I
Изобретение относится к изготовлению металлорежущего инструмента-и может быть использовано на резьбошлпфовальных станках при изготовлении резьбообразую.щего инструмента, в частности раскатни- ков.
Известно устройство для изготовления резьбообразующего инструмента, содержаи1ее основную копирную линейку, установленную с возможностью взаимодействия с толкателем механизма конусного шлифования станка {1 .
При обработке на известном устройстве резьбообрабатываюшего инструмента происходит искажение шага резьбы в месте перехода от заборной части к калибрующей, а искажение шага резьбы снижает срок службы инструмента.
Цель изобретения - увеличение стойкости инструмента.
Поставленная цель достигается тем, что устройство снабжено дополнительной копирной линейкой, установленной с возможностью перемещения относительно
основной копирной в налраЕлении толкателя механизма конусного шлифования станка, при этом угол уклона дополнительной копирной линейки равен половине угла наклона основной копирной линейки.
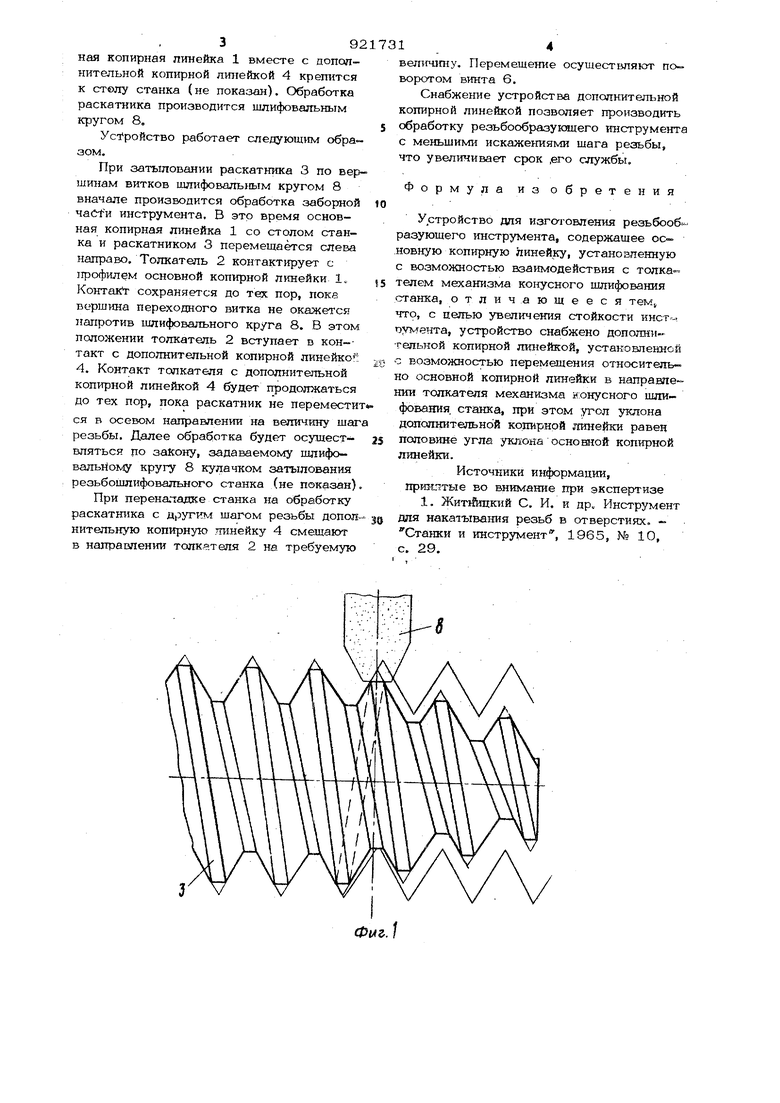
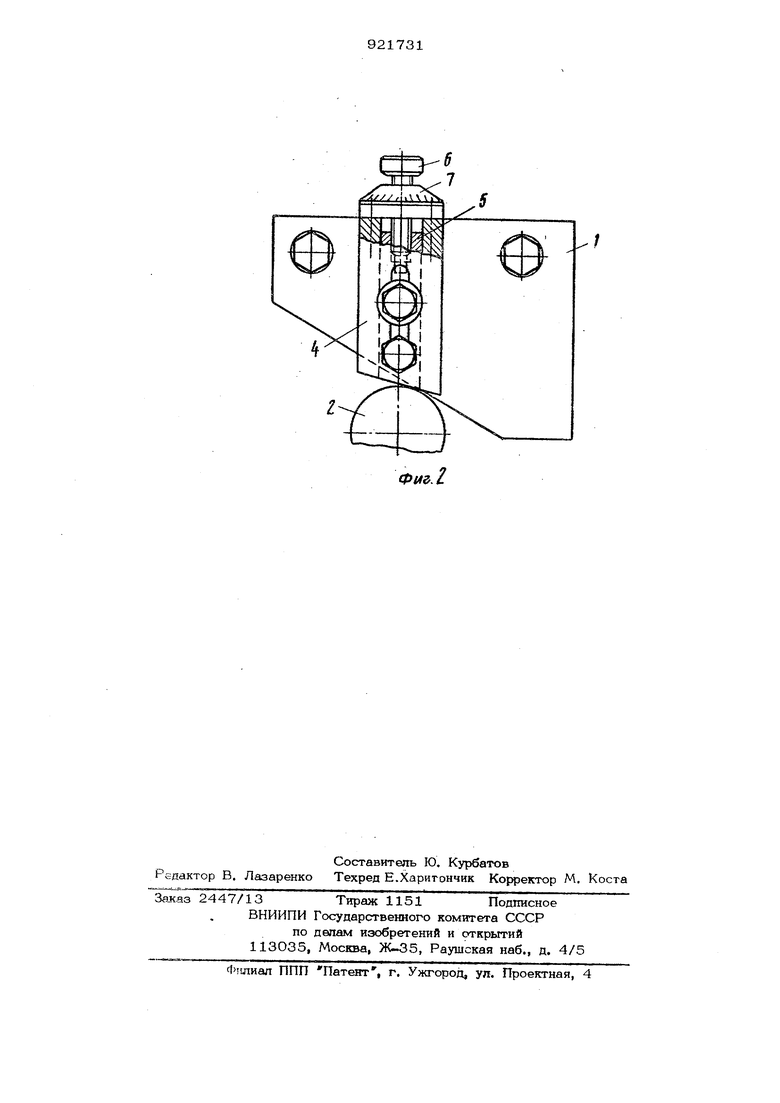
На фиг. 1 показана схема затылования раскатника по наружному диаметру; на фиг. 2 - предлагаемое устройство.
Устройство содержит основную копир (О ную линейку 1, контактирующую с толкателем 2 механизма конусного шлифования станка, -Угол уклона основной когпфной линейки выбирают в cooTBeTcrrevm с утлом заборной части раскатника 3. На
15 основной копирной линейке 1 установлена с возможностью поступательного перемещения в направлении толкателя 2 дополнительная ко1тарная линейка 4, для перемещения которой вдоль шпонки 5 на
20 ней установлен микрометрический винт 6 с лимбом 7. Угол уклона дополнител1,ной копирной линейки равен полов1ше угла уклона основной коп1фной лттейки. Основная копирная пинейка 1 вместе с дополнительной копирной птгейкой 4 крепится к стелу станка (не показан). Обработка раскатника производится шлифовальным кругом 8,
Устройство работает следующим образом.
При затыловании раскатника 3 по вершинам витков шлифовальным кругом 8 вначале производится обработка заборной инструмента, В это время основная копирная линейка 1 со столом станка и раскатником 3 перемещается слева направо. Толкатель 2 контактирует с профилем основной копирной линейки 1, Контакт сохраняется до тех пор, поке вершина переходного витка не ока; кется напротив шлифовального круга 8. В этом положении толкатель 2 вступает в кон-такт с дополнительной копирной линейко ; 4, Контакт толкателя с дополнительной копирной линейкой 4 будет продолжаться до тех пор, пока раскатник не переместит ся в осевом направлении на величину шаг резьбы. Далее обработка будет ос тцествляться по закону, задаваемому шлифовальйому кругу 8 кулачком затылования резьбошлифовального станка (не показан).
При переналадке станка на обработку раскатника с другим шагом резьбы допол нительную копирнук .тинейку 4 смещают в направлении толкателя 2 на требуемую
ввл1Г41шу, Перемещение осуществляют поворотом винта 6.
Снабжение устройства дополнителг ной копирной линейкой позволяет производить обработку резьбообразукннего инструмента с меньшими искажениями шага резьбы, что увеличивает срок ,его службы.
Формула изобретения
Устройство для изготовления резьбооб разуюшего инструмента, содержащее ос новную копирную линейку, устаноаленную с возможностью взаимодействия с толкателем механизма конусного шлифования .станка, отлич.ающееся тем, что, с целью увеличения стойкости инст-. оумента, устройство снабжено дополнитеяьной копирной линейкой, устаковленной с возможностью перемещения относительно основной копирной линейки в направлении толкателя механизма конусного шлифования, станка, при этом угол уклона дополнительнбй копирной линейки равея половине угла уклона основной копирной линейки.
Источники информации, приклтые во внимание при экспертизе
1, Жипйщкий С. И. и др. Инструмент для нака1Ъ1вания резьб в отверстиях. Станки и инструмент , 1965, № 10, с. 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки | 1981 |
|
SU1038190A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Способ настройки при изготовления метчиков на резьбошлифовальных станках и устройство для его осуществления | 1990 |
|
SU1748997A1 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
| Устройство для изготовления резьбообразующего инструмента | 1979 |
|
SU1002114A2 |
| Бесстружечный метчик и устройство для его изготовления | 1987 |
|
SU1466860A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
Фиг. I
