(54) УСТРОЙСТВО ДЛЯ СНЯТИЯ КРОМОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия кромок | 1981 |
|
SU1018814A2 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Штамп для выдавливания деталей с фланцем | 1986 |
|
SU1426686A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Загрузочное устройство к резьбонакатному станку | 1988 |
|
SU1632595A1 |
| Полуавтоматическая установка дляизгОТОВлЕНия пОлуфАбРиКАТОВ KEPA-МичЕСКиХ изОляТОРОВ | 1979 |
|
SU816754A1 |
| Устройство для ориентированной выдачи деталей | 1990 |
|
SU1722783A1 |
| Устройство для штабелирования металлических прутков и труб | 1979 |
|
SU1036243A3 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
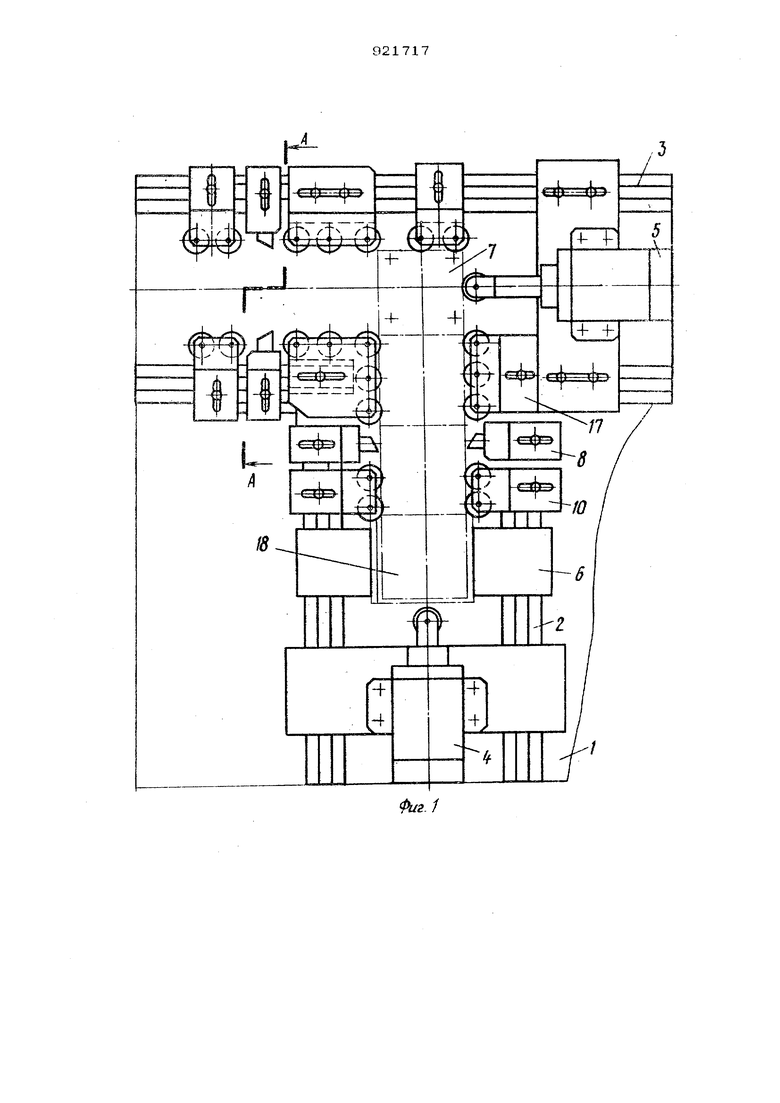
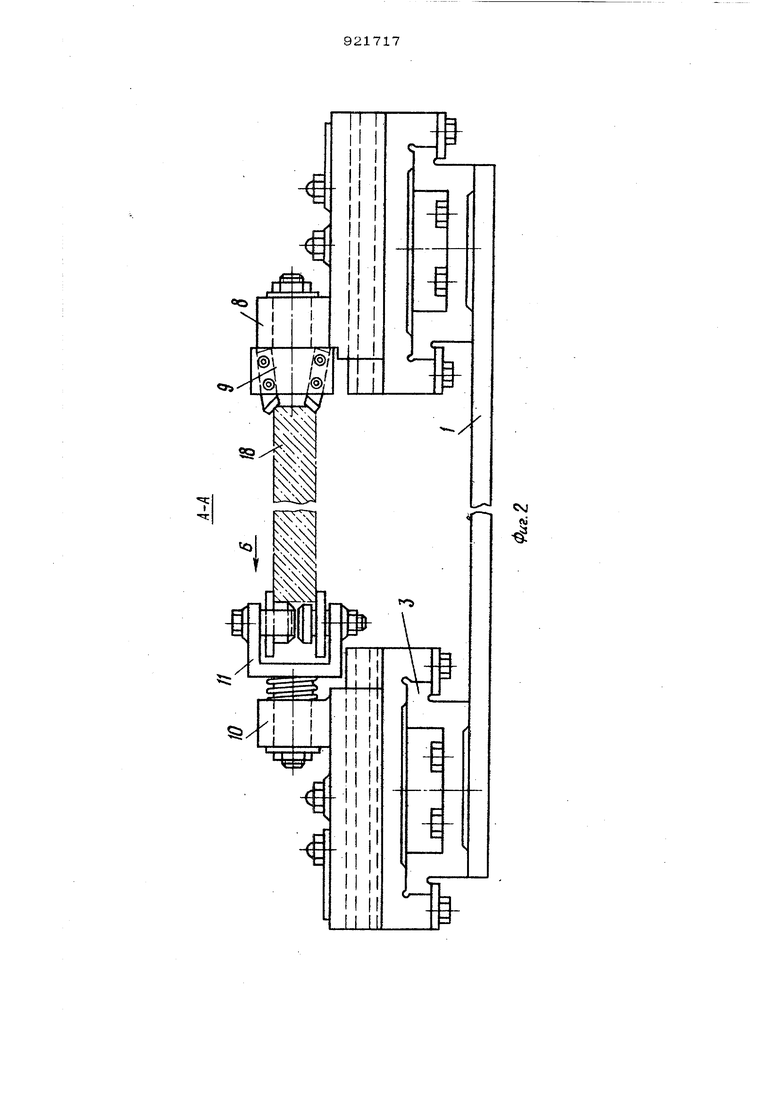
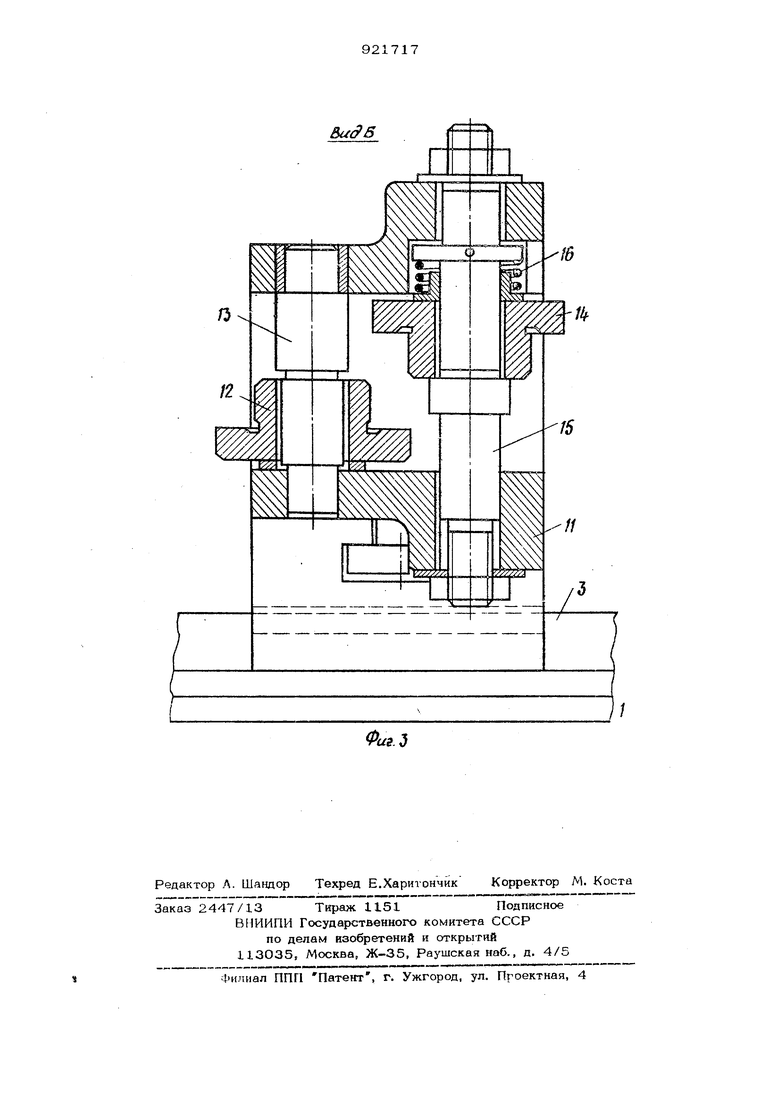
Изобретение относится к обработке ли товых заготовок под сварку. Известно устройство для скоса кромок листа под сварку, содержащее станину с направляющими и стойки, несущие ролики и резцовые головки Г1 3. Недостатком известного устройства является то, что оно может быть использовано только для длинномерных заготовок. Цель изобретения - расширение технсь логических возможностей устройства гфи обработке не длинномерных заготовок. Поставленная цель достигается тем, что устройство снабжено установленными на стойках сменными держателями резцовых головок и роликов, двумя толкателями заготовок и двумя лотками, прк этом направляющие выполнены пересекаю щимися, причем на каждой паре установлены последовательно расположенные тол. катель и лоток, а ролики выполнены в виде цилиндрических втулок снабженных опорными фланцами на одном из торцов. установленных в держателе таким образом, что ось их вращения перпендикулярна направлению движения заготовки, а фланцы соседних роликов обращены к противоположным, верхней и нижней относительно направляющих стенкам держателей, причем ролики с фланцами, обращенными к верхней стенке, подпружинены ,и установлены на валу с возможностью осевого перемещения. На фиг. I изображено устройство для снятия кромок, вид сверху; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. Устройство для снятия кромок содержит станину 1 с параллельными направляющими 2 и перпендикулярными им параллельными направляющими 3, на кото.рых закреплены перемещаемые по ним толкатели 4 и 5 заготовок, лотки 6 и 7, стойки 8 с сменными держателями 9 инструмента, стойки 10 с сменными дерД жателями 11 роликов 12 свободно закрепленных на неподвижной оси 13 и ро39ликов 14 свсбодно закрепленных на подвийсной оси 15 и подпружиненных пружиной 16, многороликовые стойки 17 с опорно-направляющими роликами 12 и 14 для приема деталей 18 из зоны резания iintH изменения направления движения заготовки. Работа предлагаемого устройства для снятия кромок осуществляется следующим образом. Перемещением лотка 6 по направляющим 2 устанавливают расстояние до лотка 7, равное сумме нескольких длин обрабатываемой детали 18, обеспечивающее от зоны загрузки свободный выход заготовки на лоток 7 для беспрепятственного перемещения детали 18 в перпендикулярном направлении направляющими 2. Затем устанавливают стойки 10 с дер жателями 11 опорно-направляющих роликов, стойки 8 с сменными держателями 9 режущего инструмента и многороликовые стойки 17, располагая их на направляющих 2 и 3 таким образом, чтобы обрабатываемая деталь 18 при ее перемещении во время обработки постоянно контактиро вала с одной парой и более опорно-направляющих pa,i/iKOB 12 и 14 с каждой боковой СТСрОНЫ. Перемещением толкателей 4 и 5 по направляющим 2 и 3 устанавливают вели чину хода щтока приводов, равную длине детали 18, затем устанавливают расстоя ние между роликами 12 и 14, равное ши рине детали 18 и глубину резания смещением стоек 8, Ю и 17, после чего за готовка укладывается на лоток 6 и щтоком толкателя 4 перемещается в зону резания. Процесс повторяется до выхода заготовки на лоток 7, где первая деталь 18, обработанная по двум параллельным сторонам, штоком толкателя 5 подается в зону обработки в перпендикулярном на- 74 равлении для обработки последующих двух параллельных сторон детали 18. Работа устройства осуществляется последовательно, поступившая на лоток деталь перемещается в зону обработки и при возврате щтока толкателя 5 перемещения заготовок, гфоизводится подача следующей детали от толкателя 4. Использование предлагаемого устройства позволяет обрабатывать кромки под сварку не длинномерных листовых заготовок по всему периметру. формула изобретения Устройство для снятия кромок, содержащее станину с направляющими и стойки, несущие ролики и резцовые ГОЛОЕКИ, отличающееся тем, что, с целью расширения-технологических возможностей при обработке заготовок из листового материала небольшой длины, оно снабжено установленными на стойках сменными держателями резцовых головок и роликов, двумя толкателями заготовок и двумя лотками, при этом направляющие выполнены пересекающимися, на каждой из которых установлены последовательно расположенные толкатель и лоток, ролики выполнены в виде цилиндрических втулок с опорными фланцами на одном из торцов, установленных в держателе так, что ось их вращения перпендикулярна к направлению движения заготовки, а фланцы соседних роликов обращены к верхней и нижней относительно направляющих сте1{кам держателей, причем ролики с фла1-шами, обращенными к верхней стенке, под17ружинены и установлены на валу с возможностью осевого перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NC 466074, кл. В 23 D 1/26, 1976.
CM
Bu(9S
/э
Фиг. 5
