Изобретение относится к области станкостроения, в частности, к сверлильным станкам для двусторонней обработки деталей. Известны сверлильные станки с двусторонним соосным расположением шпиндельных головок.
предлагаемый станок предназначен для обработки предварительно просверленяых отверстий, в частности, зенкования фасок в плоских деталях, например трубных досках теплообменяиков, и имеет целью совмещение оси инструмента с осью предварительно просверленного отверстия.
Для этого шпиндельные головки жестко связаны между собой и расположены в одном корпусе, закрепленном на оси каретки, перемеш.ающейся по расположенным на станине направляюш,им перпендикулярно оси шпиндельных головок, причем в одной из головок установлен фиксатор, взаимодействуюШ.ИЙ при перемещении каретки с предварительно просверленными в обрабатываемой детали отверстиями.
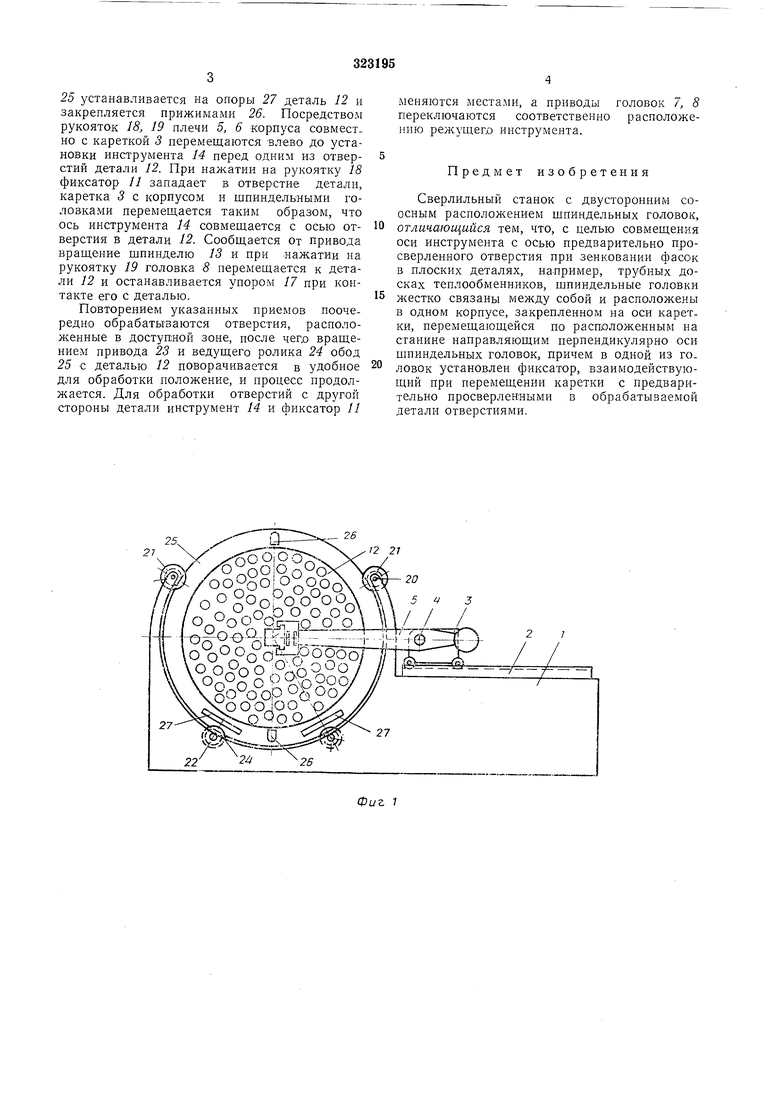
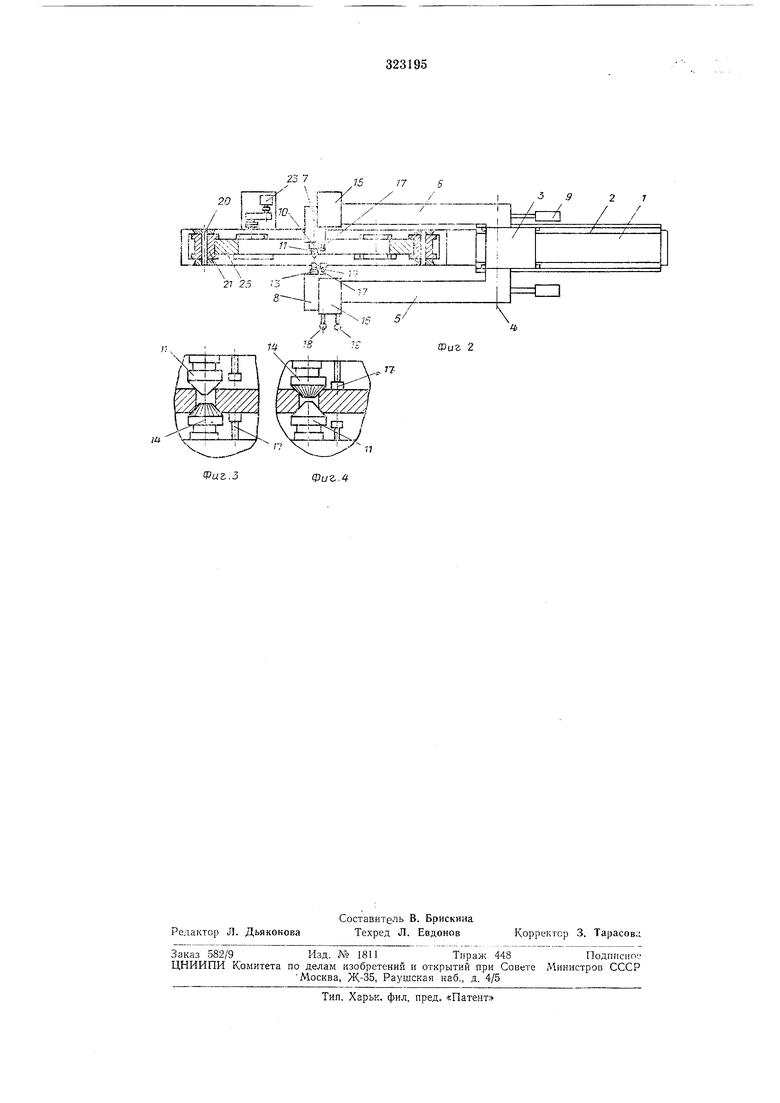
На фиг. 1 приведен вид предлагаемого станка спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 и 4 - схема расположения инструмента и фиксатора при обработке детали с одной и другой стороны.
3, несущая ось 4. На оси 4 закреплен корпус, состоящий из плеч 5 и 6, на концах которых установлены шпиндельные головки 7 и 5 и уравновешивающие их балансиры 9. В шпинделе 10 головки 7 помещен фиксатор 11, представляющий собой хвостовик с острым конусом, обращенным к обрабатываемой детали 12, наибольший диаметр которого превышает диаметр просверленного отверстия в детали 12. В шпинделе 13 головки 8 помещен инструмент (зенковка) 14, предназначенный для снятия фаски в отверстии детали 12. Шпиндельные головки 7 и 5 установлены подвижно в направляющих 15, 16 и совместно с упором 17 могут перемещаться в них посредством рукояток 18, 19 и механизма передачи (на чертежах не показан). На станине / па осях 20 установлены направляющие ролики 21, а на валу 22, соединенном с приводом 23, закреплен ведущий ролик 24. На ролики 2, 24 установлен обод 25 с прижимами 26 и опорами 27 для установки и закрепления детали 12.
Установка инструмента 14 и фиксатора 11 в щпияделях 10, 13 осуществляется по двум схемам в зависимости от того, с какой стороны обрабатывается деталь 12.
25 устанавливается на опоры 27 деталь 12 и закрепляется прижимами 26. Посредством рукояток 18, 19 плечи 5, 6 корпуса совместно с кареткой 3 перемещаются влево до установки инструмента 14 перед одним из отверстий детали 12. При нажатии на рукоятку 18 фиксатор // западает в отверстие детали, каретка 3 с корпусом и шпиндельными головками перемещается таким образом, что ось инструмента 14 совмещается с осью отверстия в детали 12. Сообщается от привода вращение щпинделю 13 и при нажатии на рукоятку 19 головка 8 перемещается к детали 12 и останавливается упором 17 при контакте его с деталью.
Повторением указанных приемов поочередно обрабатываются отверстия, расположенные в доступной зоне, после чего вращением привода 23 и ведущего ролика 24 обод 25 с деталью 12 поворачивается в удобное для обработки положение, и процесс продолжается. Для обработки отверстий с другой стороны детали инструмент 14 и фиксатор //
.меняются местами, а приводы головок /, 8 переключаются соответственно расположению режущего инструмента.
Предмет изобретения
Сверлильный станок с двусторонним соосным расположением шпиндельных головок, отличающийся тем, что, с целью совмещения оси инструмента с осью предварительно просверленного отверстия при зенковании фасок в плоских деталях, например, трубных досках теплообменников, шпиндельные головки жестко связаны между собой и расположены в одном корпусе, закрепленном на оси каретки, перемещающейся по расположенным на станине направляющим перпендикулярно оси щпиндельных головок, причем в одной из головок установлен фиксатор, взаимодействующий при перемещении каретки с предварительно просверленными в обрабатываемой детали отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ РАЗВАЛЬЦОВКИ ЗАКЛЕПОЧНЫХ ГОЛОВОК | 1972 |
|
SU420379A1 |
| Многошпиндельный станок | 1978 |
|
SU753555A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Автомат для двусторонней обработки деталей | 1988 |
|
SU1579728A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Многошпиндельный сверлильный станок | 1982 |
|
SU1041231A1 |
оо-О 7
Pcft% Ь о о о о
. fcUjOOOOoJ
V.O ооо ,.ооо boogoq
Qoa
24
22
clf
nl Г7
/ г , L-.ji U-L
..-...-----J , .
ЖЬ,.,с1г:аз „1 L,..:
3 ,9
2r
//
Фиг 2
