(54) УСТРОЙСТВО ДЛЯ СБОРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Многопозиционный автомат для сборки узла | 1981 |
|
SU921763A1 |
| Устройство для установки клемм в гнезда колодки | 1982 |
|
SU1050025A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Автоматическая сборочная линия спутникового типа | 1984 |
|
SU1359095A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Устройство для сборки и подрезки анкерных гаек | 1976 |
|
SU573313A1 |
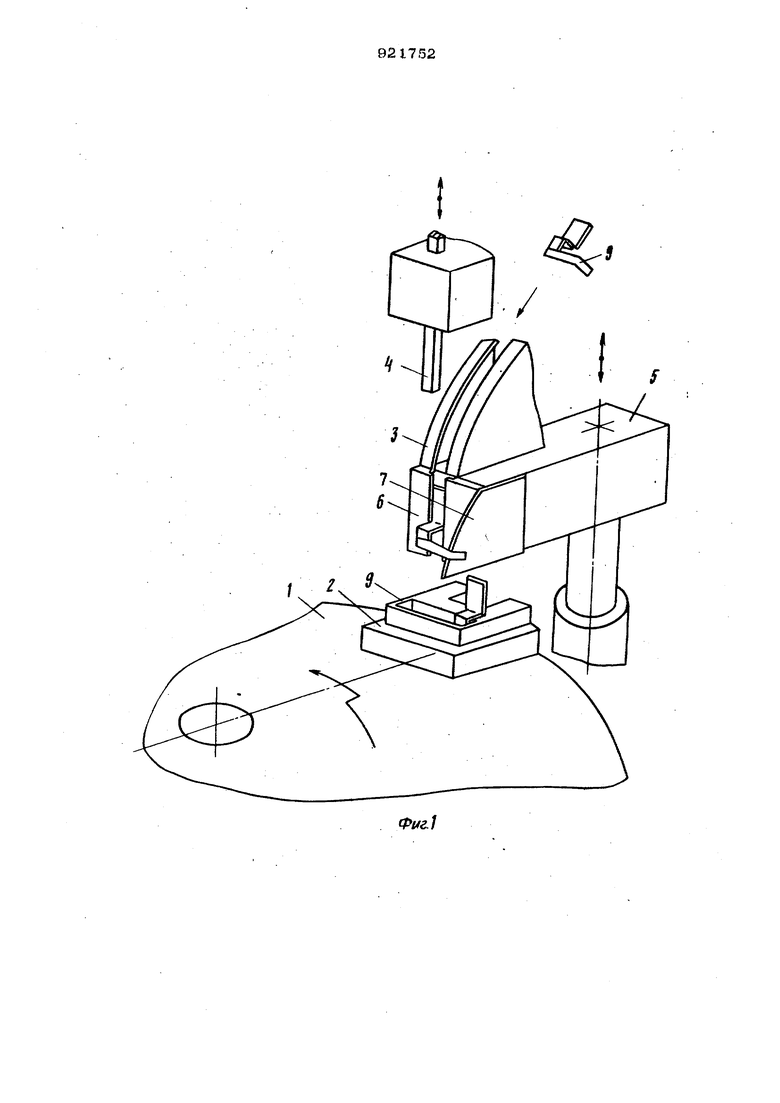
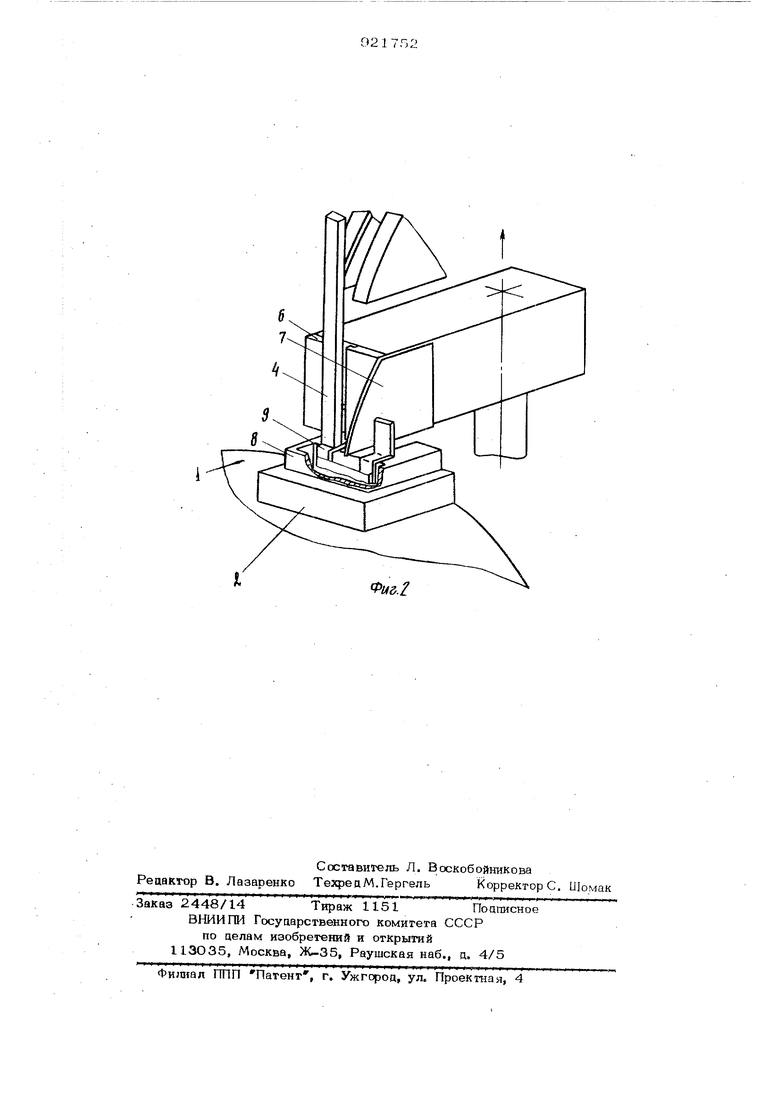
Изобретение относится к гриборостроешпо и фименяется аля сборкк колоцки тер морегулятфа с авумя клеммами. Известно устройство для сборки, содер жащее, механизмы подачи собираемых дета лей, много позиционный поворотный стол с механизмами фиксации базовой детали и сборочную головку с механизмом установки комплектуемой детали на базовую, выполненным в виде подвижного толкателя и направляющей планки с элементом фиксации комплектуемой стали l. Недостатком известного устройства является его ненадежность в работе в случае сборки деталей с уфугнм отогнутым концом. Цель изобретения - повышение надежности работы устройства. Поставленная цель достигается тем, что элемент фиксации комплектуемой n® тали выполнен в виде копира, установленного на пути перемещения квк плектуемой оетали с возможностью взаимодействия с ее отогнутым упругим концом и закре ленного на боковой стфоне направляющей планки устройства так,что его рабочая поверхность плавно выступает в направлении установки комплектуемой детали над лицевой стороной упомянутой направляющей планки и оканчивается в зоне установки комплектуемой детали. На фиг. 1 показан общий вид предлагаемого уртройс1ва в изометрии;на фиг.2механизм установки клеммы в колодку терморегулятора в изометрии. Устройство состоит из многопозиционного повфотного стола I, механизма 2 фиксации колодки, механизма 3 подачи клеммы, механизма установки комплектуемой детали на базовую, состоящую из толкателя 4, подвижного гнезда 5 с направляклцей планкой 6 и копира 7. Устройство работает следующим образом, Колодка 8 (базовая деталь) устанавливается в механизм фиксации поворотного стола 1 и подается поворотом последнего под подвижное пюздо 5, в кото- рое гюсгупает комплектуемая деталь клемма 9 из механизма 3 подачи. Поовижное гнездо 5 опускается по соприкосновения с колодкой 8, после чего толкатель 4, опускаясь, перемешает в на правлятощей планке 6 клемму 9, причем кошф 7 плавно отводит отогнутый упругий элемент клеммы 9, Под действием толкателя 4 клемма 9 устанавливается по фиксирующим поверхностям копира 7 и колодки 8 в гнез до колодки. Затем последовательно отво11ятся подвижное гнездо 5 и толкатель 4 . Собранный на поворотнсЖ столе I комплект деталей передается на следуюшие позиции устройства, где происходит закрепление полученной сборочной единицы. Изобретение позволяет автоматизировать Технологическую операцию сборки упругих деталей, повысить производитель ность труда и снизить производственные затраты. Формула изобретения Устройство для сборки базовой детал с комплектуемой, например колодки терм рогулятфа с клеммой, содержащее механизмы поаачи собираемых деталей, многокомпозицио1шый поворотный стол с механизмами фиксации базовой аетали и сборочную головку с механизмом установки комплектуемой детали на базовую, выполненным в виде подвижного толкателя и направлятсяцей планки с элементом фиксации комплектуемой детали, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности, сборки деталей с упругим отогнутым концом, элемент фиксации комплектуемой детали выполнен в виде копира, установленного на пути перемещения комплектуемой детали с возможностью взаимодействия с ее отогнутым упругим Концом и закрепленного на боковой сторс/ле направляющей планки устройства так, что его рабочая поверхность плавно выступает в направлении установки комплектуемой детали над лицевой стороной упомянутой направляющей планки и оканчивается в зоне установки комплектуемой детали. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 435913, кл. В 23 Р 19/00, 19 I.
