1342672
H jdopeTciine (vniocincn к пптомати- зации техиологичес их процессов в
машиносугроснии и может быть применено при ориентации и заг рутке в кассету плоских деталей.
Цель изиГм етепия - повьи сниц на- лежности работы путем обоспеченпя ориентап.Ш плоских фигурных деталей.
На iljnr.l изображепо устройство, обши вид; }ia . 2 - разрез А-Л на kljnr.l; па фиг.З - разрез Б-Б на фиг . 2 ; ||)иг . - разрез В-В на фиг.2; на фиг .5 - разрез Д-Д на фиг. 4; на фиг.6 - вид Г на фиг.З; на фиг.7 - узел I на фиг.2; на фиг.8-11 - схе- 1 :1 орпептпроиал лл деталей из различных no. io/xeiiiH i.
ycTi)OJic гво содержит вибробункер 1 С(1 спиг альным лотком 2, сопрягага- цпмся своим подающим лотком 3 с контрольной площадкой А, в трафарете 5 которой установлены фотоэлектриче- Дач чикп 6-11 для распознавания положения летале; 12. На раме 13 уст 1).м1стна уста}1овлены и.злучатель 14, 1.к;поло;кен ь .11 над контрольной пло- и .чд.кой 4 и представляииций собою обы- ч H))Ui светильник с лампой накалива- ПИЯ, а Tai;)i;e noi) i a-nbnbu i Mainin s nji- I op 15, состоящий из модуля горизонтального перемещения 16, поворот1гО го модуля 17, моду.пя 18 вертикального 11еремс1це1П1я 18 и руки 19, схват 20 KoTopofi при втянутой располагается под осью поворота манипулятора 15 и одновременно над паклон- niiLM промежуточным JIOTIUJM 21 , сопря- ,же1И{ым с входным каналом 22 корпуса 23 механизма заполнения ,ассеты. На1сло)1ный промежуточный лоток 21
правую 24
и левую 25 рабочие
имеет
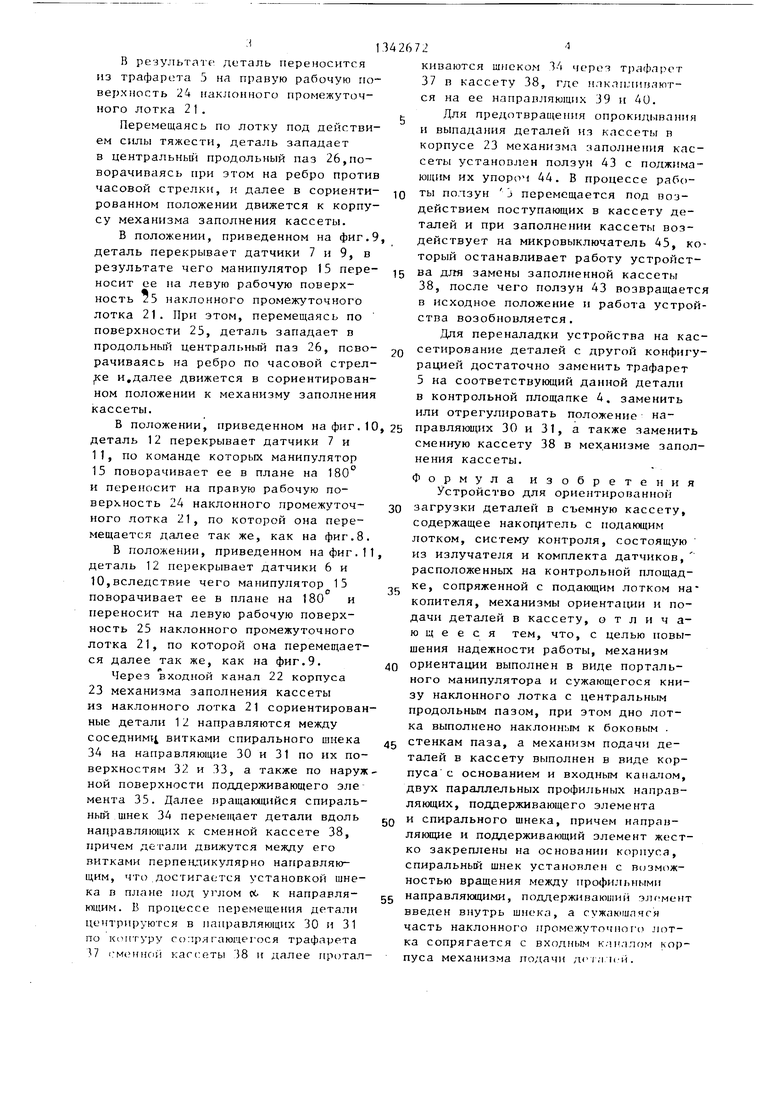
поперхности, -1ежд,у которыми расположен дентральньп продольный паа 26 лирино, }1есколько превьпиаклпей толщину деталей, причем рабоч е поверхности 24 и 25 лотка ь аклонены к пазу 26, сопрягаются но радиусу с его боковыми стенками и ограничены по краю буртиками 27 и 28. Корпус 23 механизма заполнения кассеты содерж1гг основание 29, на котором установлены паправля1011Д1е 30 и 31, П1)офильнь е поверхности 32 и 33 которых расположены в одной плоскости с дном продольного центрального паза 26 наклонного лотка 21, закрепленного нерпендикулярно направляющим. Между направляющими 30 и 31,
2
под углом (У.. к ним, ра}И1Ым углу наклона ви11товой линии спирали, в
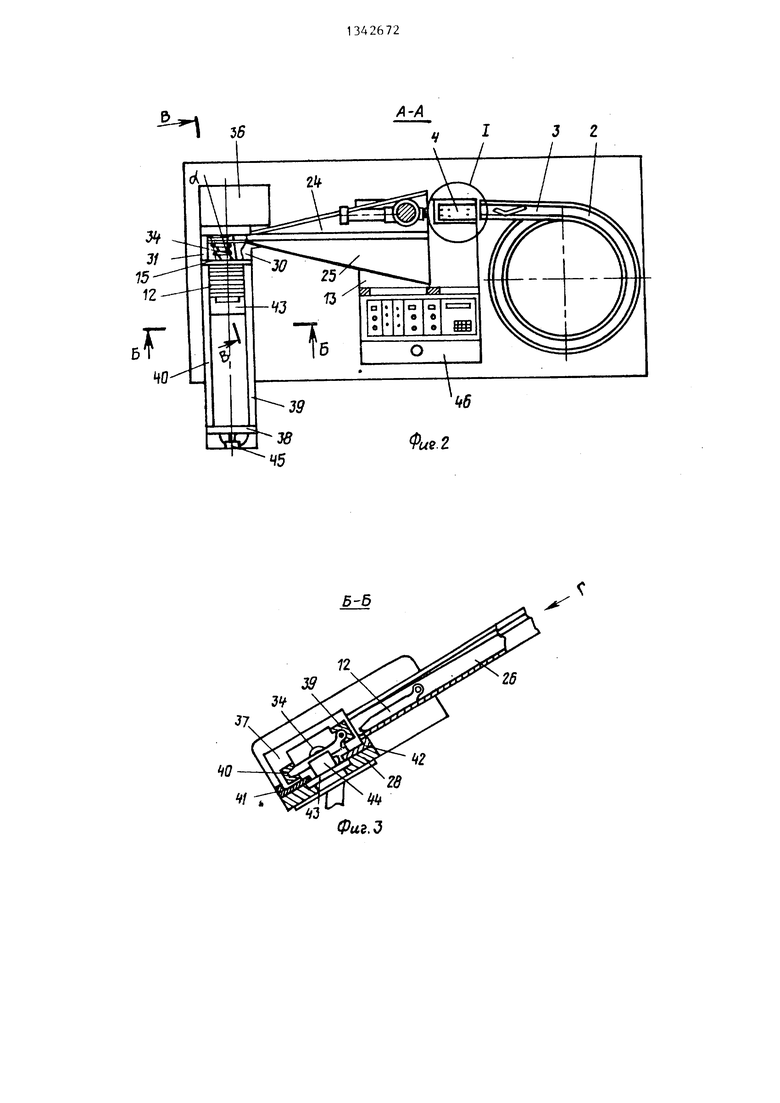
корпусе 23 установлен сниральный шнек 34, внутри которого в плоскости по
верхностей 31 и 32 направляющих расположен поддерживающий э;п.мент 35, закреплепный па с снованип 29, при этом привод спирального iiineica располагается 1з коробке 36. С нрофШ1ем понерхностей 32 и 33 направляющих 30 п 31 сопрягается трафарет 37 сменной кассеты 38, пмеющей направляющие 39 и .40 и установленной в поса
дочных гнездах планок 41 и 42, за- крепленпых на основа} ии 29 и образующих с его поверхностью пазы, в ко- Topiiix перемеи;ается ползун 43 с упором 44, взапмодействующпй при заполнении кассеты с микровыключателем 45, установленным на основании 29. В раме 13 расположен пульт 46 управления .
Устройство работает следующим
образом.
Детали 12 по спиральному лотку 2 и подающему лотку 3 систематизированным однослойным потоком подаются
113 вибробуч кера 1 в трафарет 5 контрольной площадки 4. При этом деталь 12, Б зависимости ov ориентации, перекрывает своей поверхност1,ю определенную комбпнацию фотоэлектрических
датчиков 6-11, что является командой пульту 46 управлеьн Я на D Jгючeн :e соответствующей нрограммы перемещений манинулято45у 15. Так, напрпмер, для определения положения детали
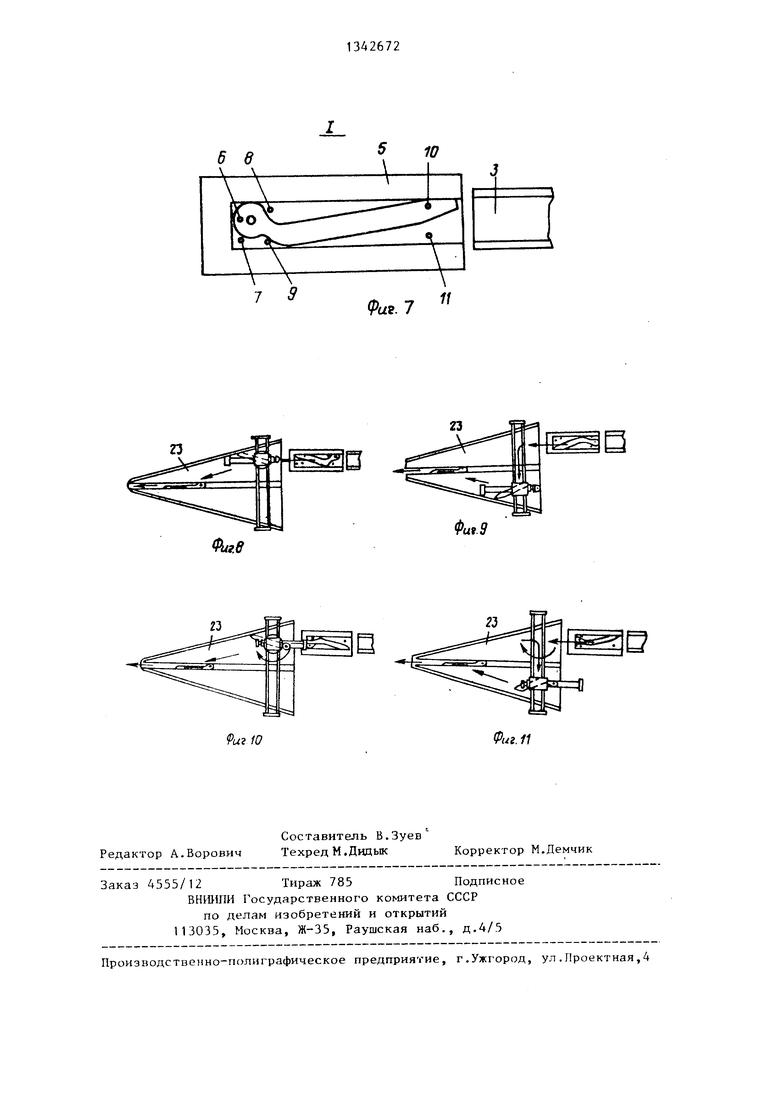
12 с нриведенной конфигурацией в трафарете 5 достаточно установить шесть фотоэлектрических датчиков, которые распололшны в комбинации, нриведен- ной на фиг.7.
При этом датчики 6 и 7 служат для контроля наличия детали в т зафарете, а датчики 8-11 - для распознавания ее положения. 3 дапном случае деталь 12 может подаваться из вибробункера
в четырех различных устойчивы;-: положениях, которые п 5ИБедены на фиг.8 - П. Так, при поступлении детали 12 в трафарет 5 в положе)Н1Й, прпведенном на фиг.8,ею перекрываются датчики 6 и 8, что является командой пульту 46 управления на включение манипулятору 15 программы, при которой работают модуль 18 вертикального перемещения и рука 19.
В результате деталь переносится из трафарета 5 на правую рабочую поверхность 24 наклонного промежуточного лотка 2 1 .
Перемещаясь по лотку под действием силы тяжести, деталь западает в центральньш продольный паз 26,поворачиваясь при этом на ребро против часовой стрелки, и далее в сориентированном положении движется к корпусу механизма заполнения кассеты.
В положении, приведенном на фиг.9 деталь перекрывает датчики 7 и 9, в результате чего манипулятор 15 переносит ее на левую рабочую поверхность 25 наклонного промежуточного лотка 21. При этом, перемещаясь по поверхности 25, деталь западает в продольный центральный паз 26, поворачиваясь на ребро по часовой стрел- и,далее движется в сориентированном положении к механизму заполнения кассеты.
В положении, приведенном на фиг.10, 25 правляющих 30 и 31, а также заменить
деталь 12 перекрывает датчики 7 и 11, по команде которых манипулятор 15 поворачивает ее в плане на 180 и переносит на правую рабочую поверхность 24 наклонного промежуточного лотка 21, по которой она перемещается далее так же, как на фиг.8
В положении, приведенном на фиг.1 деталь 12 перекрывает датчики 6 и 10,вследствие чего манипулятор 15 поворачивает ее в плане на 180 и переносит на левую рабочую поверхность 25 наклонного промежуточного лотка 21, по которой она перемещается далее так же, как на фиг.9.
Через входной канал 22 корпуса 23 механизма заполнения кассеты из наклонного лотка 21 сориентированные детали 12 направляются между соседними витками спирального шнека 34 на направляющие 30 и 31 по их поверхностям 32 и 33, а также по наружной поверхности поддерживающего эле мента 35. Далее вращающийся спиральный шнек 34 перемещает детали вдоль направляющих к сменной кассете 38, причем детали движутся между его витками перпендикулярно направляющим, 4Tt) достигается установкой шнека в плане под углом рс к направляющим. В процессе перемещения детали центрируются в направляющих 30 и 31 по контуру сопрягающег ося трафарета 7 (:м(М{НГ1Й кассеты 38 и далее проталкиваются шноком 37 в кассету 38,
34 через тра()лрет где нлклгишв.чют- ся на ее направляющих 39 и 40. Для предотвращения опрокидывания И выпадания деталей из кассеты в корпусе 23 механизма заполнения кассеты установлен ползун 43 с поджимающим их упором 44. В процессе работы ползун j перемещается под воздействием поступающих в кассету деталей и при заполнении кассеты воздействует на микровыключатель 45, который останавливает работу устройства для замены заполненной кассеты
38, после чего ползун 43 возвращается в исходное положение и работа устройства возобновляется.
Для переналадки устройства на кассетирование деталей с другой конфигурацией достаточно заменить трафарет 5 на соответствующий данной детали в контрольной площапке 4, заменить или отрегулировать положение насменную кассету 38 в механизме заполнения кассеты.
Формула изобретения
Устройство для ориентированной загрузки деталей в съемную кассету, содержащее накоп 1тель с подающим лотком, систему контроля, состоящую из излучателя и комплекта датчиков, расположенных на контрольной площад- ке, сопряженной с подающим лотком на копителя, механизмы ориентации и подачи деталей в кассету, отличающееся тем, что, с целью повышения надежности работы, механизм ориентации выполнен в виде портального манипулятора и сужающегося книзу наклонного лотка с центральным продольным пазом, при этом дно лотка выполнено наклонным к боковым . стенкам паза, а механизм подачи деталей в кассету выполнен в виде корпуса с основанием и входным каналом, двух параллельных профильных направляющих, поддерживающего элемента и спирального шнека, причем направляющие и поддерживающий элемент жестко закреплены на основании корпуса, спиральный шнек установлен с В(;змож- ностью вращения между профильными направляющими, поддерживаюи1Ий эломент введен внутрь щнока, а сужаюшлчгя часть наклонного промежуточмог о пот- ка сопрягается с входным к,чн, 1лг)м корпуса механизма гтодачи дггл.П й.
А-А
Фие.2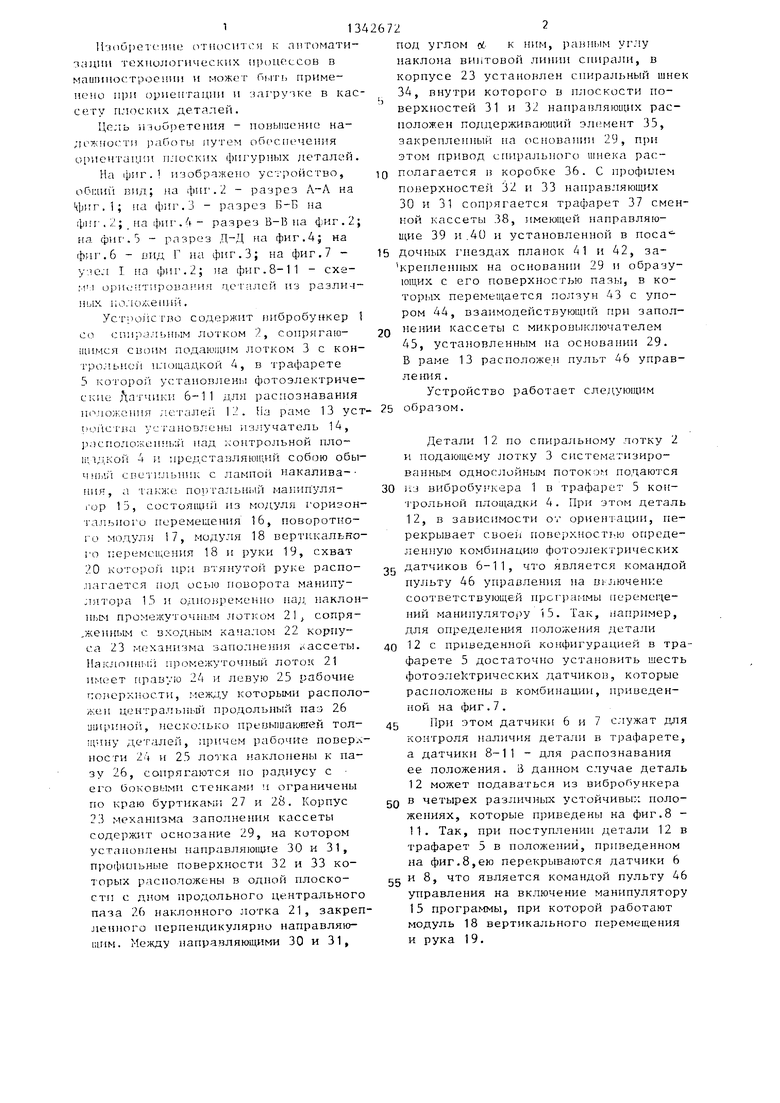
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Устройство для кассетирования плоских деталей | 1986 |
|
SU1348139A1 |
| Устройство для сортировки и кассетирования миниатюрных деталей | 1980 |
|
SU912308A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для подбора пар радиоэлементов, преимущественно конденсаторов и резисторов | 1986 |
|
SU1522440A1 |
| Устройство для ориентации плоских деталей | 1984 |
|
SU1202795A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и может быть применено при ориентации и загрузке плоских деталей в кассету. Целью изобретения является повышение надежности ориентации плоских фигурных деталей. Для этого в устройстве плоские детали из вибробункера 1 перемещаются на контролы ю площадку 4, сопряженную с подающим лотком 3 бункера. С помощью фотоэлектрических датчиков и излучателя 14 контролируется положение V детали и формируется соответствующая команда портальному манипулятору 15. В зависимости от положения детали на контрольной площадке манипулятор схватом 20 снимает деталь 4 и производит переориентацию деталей. После этого рука 19 манипулятора возвращается в исходное положение и деталь сбрасывается на дно промежуточного наклонного суживающегося к нему лотка 21, имеющего центральный продольный паз. По дну лотка, выполненному наклонным к боковым стенкам паза, сориентированная деталь под действием силы тяжести попадает в паз и затем во входной канал корпуса 23 механизма заполнения кассеты, где помещается между витками спирального щнека, вращающегося между двумя профильными параллельными направляющими. Под действием шнека деталь, опирающаяся на профилированные поверхно сти направляющих и дополнительно введенный поддерживающий элемент, подается в кассету. 11 ил. / Jс (Л со 4 N3 СП to Uft
Б-6
41
аг.
26
42
29
35
42
ФизМ
Л-Д
21
29
J5
Фиг.
ВидГ
Фиг.6
Рае. 7
Z3
Z3
Фи9.9
Риг 10
Редактор А.Ворович
Составитель В.Зуев
Техред М.ДидыкКорректор М.Демчик
Заказ 4555/12 Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
.
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг. 11
| Устройство для автоматической ориентации деталей | 1982 |
|
SU1147549A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
