(54) УСТРОЙСТВО ДЛЯ ОРИЕНТл ЦИИ И ПОДАЧИ ПЛОСКИХ ДЕТАЛЕЙ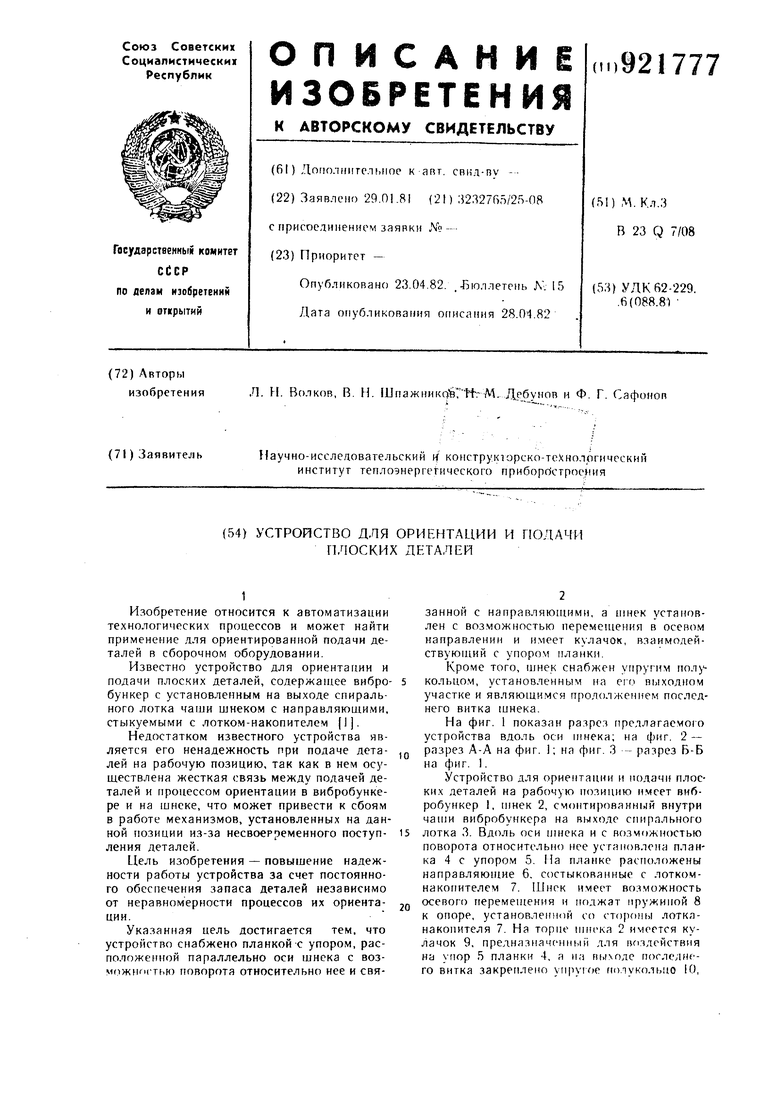
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОРИЕНТИРОВАНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 1973 |
|
SU379365A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1525963A1 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| Вибробункер | 1982 |
|
SU1039686A1 |
| Устройство для ориентированной загрузки деталей в съемную кассету | 1986 |
|
SU1342672A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1412025A2 |
| УСТРОЙСТВО для НАБОРА ДЕТАЛЕЙ С ОТВЕРСТИЯМИ НА СТЕРЖНИ | 1971 |
|
SU311611A1 |
1
Изобретение относится к автоматизации технологических процессов и может найти применение для ориентированной подачи деталей в сборочном оборудовании.
Известно устройство для ориентации и подачи плоских деталей, содержащее вибробункер с установленным на выходе спирального лотка чаши шнеком с направляющими, стыкуемы 1и с лотком-накопителем 1.
Недостатком известного устройства является его ненадежность при подаче деталей на рабочую позицию, так как в нем осуществлена жесткая связь между подачей деталей и процессом ориентации в вибробункере и на шнеке, что может привести к сбоям в работе механизмов, установленных на данной позиции из-за несвоерременного поступления деталей.
Цель изобретения - повышение надежности работы устройства за счет постоянного обеспечения запаса деталей независимо от неравномерности процессов их ориентации.
Указанная цель достигается тем. что устройство снабжено планкой с упором, расположенной параллельно оси шнека с возможнпстьн) поворота относительно нее и связанной с направляющими, а шнек установлен с возможностью перемещения в осевом направлении и и.меет кулачок, взаимодействующий с упором планки.
Кроме того, шнек снабжен упругим полукольцом, установленным на eio выходном участке и являюшимся прололжением последнего витка шнека.
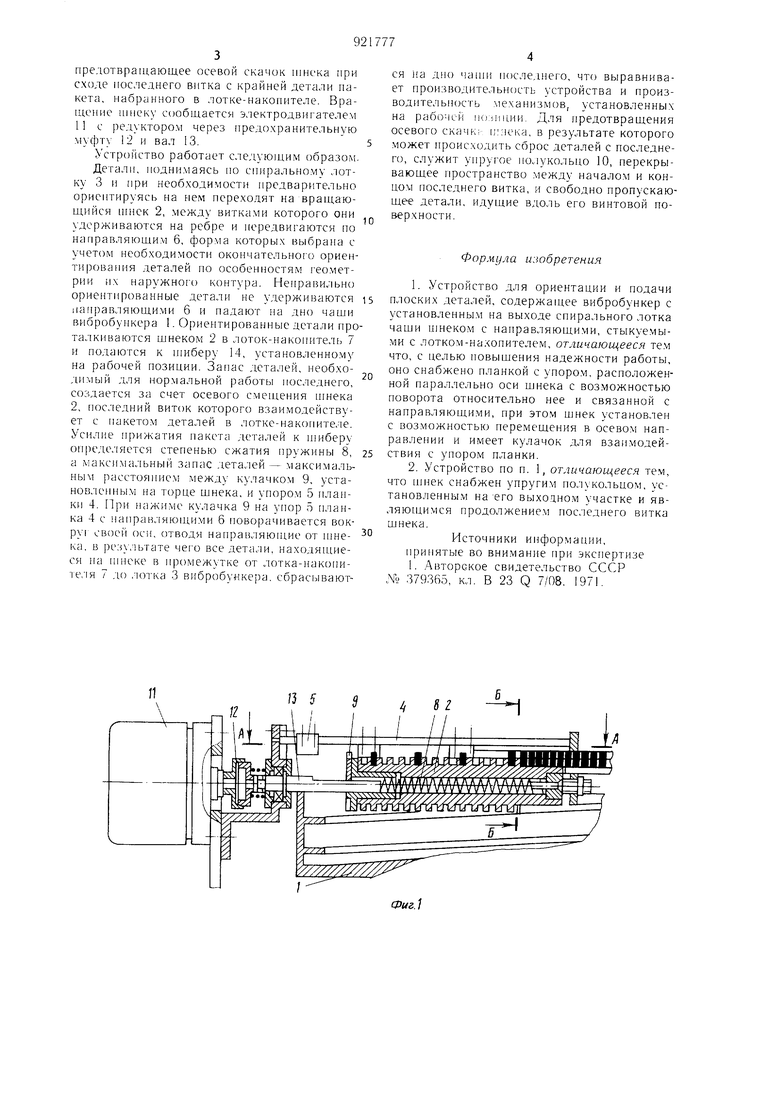
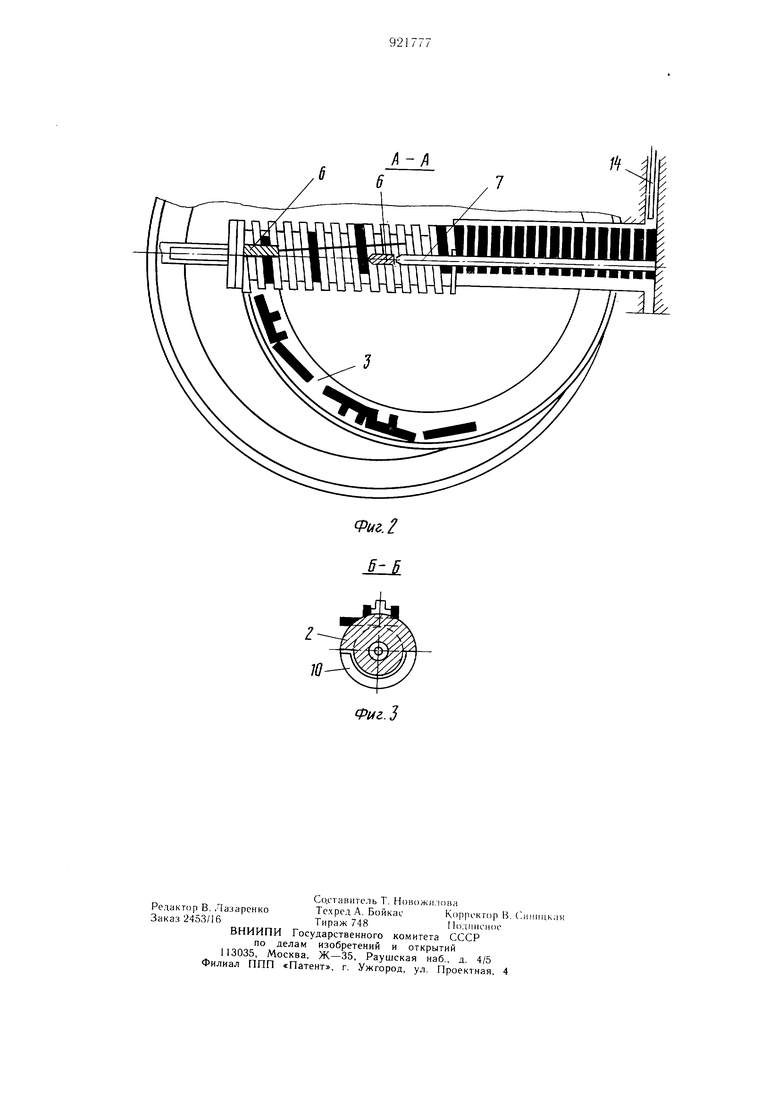
На фиг. 1 показан разрез предлагаемою устройства вдоль оси п нека; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б
10 на фиг. 1.
Устройство для ориентации и подачи плоских деталей на рабочую позицию и.меет вибробункер I, шнек 2, смонтированный внутри чаши вибробункера на выходе спирального лотка 3. Вдоль оси шнека н с возможностью
15 поворота относительно нее установлена планка 4 с упором 5. Па планке расположены направляющие 6. состыкованные с лоткомнакопителем 7. IIJHCK имеет возможность ,,, осевого ггеремешения и поджат пружиной 8 к опоре, установленной со стороне 1 лотканакопителя 7. На торпе шнека 2 имеется кулачок 9, прелнлзначснмый для воздействия на упор 5 планки 4, а на выходе последнего витка закреплено ytipyioe гюлуколыю К), предотвращающее осевой скачок шнека при сходе последнего вптка с крайней детали пакета, набранного в лотке-накопнтеле. Вращение шнеку сообщаетея электродвигателем 11 с ред ктором через предохранительную муфту 12 и вал 13. Устройство работает следующим образом. Детали, иодни.маяеь по спирально.му лотку 3 и при необходимости иредварительно ориентируясь на нем переходят на вращающпйся шнек 2, между витками которого они удерживаются на ребре и нередвигаются по наиравляющи.м 6, форма которых выбрана с учетом необходимости окончательного ориентирования деталей ио особенностям гео.метрии их наружного контура. Неправильно ориентированные детали не удерживаются нанравляющи.ми 6 и падают на дно чаши вибробункера 1. Ориентированные детали про талкиваются щнеком 2 в лоток-накопитель 7 и подаются к ишберу 14, установленному на рабочей позиции. Занас деталей, необходимый для нормальной работы иоследнего, создается за счет осевого смещения ишека 2, последний виток которого взаимодействует с пакетом деталей в лотке-накопителе. Усилие нрижатия пакета деталей к И1иберу on редел яетея степенью сжатия пружины 8, а максима.тьный запас деталей - максимальным расстоянием между кулачком 9, установленным на торце щнека, и упоро.м 5 илаикп 4. При нажи.ме кулачка 9 на упор 5 |ланка 4 с ,1яющими 6 поворачивается вокpyi своей оси, отводя наг1ра ляю1цие от ншека. в результате чего все дета;1и, находящиеся на П1неке в иромежутке от лотка-нако1Ште,1я 7 .то лотка 3 вибробу«ке)а. сбрасывают/3 5 ся на дно чаши последнего, что выравнивает производительность устройства и производительпость механизмов, установленных на рабочей 1()::.|1ции. Для нредотвращения осевого скачк; п.нека, в результате которого может происходить сброс деталей с последнего, служит уиругое ио.тукольцо 10, перекрывающее пространство между началом и концом последнего витка, и свободно пропускающее детали, идущие вдоль его винтовой поверхности. Формула изобретения 1.Устройство для ориентации и подачи плоских деталей, содержап,ее вибробункер с установленным на выходе спирального лотка чащи шнеком с направляющими, стыкуемыми с лотком-нахопителем, отличающееся те.м что, с целью повышения надежности работы, оно снабжено планкой с уиоро.м, расположенной параллельно оси шнека с возможностью поворота относительно нее и связанной с направляющими, при этом шнек установлен с возможностью перемещения в осевом направлении и имеет кулачок для взаимодействия с упором планки. 2.Устройство по п. 1, отличающееся тем, что щпек снабжен упругим полукольцом, установленны.м на его выходном участке и являюпдимся продолжение.м поеледнего витка шнека. Источники информации, принятые во вни.мание при экспертизе 1. .Авторское свидетельство СССР ,NO 379365, кл. В 23 Q 7/08. 1971. 9 /1Фиг.З /I
