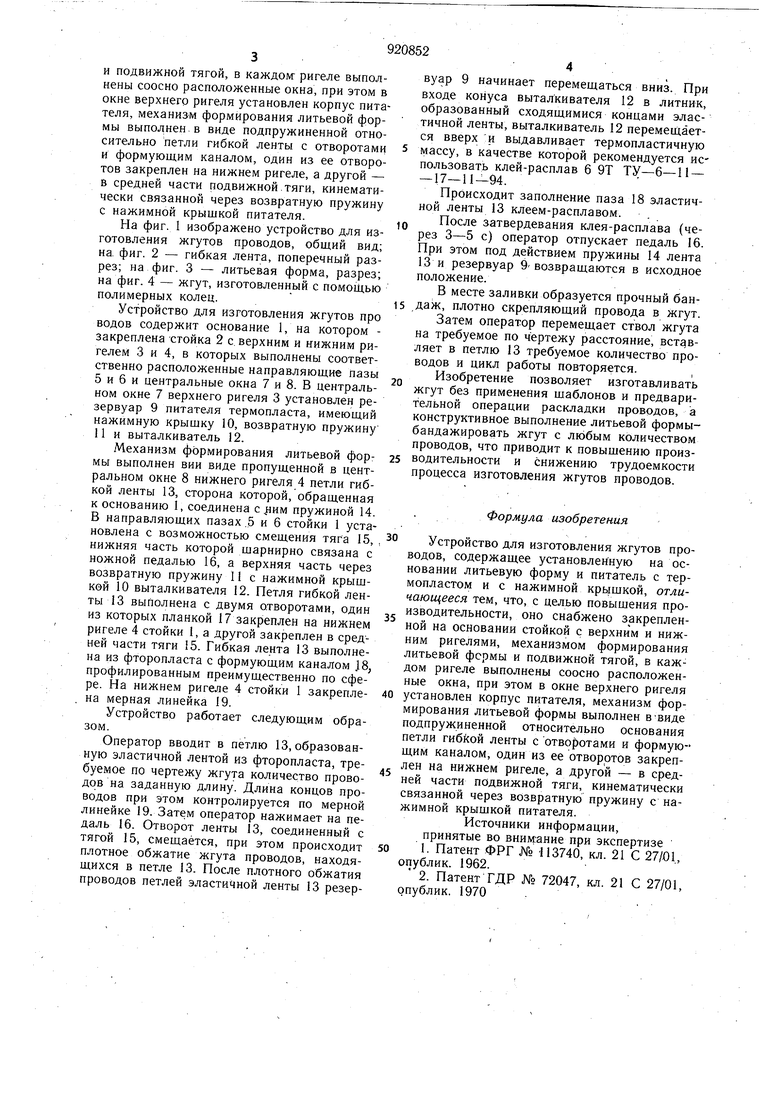
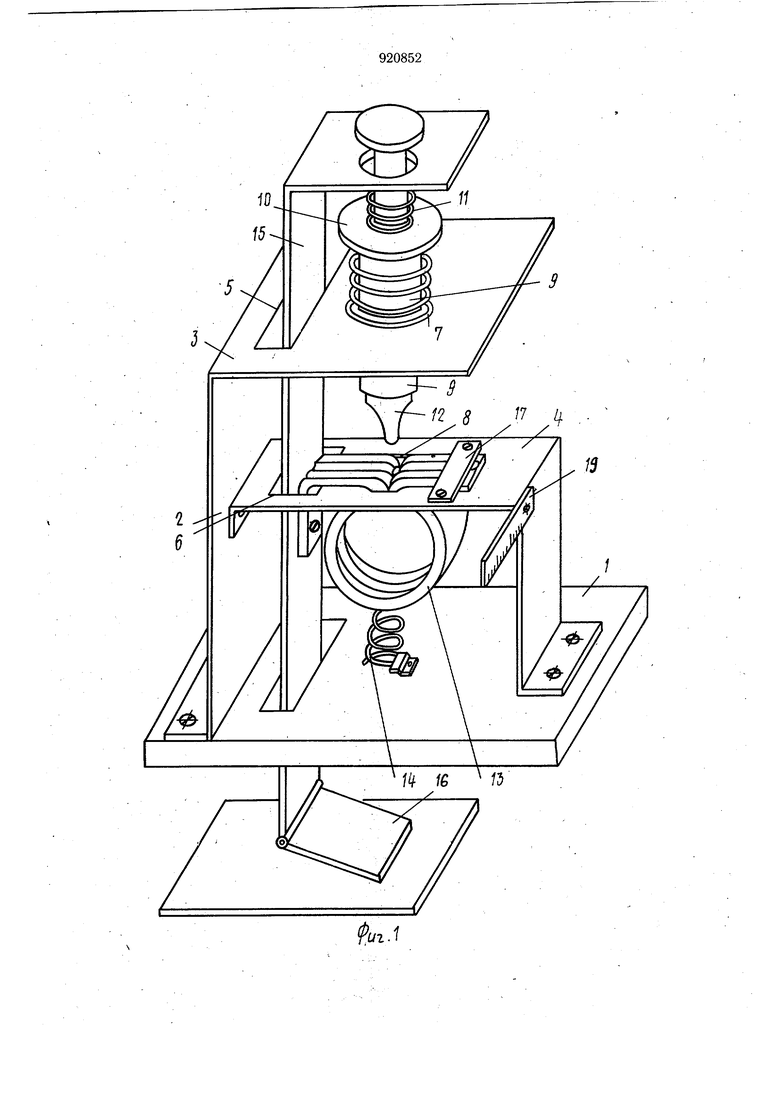
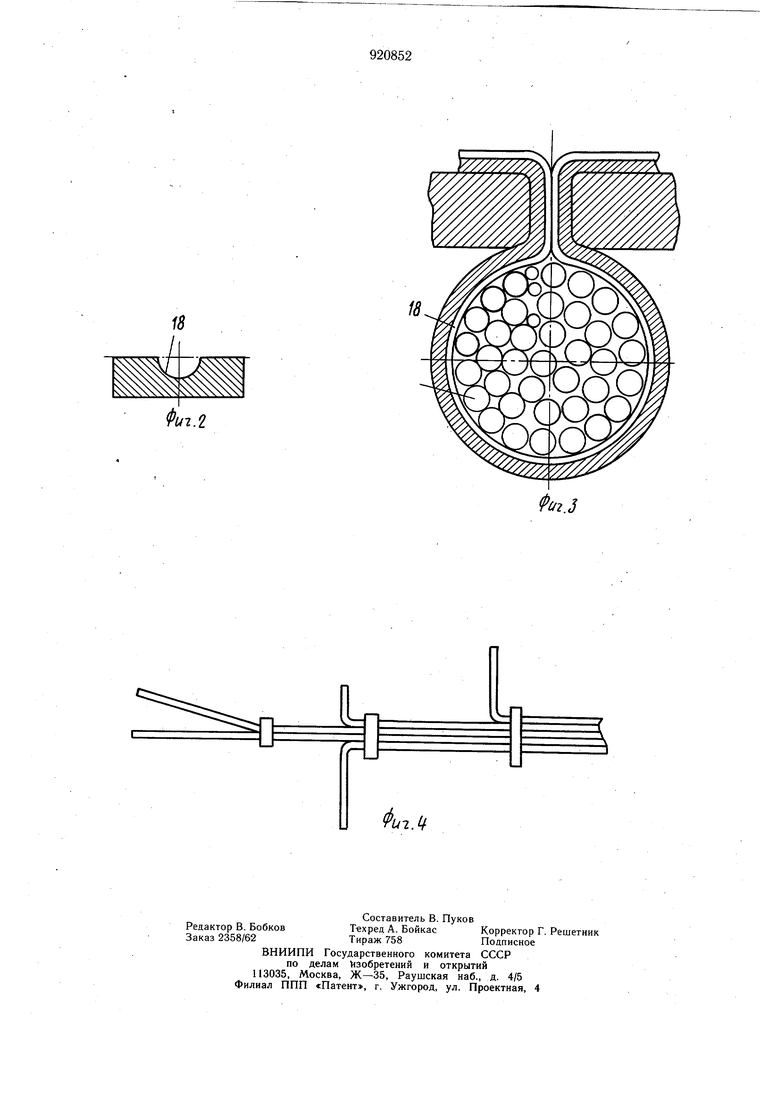
На фиг. 1 изображено устройство для изготовления жгутов проводов, общий вид; на. фиг. 2 - гибкая лента, поперечный разрез; на фиг. 3 - литьевая форма, разрез; на фиг. 4 - жгут, изготовленный с помощью полимерных колец.
Устройство для изготовления жгутов про водов содержит основание 1, на котором закреплена стойка 2 с верхним и нижним ригелем 3 и 4, в которых выполнены соответственно расположенные направляющие пазы 5 и 6 и центральные окна 7 и 8. В центральном окне 7 верхнего ригеля 3 установлен резервуар 9 питателя термопласта, имеющий нажимную крышку 10, возвратную пружину 11 и выталкиватель 12.
Механизм формирования литьевой формы выполнен ВИИ виде пропущенной в центральном окне 8 нижнего ригеля 4 петли гибкой ленты 13, сторона которой, обращенная к основанию I, соединена с JIHM пружиной 14. В направляющих пазах .5 и 6 стойки 1 установлена с возможностью смещения тяга 15, нижняя часть которой шарнирно связана с ножной педалью 16, а верхняя часть через возвратную пружину 11 с нажимной крышкой 10 выталкивателя 12. Петля гибкой ленты 13 выполнена с двумя отворотами, один из которых планкой 17 закреплен на нижнем ригеле 4 стойки 1, а другой закреплен в средней части тяги 15. Гибкая лента 13 выполнена из фторопласта с формующим каналом .18; профилированным преимущественно по сфере. На нижнем ригеле 4 стойки 1 закреплена мерная линейка 19.
Устройство работает следующим образом.
Оператор вводит в петлю 13, образованную эластичной лентой из фторопласта, требуемое по чертежу жгута количество проводов на заданную длину. Длина концов проводов при этом контролируется по мерной линейке 19. Затем оператор нажимает на педаль 16. Отворот ленты 13, соединенный с тягой 15, смещается, при этом происходит плотное обжатие жгута проводов, находящихся в петле 13. После плотного обжатия проводов петлей эластичной ленты 13 резервуар 9 начинает перемещаться вниз. При входе конуса выталкивателя 12 в литник, образованный сходящимися концами эластичной ленты, выталкиватель 12 перемещается вверх и выдавливает термопластичную массу, в качестве которой рекомендуется использовать клей-расплав 6 9Т ТУ-6-11 - - 17-11-94.
Происходит заполнение паза 18 эластичной ленты 13 клеем-расплавом.
После затвердевания клея-расплава (через 3-5 с) оператор отпускает педаль 16. При этом под действием пружины 14 лента 13 и резервуар 9возвращаются в исходное положение.
В месте заливки образуется прочный бан,даж, плотно скрепляющий провода в жгут.
Затем оператор перемещает ствол жгута на требуемое по чертежу расстояние, вставляет в петлю 13 требуемое количество проводов и цикл работы повторяется.
Изобретение позволяет изготавливать жгут без применения щаблонов и предварительной операции раскладки проводов, а конструктивное выполнение литьевой формыбандажировать жгут с любым количеством проводов, что приводит к повышению производительности и снижению трудоемкости процесса изготовления жгутов проводов.
Формула изобретения
Устройство для изготовления жгутов проводов, содержащее установленную на основании литьевую форму и питатель с термопластом и с нажимной крь1шкой, отличающееся тем, что, с целью повышения производительности, оно снабжено закрепленной на основании стойкой с верхним и нижним ригелями, механизмом формирования литьевой фермы и подвижной тягой, в каждом ригеле выполнены соосно расположенные окна, при этом в окне верхнего ригеля установлен корпус питателя, механизм формирования литьевой формы выполнен ввиде подпружиненной относительно основания петли гибкой ленты с отворотами и формующим каналом, один из ее отворотов закреплен на нижнем ригеле, а другой - в средней части подвижной тяги, кинематически связанной через возвратную пружину с нажимной крыщкой питателя.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 13740, кл. 21 С 27/01, опублик. 1962.
18
