&иг.2
Изобретение относится к области стан- костроения.окасается шлифования и может быть использовано для заточки многолезвийного режущего инструмента.
Цель изобретения - повышение производительности обработки,
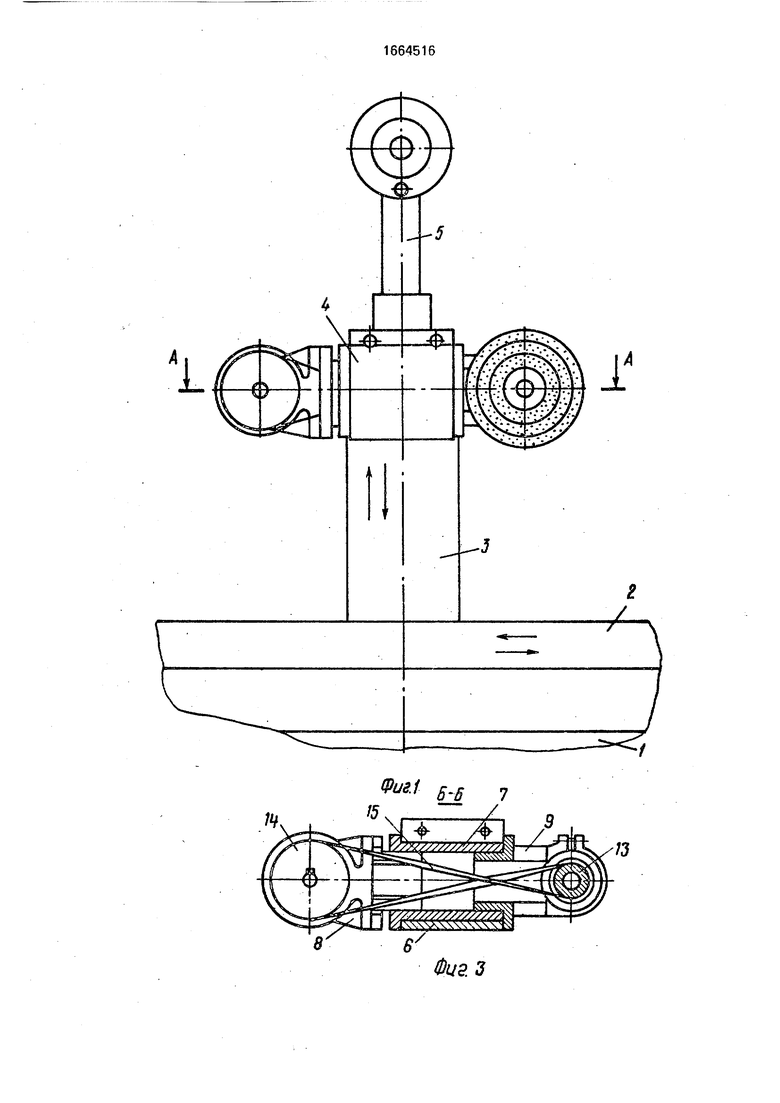
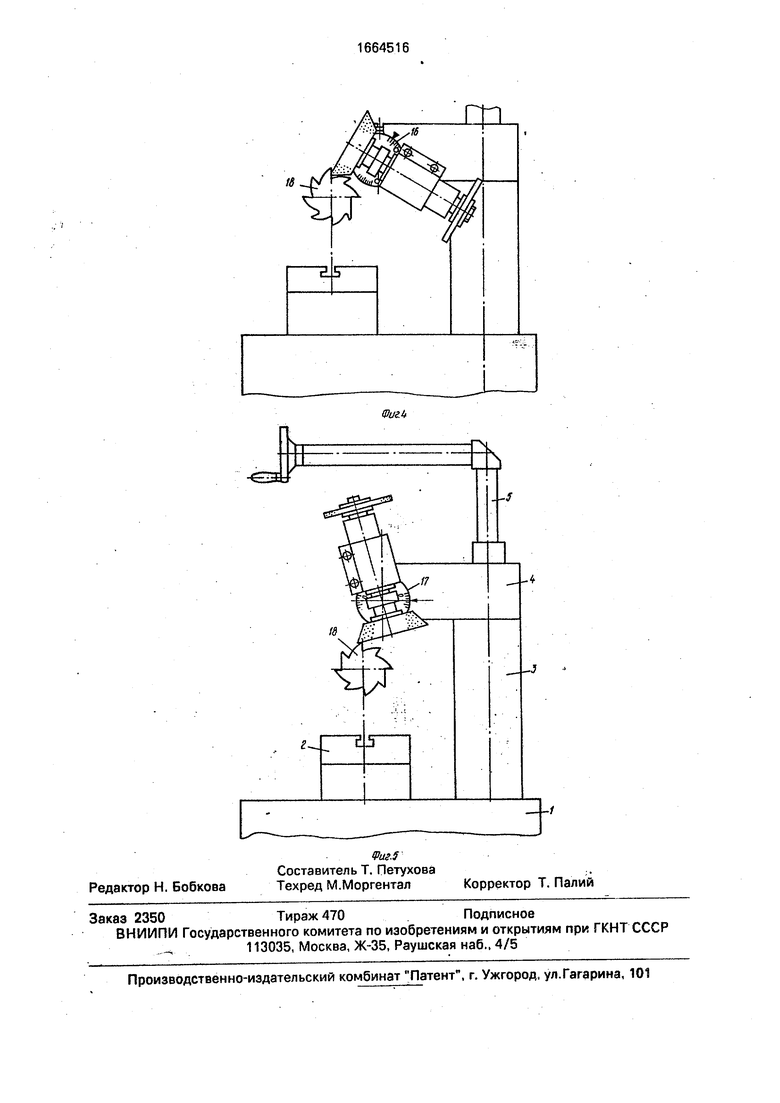
На фиг.1 изображен замочной станок, вид спереди; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг,4 и 5 - расположение узлов станка при затачивании инструмента по передней и задней поверхностям зуба соответственно.
Заточной станок состоит из станины 1, несущей стол 2 для позиционирования затачиваемых инструментов и колонну 3, на верхнем торце которой помещена шлифовальная бабка, состоящая из корпуса 4, несущего на верхней плоскости привод подъемного механизма 5 и в расточке 6 корпуса втулку 7, на одном конце которой закреплен привод 8, на другом корпус 9 со шлифоваль- ным шпинделем 10, на валу которого закрепляются шлифовальные круги 11 и 12 и шкив 13, соединенный со шкивом 14 привода 8 посредством ременной передачи 15, проходящей внутри втулки 7, причем ветви ремня перекрещены, а оси привода 8 и шлифовального шпиндели 10, для предотвращения взаимного трения ветвей ремня, могут быть расположены в разных плоскостях,
Втулку 7 можно поворачивать вокруг своей оси в расточке б и фиксировать в заданном положении.
Для отсчета угла поворота втулки 7 имеются шкалы 16 и 17, по одной из которых отсчитывается угол заточки инструмента по передней, а по второй по задней -поверхности зуба.
Станок может быть выполнен в двух вариантах: заточной станок с неповоротным столом 2 и поворотной вокруг оси колонны 3 шлифовальной бабкой и заточной станок с поворотным вокруг вертикальной оси столом 2 и неповоротной шлифовальной бабкой, пригодный для затачивания инструментов с переменным углом наклона спиралей зуба, в частности конических инструментов с винтовыми зубьями.
Заточной станок работает следующим образом.
Затачиваемый инструмент 18 (например, цилиндрическая спиральная фреза) позиционируется на столе 2 станка. Корпус 4 шлифовальной бабки (или стол 2 станка) разворачивается так, что плоскость поворотов оси шпинделя 10 занимает нормальное к затачиваемой режущей кромке положение. Затем в случае заточки зубьев фрезы по передней поверхности на шкале 16устанавливается величина заданного переднего угла и заточка проводится как указано на фиг.5, а в случае заточки зубьев фрезы по задней поверхности заданная величина заднего угла устанавливается по шкале 17,
Консольное расположение шлифовальной бабки обеспечивает неограниченный угол поворота оси шлифовального шпинделя вследствие расположения ременной передачи внутри втулки, наличие двух шкал
для контроля этого угла расширяет возможность ориентирования шлифовального кру- - га относительно затачиваемого инструмента, что, в частности, позволяет затачивать зубья спиральных инструментов по задней поверхности непосредственно в заданной плоскости, минуя пересчеты углов, упрощает заточку таких инструментов по передней и задней поверхностям за одну установку, поскольку перенастройка с переднего угла на
задний заключается в повороте шлифовального шпинделя из одной позиции в другую в одной плоскости.
Формула изобретения
1.Заточной станок, выполненный в ви- де станины, размещенной на ней колонны с
консольно установленными приводом с ременной передачей и шпинделем с расположенным на его противоположных концах посадочными местами для крепления шлифовальных кругов, отличающийся тем, что, с целью повышения производительности обработки, станок снабжен установленной на колонне с возможностью поворота вокруг своей оси втул кой, ось которой перпендикулярна к оси шпинделя, а привод и шпиндель установлены каждый на одном из концов втулки, при этом ременная передача размещена внутри втулки.
2.Станок по п.1,отличающийся тем, что ветви ременной передачи перекрещены.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к заточному станку для затачивания многолезвийного инструмента | 1959 |
|
SU132090A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Устройство для заточки многолезвийного инструмента | 1979 |
|
SU854686A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУЛ1ЕНТА | 1973 |
|
SU366061A1 |
| Станок для заточки инструмента | 1988 |
|
SU1650391A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
Изобретение относится к станкостроению, касается шлифования и может быть использовано для заточки многолезвийного режущего инструмента. Цель изобретения - повышение производительности обработки. В корпусе 4 шлифовальной бабки заточного станка размещена втулка 7, на одном конце которой расположен привод 8, а на другом - шлифовальный шпиндель 10. Ось втулки 7 перпендикулярна оси шпинделя 10. Втулка 7 может поворачиваться вокруг своей оси. На валу шпинделя 10 установлены шлифовальные круги 11 и 12. Ременная передача 15 размещена внутри втулки 7, ветви ременной передачи 15 перемещены. При заточке инструмента разворачивают корпус 4 /или стол станка/ и втулку 7 для установки затачиваемого инструмента в необходимое положение заточки. 1 з.п. ф-лы, 5 ил.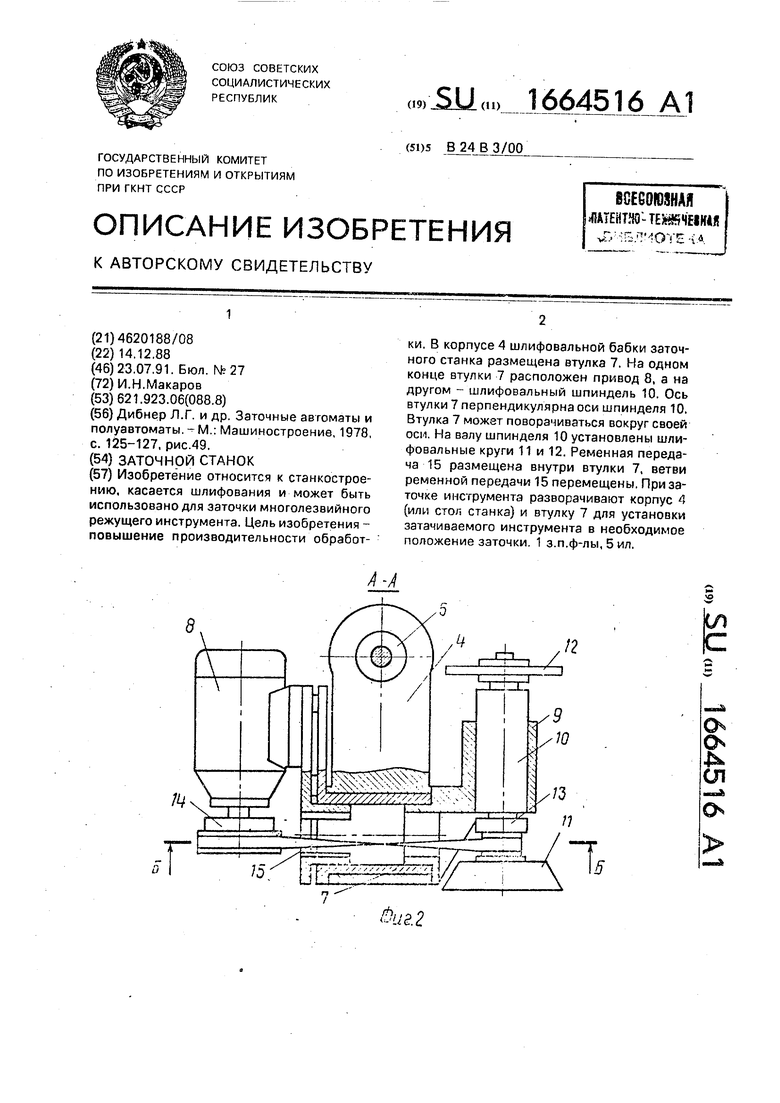
щ
Фиг.1 6.s 7
А/а 3
-5
Л
| Дибнер Л.Г | |||
| и др | |||
| Заточные автоматы и полуавтоматы | |||
| - М.: Машиностроение, 1978, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
