о
00
VJ
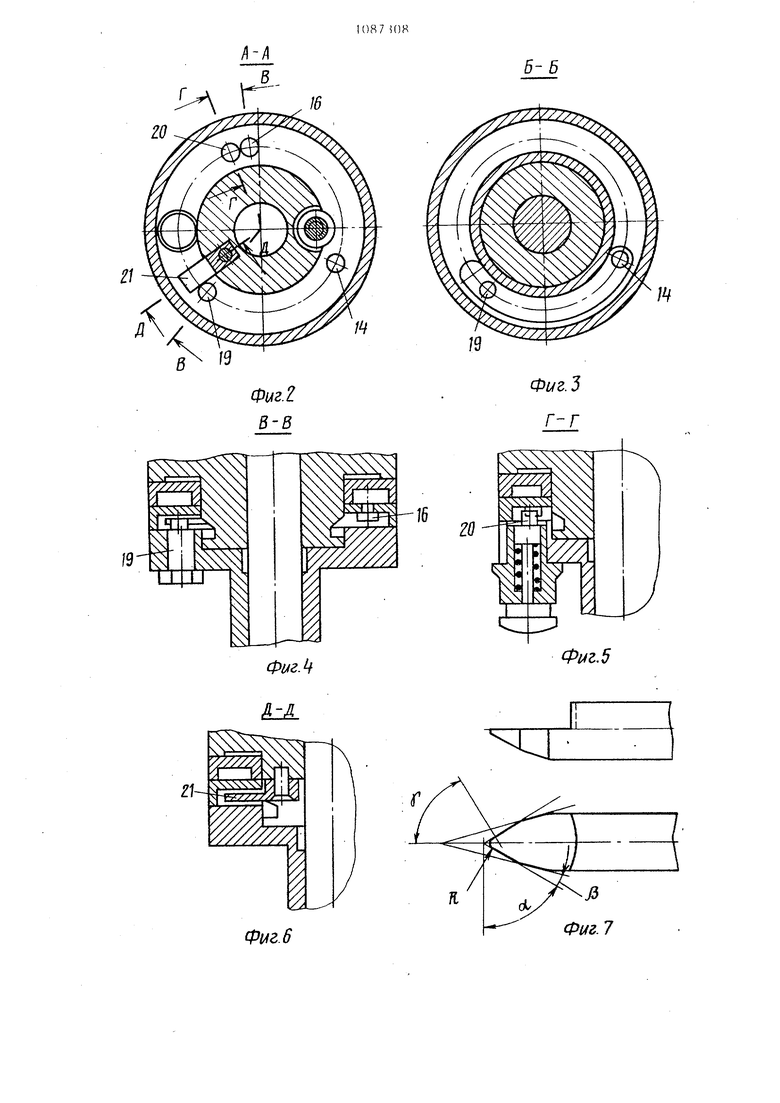
00 Изобретение относится к станкостроению, в частности к станкам для изготовления и заточки инструментов с двумя конусностями и радиусом или профилями, образованными изогнутыми линиями например однолезвийных фрез Эти инструменты применяются при изготовлении деталей сложной формы на фрезерно-копировальных или фрезерных станках с ЧПУ. Особенностью инструмента является высокая точност профиля режущей части. Наиболее близким к изобретению является заточный станок для шлифования инструментов сложного профиля в котором затачиваемый инструмент перемещается в двух взаимно перпенди кулярных направлениях и поворачивает ся вокруг трех перекрещивающихся осей, причем поворот вокруг одной из них определяет конусность и радиус режущей кромки инструмента. В этом заточном станке можно производить настройку величины одного угла и произвольно настраивать начало отсче I та этого угла за счет системы упоров состоящей из двух подвижных упоров, расположенных на двух поворачивающих ся кольцах (причем упоры относительно колец неподвижны), и одного жесткого упора, расположенного на неподвижном корпусе. После настройки кольца с упорами фиксируются на поворотном кронштейне, т.е. становятся неподвижными упорами поворотного кронштейна, и, взаимодействуя с жестким упором неподвижного корпуса позволяют получать автоматически поворот на настроенный угол tlJ« Йедостатком известного станка гявляется то, что настроенные на обработку конусностей упоры, при обработке цилиндрической части инструмента, Передней грани и радиуса при вершине, необходимо перестраивать. Это приводит к снижению произ водительности и точности обработки. Цель изобретения - повышение производительности и точности обработки путем устранения необходимост перенастройки станка в процессе заточки. Указанная цель достигается тем, что заточный станок, содержащий шлифовальную головку, корпус с поворотным кронштейном, несущим бабку изделия, установленную с возможност перемещения в двух взаимно перпенди кулярных направлениях и поворота вокруг трех перекрещивающихся осей с фиксированием поворота вокруг одной из осей посредством упоров, установленных на лимбе, снабжен двумя дополнительньпчи упорами, один из которых установлен на корпусе с возможностью утапливания и взаимодействия с упором лимба, а второй жестко установлен на поворотном кронштейне. На фиг.1 изображен главный вид станка; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1, на фиг.4 - разрез В-В на фиг.2; на фиг.З - разрез Г-Г на фиг.2, по утапливаемому упору; на фиг.6 - разрез Д-Д на фиг.2, по жесткому дополнительному упору, на фиг.7 - профиль обрабатываемого изделия; на фиг.8 - расположение упоров в позиции загрузки; на фиг.9 - настройка на угол cL бабки изделия-, на фиг. 10 - то же (нулевая риска корпуса совпадает с началом отсчета лимба); на фиг. 11 - настройка на угол бабки изделия s, на фиг.12 - расположение упоров при настройке на угол на фиг.13 расположение упоров, настроенных на величины углов oi- и /ь , при расположении оси инструмента параллельно оси шлифовальной головки. Станок содержит станину 1, несущую шлифовальную головку 2 и бабку изделия 3. Бабка изделия 3 включает шпиндель 4, имеющий цанговый зажим 5. На шпинделе 4 смонтирован,делительный диск 6, имеющий двенадцать пазов 7, в которые входит подпружиненный фиксатор 8. Бабка р|эделия 3 снабжена продольными 9 и поперечными 10 направляющими и имеет возможность перемещаться относительно поворотного кронштейна 11. Бабка изделия 3 вместе с поворотным кронштейном 11 имеет повороты вокруг трех перекрещивающихся осей: вертикальной 1-1, поперечно-горизонтальной и продольной горизонтальной Щ-Щ. Поворот вокруг оси I-I обеспечивает получение углов ai, и радиуса R (фиг. 7) затачиваемого инструмента (однолезвийной фрезы) 12, поворот вокруг осей П-И и Ill-Ill является рабочим движением при заточке. Поворот вокруг оси ограничивается системой упоров, смонтированных на поворотном кронштейне 11 . Система упоров содержит кольцо 13, несущее жесткий упор 14, лимб 15 с упором 16 и рукоятку 17 для фиксации кольца 13 и лимба 15 относитель поворотного кронштейна 11, Кронштей 11 установлен на неподвижном относи тельно оси 1-1 корпусе 18, несу;дем в себе жесткий упор 19, а также дополнительный жесткий утапливаемый упор 20. На кронштейне 11 смонтирован жесткий упор 21. Станок работает следующим образом Вначале производится настройка системы упоров, которые обеспечиваю получение профиля инструмента 12 (фиг,7). Из исходного положения (фиг.1) бабку изделия 3 поворачиваю в положение загрузки так, что ось инструмента 12 становится перпендикулярно оси шлифовальной головки 2. При этом жесткий упор 21 поворотног кронштейна 11 приходит в соприкосно вение с жестким упором 20 неподвижного корпуса 18 (фиг.8). Для настрой ки угла профиля о поворачивают бабк изделия 3 и ведут отсчет по лимбу 15 заданной величины угла (фиг.9), затем фиксируют рукояткой 22 поворо ный кронштейн 11 относительно непод вижного корпуса 18, освобождают кол до 13 и лимб 15 рукояткой 17. После чего лимб 15 поворачивают до контакта жесткого упора 20 неподвижного корпуса 18 с упором 16 лимба, при этом нулевая риска непод вижного корпуса 18 совпадает с нача лом отсчета лимба 15 (фиг.10). Рукояткой 17 фиксируют лимб 15 относительно поворотного кронштейна 11. На этом настройка угла профиля . ctзакончена. Для настройки угла про филя А рукояткой 22 освобождают поворотный кронштейн 11, производят поворот бабки изделия 3 на угол про филя ft и ведут отсчет по лимбу 15 заданной величины угла (фиг.11). Рукояткой 22 фиксируют поворотный кронштейн 11 относительно корпуса 18, после чего рукояткой 17 освобож дают кольцо 13, несущее упор 14, поворачивают кольцо 13 до соприкос новения упора 14 с жестким упором 19 неподвижного корпуса 18 и фиксируют кольцо 13 рукояткой 17 от}юси- г тельно поворотного кронштейна 11, Таким образом настроен угол профиля /3 (фиг. 12). Чтобы получить радиус при вершине затачиваемого инструмента (фиг.7), жесткий упор 20 неподвижного корпуса 18 перемещают в осевом направлении в корпус и создают возможность оси шпинделя бабки изделия 3 занять положение параллельно оси шлифовального круга, так как упор 16 лимба 15, сохраняя настройку углов sL и PJ , не вступает в контакт с утопленным упором 20, и поворот бабки изделия 3 происходит до контакта жесткого упора 21 поворотного кронштейна 11 с жестким упором 19 неподвижного корпуса 18 (фиг.13). После настройки станка производят заточку инструмента, для чего устанавливают затачиваемьй инструмент 12 в цанговый зажим 5 шпинделя 4. Включают вращение шлифовальной головки 2 и поворотом бабки изделия 3 вокруг оси 1-1 и-струмент 12 устанавливают на угол А , при этом упор 14 кольца 13 контактирует с жестким упором 19 неподвижного корпуса 18, после чего поворотом вручную шпинделя 4 производится заточка конуса инструмента. Затем поворачивают вручную бабку изделия 3 на угол 0 , при этом упор 16 лимба 15 контактирует с жестким упором 20 неподвижного корпуса 18, после чего поворотом шпинделя 4 производится заточка конуса инструмента, заданного углом с . Радиус при вершине инструмента 12 получают поворотом вручную бабки изделия 3 вокруг оси I-I, для чего утапливается жесткий упор 20 неподвижного корпуса 18. При этом ось инструмента 12 становится параллельна оси шлифовальной головки 2. На этом заточка инстрзжента заканчивается, разжимается цанговый зажим 5, и из него вынимается заточенный инструмент 12. Для заточки следующего инструмента цикл повторяется. Реализация изобретения позволяет повысить производительность с одновременным повьш1ением точности.
т.i-4 «
4 3 в
/б
го
6-5
.г
в-в
Фиг.5
Г-Г
/9Фиг. III.
SSS
16
ZQ
Ф14г.5
.6 Фиг. 8 .П Фиг8 6 15 Фиг.12
.13 Фиг.Ю

| название | год | авторы | номер документа |
|---|---|---|---|
| Заточной станок | 1980 |
|
SU929404A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| Заточной станок | 1977 |
|
SU1333543A1 |
| Заточной станок | 1988 |
|
SU1664516A1 |
| Устройство для заточки зубьев инструмента | 1981 |
|
SU975347A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1969 |
|
SU253611A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Круглошлифовальный станок | 1981 |
|
SU1013217A1 |


ЗАТОЧНЫЙ СТАНОК ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТОВ СО СЛОЖНЫМ ПРОФИЛЕМ, содержащий шлифовальную головку, корпус с поворотным кронштейном, несущим бабку изделия, установленную с возможностью перемеп1ения в двух взаимно перпендикулярных направлениях и поворота вокруг трех перекрещивающихся осей с фиксированием поворота.вокруг одной из осей посредством упоров, установленных на лимбе, отличающийся тем, что, с целью повышения производительности и точности обработки путем устранения необходимости перенастройки станка в процессе заточки, станок снабжен двумя дополнительными упорами, один из которых установлен на корпусе с возможностью утапливания и взаимодействия с упором лимба, а второй жестi ко установлен на поворотном кронштейне. (Я
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ДИСУЛЬФИДНЫЙ ПОЛИКАТИОННЫЙ АМФИФИЛ, КОМПОЗИЦИЯ НА ЕГО ОСНОВЕ С НЕЙТРАЛЬНЫМ ФОСФОЛИПИДОМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2016 |
|
RU2610271C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
