f
Ё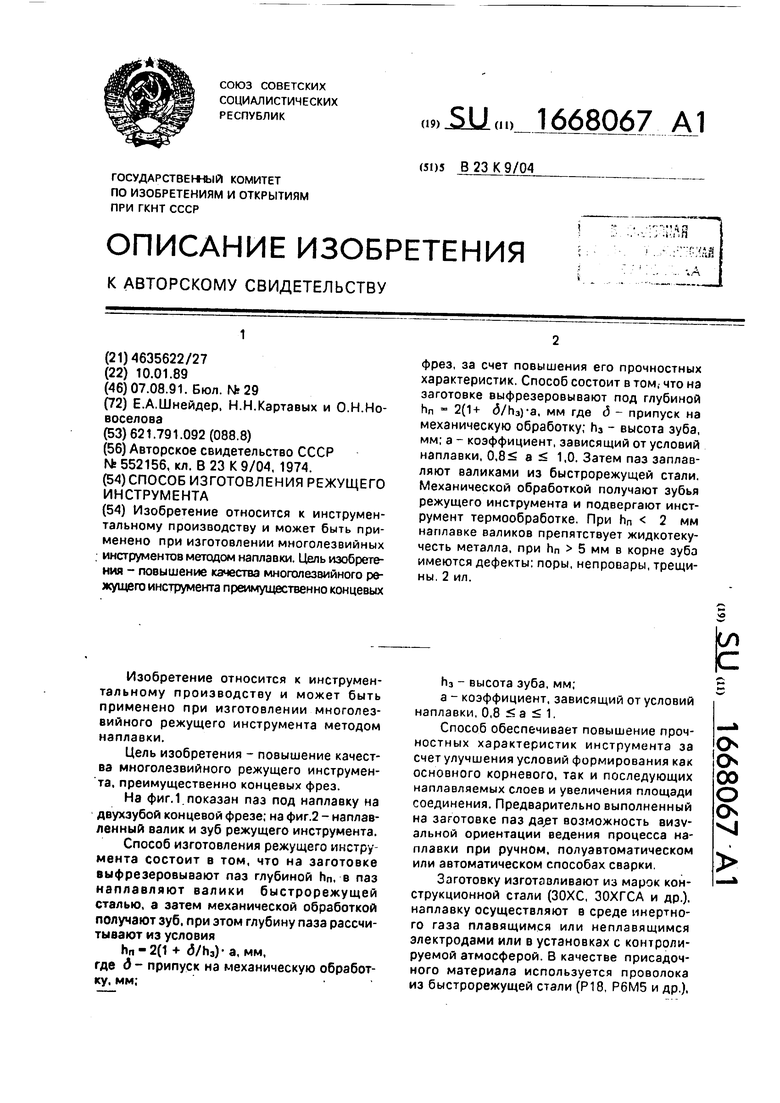
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008140C1 |
| Способ изготовления инструмента | 1990 |
|
SU1791094A1 |
| Способ изготовления режущего инструмента | 1990 |
|
SU1764924A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 2004 |
|
RU2271897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2627837C1 |
| Способ изготовления концевого инструмента | 1990 |
|
SU1776511A1 |
| СПОСОБ ПОДГОТОВКИ РЕЖУЩЕГО ИНСТРУМЕНТА ПОД ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 2000 |
|
RU2183544C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПЛАСТИН ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323812C2 |
Изобретение относится к инструментальному производству и может быть применено при изготовлении многолезвийных инструментов методом наплавки. Цель изобретения - повышение качества многолезвийного режущего инструмента преимущественно концевых фрез за счет повышения его прочностных характеристик. Способ состоит в том, что на заготовке выфрезеровывают под глубиной Hн = 2 (1 + δ/Hз) . A, мм, где δ - припуск на механическую обработку
Hз - высота зуба, мм
A - коэффициент, зависящий от условий наплавки, 0,8 ≤ A ≤. Затем папз заплавлдивают валиками из быстрорежущей стали. Механической обработкой получают зубья режущего инструмента и подвергают инструмент термообработке. При Hн *98 2 MM НАплАВКЕ ВАлиКОВ пРЕпяТСТВуЕТ жидКОТЕКучЕСТь МЕТАллА, пРи Hн *98 5 мм в корне зуба имеются дефекты: поры, непровары, трещины. 2 ил.
Изобретение относится к инструментальному производству и может быть применено при изготовлении многолезвийного режущего инструмента методом наплавки.
Цель изобретения - повышение качества многолезвийного режущего инструмента, преимущественно концевых фрез.
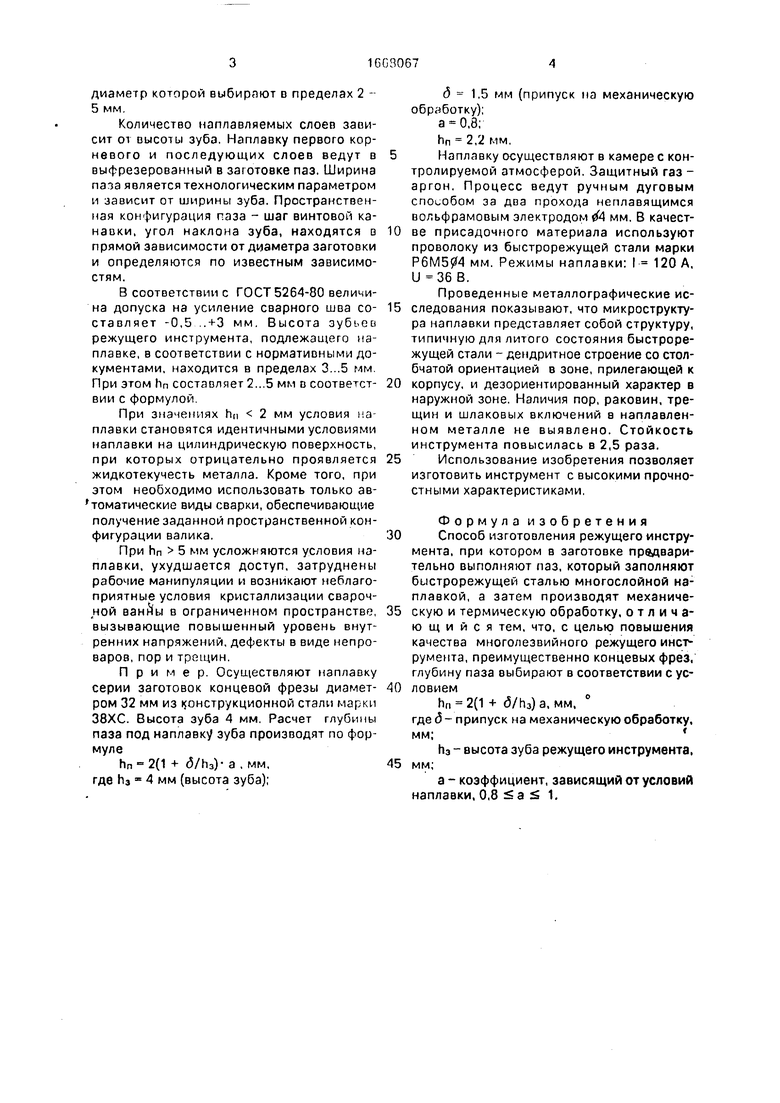
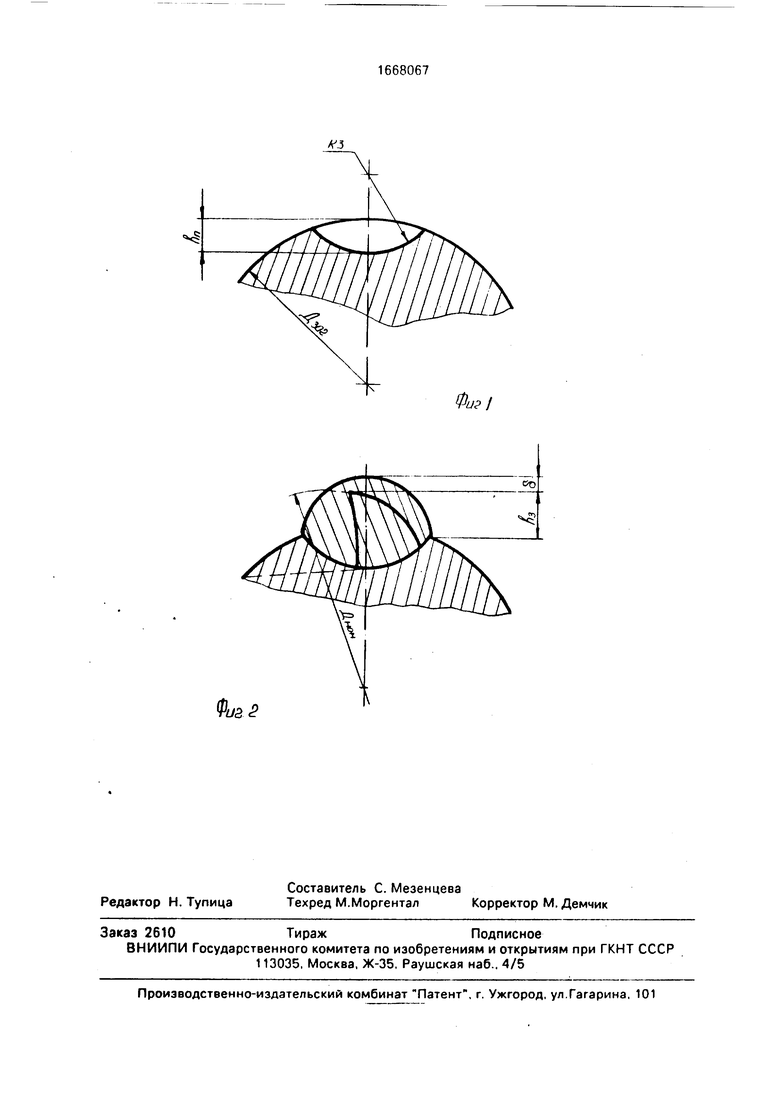
На фиг. 1. показан паз под наплавку на двухэубой концевой фрезе; на фиг.2 - наплавленный валик и зуб режущего инструмента.
Способ изготовления режущего инструмента состоит в том, что на заготовке выфрезеровыаают лаз глубиной hn, в паз наплавляют валики быстрорежущей сталью, а затем механической обработкой получают зуб, при этом глубину паза рассчитывают из условия
hn-2(1 5/h3)- а, мм, где д - припуск на механическую обработку, мм;
h3 - высота зуба, мм;
а - коэффициент, зависящий от условий наплавки, 0,8 а 1.
Способ обеспечивает повышение прочностных характеристик инструмента за счет улучшения условий формирования как основного корневого, так и последующих наплавляемых слоев и увеличения площади соединения. Предварительно выполненный на заготовке паз возможность визуальной ориентации ведения процесса наплавки при ручном, полуавтоматическом или автоматическом способах сварки.
Заготовку изготавливают из марок конструкционной стали (ЗОХС, ЗОХГСА и др.). наплавку осуществляют в среде инертного газа плавящимся или неплавящимся электродами или в установках с контролируемой атмосферой. В качестве присадочного материала используется проволока из быстрорежущей стали (Р18, Р6М5 и др.),
О
о
00
о
О VJ
иаметр которой выбирают в пределах 2 - мм.
Количество наплавляемых слоев завиит от высоты зуба. Наплавку первого корневого и последующих слоев ведут в выфрезерованный в заготовке паз. Ширина паоа является технологическим параметром и зависит от ширины зуба. Пространственная конфигурация газа - шаг винтовой канавки, угол наклона зуба, находятся в прямой зависимости от диаметра заготовки и определяются по известным зависимостям.
В соответствии с ГОСТ 5264-80 величина допуска на усиление сварного шва составляет -0,5 ..+3 мм. Высота зубьев режущего инструмента, подлежащего наплавке, в соответствии с нормативными документами, находится в пределах 3...5 мм. При этом hn составляет 2...5 мм о соответствии с формулой.
При значениях hn 2 мм условия наплавки становятся идентичными условиями наплавки на цилиндрическую поверхность, при которых отрицательно проявляется жидкотекучесть металла. Кроме того, при этом необходимо использовать только ав- тематические виды сварки, обеспечивающие получение заданной пространственной конфигурации валика.
При hn 5 мм усложняются условия наплавки, ухудшается доступ, затруднены рабочие манипуляции и возникают неблагоприятные условия кристаллизации свароч- ной ванйы в ограниченном пространстве, вызывающие повышенный уровень внутренних напряжений, дефекты в виде непро- варов, пор и трещин.
Пример. Осуществляют наплавку серии заготовок концевой фрезы диаметром 32 мм из конструкционной стали марки 38ХС. Высота зуба 4 мм. Расчет глубины паза под наплавку зуба производят по формуле
hn 2(1 + (5/h3)- a , мм, где пэ 4 мм (высота зуба);
д 1.5 мм (припуск на механическую обработку); а 0,8; hn 2,2 мм.
Наплавку осуществляют в камере с контролируемой атмосферой. Защитный газ - аргон. Процесс ведут ручным дуговым способом за два прохода неплавящимся вольфрамовым электродом 04 мм. В качестве присадочного материала используют проволоку из быстрорежущей стали марки Р6М504 мм. Режимы наплавки: I 120 А, U 36 В.
Проведенные металлографические исследования показывают, что микроструктура наплавки представляет собой структуру, типичную для литого состояния быстрорежущей стали - дендритное строение со столбчатой ориентацией в зоне, прилегающей к
корпусу, и дезориентированный характер в наружной зоне. Наличия пор, раковин, трещин и шлаковых включений в наплавленном металле не выявлено. Стойкость инструмента повысилась в 2,5 раза.
Использование изобретения позволяет изготовить инструмент с высокими прочностными характеристиками.
Формула изобретения Способ изготовления режущего инструмента, при котором в заготовке предварительно выполняют паз, который заполняют быстрорежущей сталью многослойной наплавкой, а затем производят механиче- скую и термическую обработку, отличающийся тем, что, с целью повышения качества многолезвийного режущего инструмента, преимущественно концевых фрез, глубину паза выбирают в соответствии с ус- ловием
hn 2(1 + (5/h3)a, мм, ° где д - припуск на механическую обработку, мм;
ha - высота зуба режущего инструмента, мм;
а - коэффициент, зависящий от условий наплавки, 0,8 а 5 1.
Фиг 2
| Способ изготовления режущего инструмента | 1974 |
|
SU552156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
