(St) СПОСОБ ШЛИФОВАНИЯ НОЖЕЙ РЕЗЦОВОЙ ГОЛОВКИ И СТАНОК ДЛЯ ЗАТОЧКИ
1
Изобретение относится к обработке металлов резанием и может быть использовано для заточки инструмента, например зуборезных головок.
Известен способ шлифования ножей резцовой головки зубошлифовального станка для обработки шестерен с круговым зубом, имеющей комплект ножей внутренних, внешних и вспомогательных, расположенных рядами,- заключающийся в установке инструмента на шлифовальном станке и обработке каждого зуба индивидуальным шлифованием 111 .
Недостаток способа шлифования состоит в том, что обработка занимает много времени, а заточенная головка имеет низкую точность.
Известен станок для заточки инструмента, включающий три шлифовальных головки с индивидуальным приводом вращения и механизмы индивидуального перемещения головок 2. ИНСТРУМЕНТА
Недостаток станка состоит в том, что он обладает низкой производительностью, так как на нем неудобно обрабатывать ножи резцовой головки.
Цель изобретения - сокращение времени на обработку и повышение точности обработки.
Поставленная цель достигается тем, что согласно способу обработки шлифование ведут порядно, причем с
10 резцовой головки предварительно снимают два внутренних ряда ножей, а после шлифования внешнего ряда последователь.но устанавливают и шлифуют остальные.
15
Станок для обработки снабжен поворотным диском, на котором установлены шлифовальные головки с возможностью радиального перемещения.
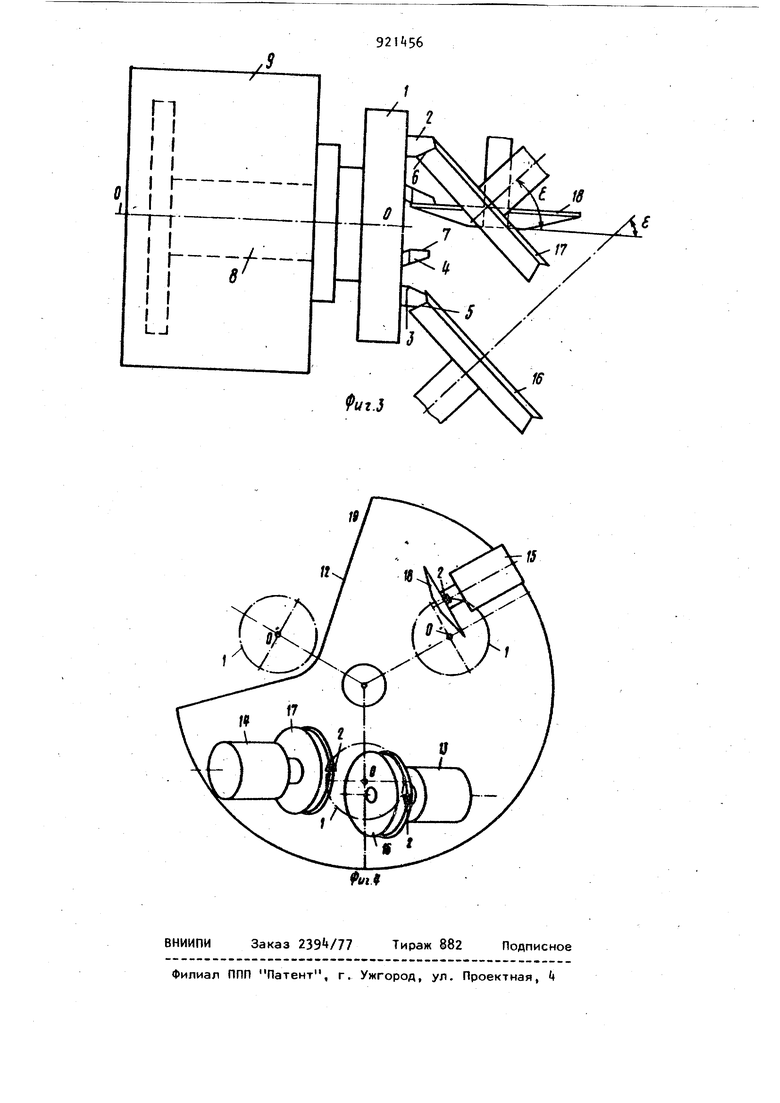
На фиг.1- схематически представ20лен станок для заточки инструментальной головки.
Затачиваемая зуборезная головка 1 (фиг.1) состоит из нескольких комплектов ножей 2,3 и , каждый из ко торых имеет внешний 5 и внутренний 6 фланки и переднюю грань 7. Расст яние от всех трех ножей до оси голо ки 0-0 различно и соответственно Гд ;Расположение ножей равно г, , г2 , на зуборезной головке таково, что обработка полного их комплекта сопряжена со значительными трудностя ми. Затачиваемая зуборезная головка 1 крепится на шпинделе изделия 8 (фиг 1.2 и 3) бабки Э, установленной н)а станине 10, несущей корпус 11 с поворотным валом, на который насажен диск 12,Шлифовальные головки 13 I и 15 установлены на диске 12 с возможностью настроечных перемещений, зависящих от параметров затачи ваемой зуборезной головки. Шлифовал ные головки 13, Н и 15 с абразивны ми кругами 16, 17 и 18 соответствен но служат для заточки внешних 5, вну ренних 6 фланков и передних граней 7 Оси шлифовальных головок лежат в плоскостях, параллельных оси 0-0 шпинделя изделия, проекции которой на эти плоскости составляет с осями шлифовальных головок 13 и I угол i, угол 90° с осью шлифовальной головки 15. На диске 12 имеется выемка 19,облегчающая доступ к зуборезной головке. Устройство работает следующим об разом. Диск 12 устанавливается против шпинделя изделия 8 выемкой 19, На шпинделе изделия 8 закрепляется зуборезная головка с одним рядом ножей, Затем диск 12 поворачивается таким образом, чтобы абразивные круги 16 и 17 оказались напротив затачиваемого ножа, при этом шлифовальные головки 13, 1А и 15 предварительно настраиваются на параметры затачиваемой зуборезной головки 1, Перемещением бабки 9 в направлении диска 12 осуществляется рабочая подача. Таким образом, происходит одновременная заточка внешнего 5 и внутреннего 6 фланков абразивными кругами 16 и 17. После того, как первый нож заточен, бабка 9 перемещается в исходное положение, шпинде изделия 8 с головкой 1 поворачивает ся на угол, равный угловому шагу, и цикл заточки внешнего и внутреннего фланков повторяется. После того как фланки всех ножей данного 9 4 ряда заточены, диск 12 поворачивает, ся таким образом, что напротив ножа оказывается абразивный круг 18, затачивающий переднюю грань 7. Рабочая подача осуществляется как и в предыдущем случае перемещением j6a6ки 9 в направлении диска 12. После заточки по передней грани первого зуба бабка 9 перемещается в исходное положение, шпиндель изделия 8 с зуборезной головкой 1 поворачивается на угол, равный угловому шагу, и цикл заточки передней грани следующего ножа повторяется. После того, как первый ряд ножей зуборезной головки полностью обработан, диск 12 поворачивается таким образом, что выемка 19 располагается напротив головки 1, затем устанавливается на зуборезной головке следующий ряд ножей, и цикл заточки повторяется. После обработки зуборезной головки полностью она снимается с устройства, на шпиндель 8 устанавливается новая, и цикл повторяется. Обработка ножей резцовой головки по предлагаемому способу и на данном станке позволяет поднять прюизводительность и точность обработки. Формула изобретения 1.Способ шлифования ножей резцовой головки зубошлифовального станка для обработки шестерен с круговым зубом, имеющей комплекты ножей внутренних, знешних и вспомогательных, расположе(жых рядами, заключающийся в установке инструмента на шлифовальном станке и обработке каждого зуба индивидуальным шлифованием, отличающийся тем, что, с целью сокращения времени на обработку и повышения точности обработки, шлифование ведут порядно, причем с резцовой головки предварительно снимают два внутренних ряда ножей, а после шлифования внешнего ряда последовательно устанавливают и шлифуют остальные, 2.Станок для заточки инструмента, включающий три шлифовальных головки с индивидуальными приводами вращения и механизмы индивидуального перемещения головок, отличающий-, с я тем, что, с целью повышения производительности, снабжен поворотным диском, на котором установлены шлифоваль1 ые головки с возможностью радиального перемещения, Источники информации, . . принятые во внима ; ие при экспертизе 92Н 5 6 1.Меницкий И.Д. Универсально-заточные станки, М., Машиностроение, 1968, рис.. 2.Авторское свидетельство СССР ff 123050, кл. В 24 В 1959.


| название | год | авторы | номер документа |
|---|---|---|---|
| Заточной станок | 1977 |
|
SU1333543A1 |
| Способ заточки зуборезных головок | 1976 |
|
SU610660A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |
| Устройство для заточки инструмента | 1981 |
|
SU1028452A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Заточной станок | 1988 |
|
SU1664516A1 |
| Заточной станок для заточки инструментов со сложным профилем | 1982 |
|
SU1087308A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
//У/У////// /У/7/У7
//
