(5) ИНСТРУМЕНТ ДЛЯ ПРАВКИ АБРАЗИВНЫХ КРУГОВ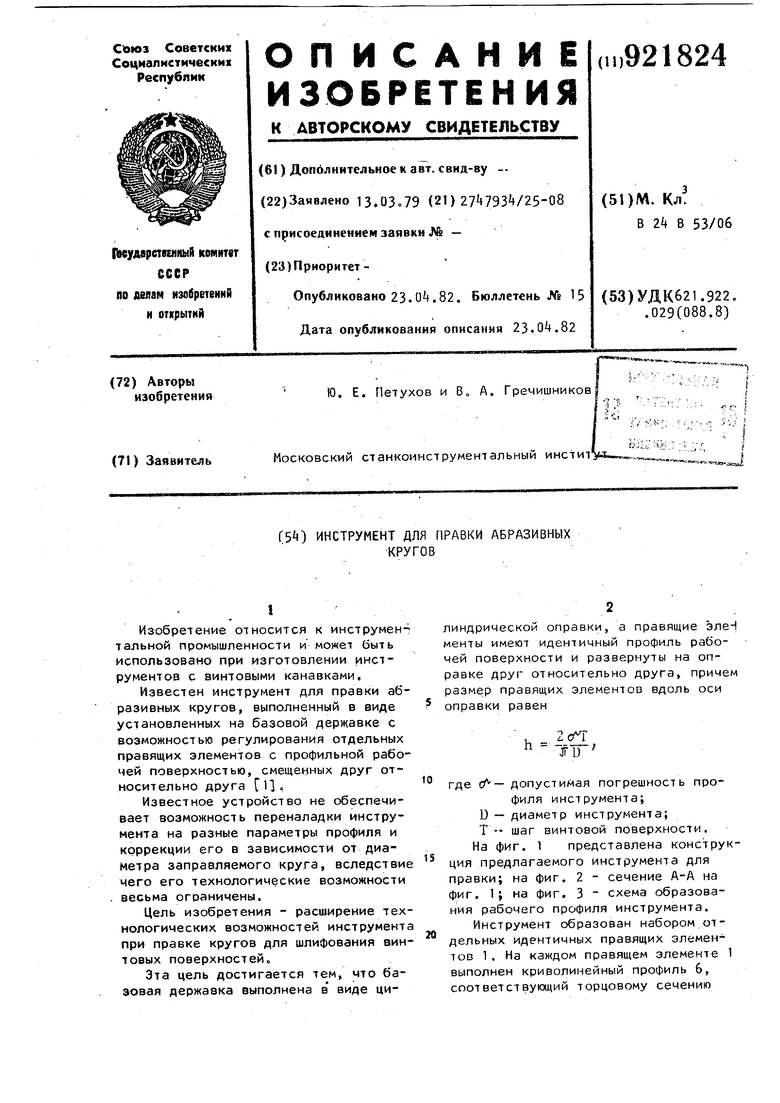
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Инструмент для правки абразивных кругов | 1990 |
|
SU1750937A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1996 |
|
RU2122933C1 |
| Устройство для обработки шариков | 1978 |
|
SU831560A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
1
Изобретение относится к инструмен- тальной промышленности и может быть использовано при изготовлении инструментов с винтовыми канавками.
Известен инструмент для правки абразивных кругов, выполненный в виде установленных на базовой державке с возможностью регулирования отдельных правящих элементов с профильной рабочей поверхностью, смещенных друг относительно друга ГП,
Известное устройство не обеспечивает возможность переналадки инструмента на разные параметры профиля и коррекции его в зависимости от диаметра заправляемого круга, вследствие чего его технологические возможности весьма ограничены.
Цель изобретения - расширение технологических возможностей инструмента при правке кругов для шлифования винтовых поверхностей о
Эта цель достигается тем, что базовая державка выполнена в виде цилиндрической оправки, а правящие элеН менты имеют идентичный профиль рабочей поверхности и развернуты на оправке друг относительно друга, причем размер правящих элементов вдоль оси оправки равен
U 2сЛТ П - -J.-JJ-;
to
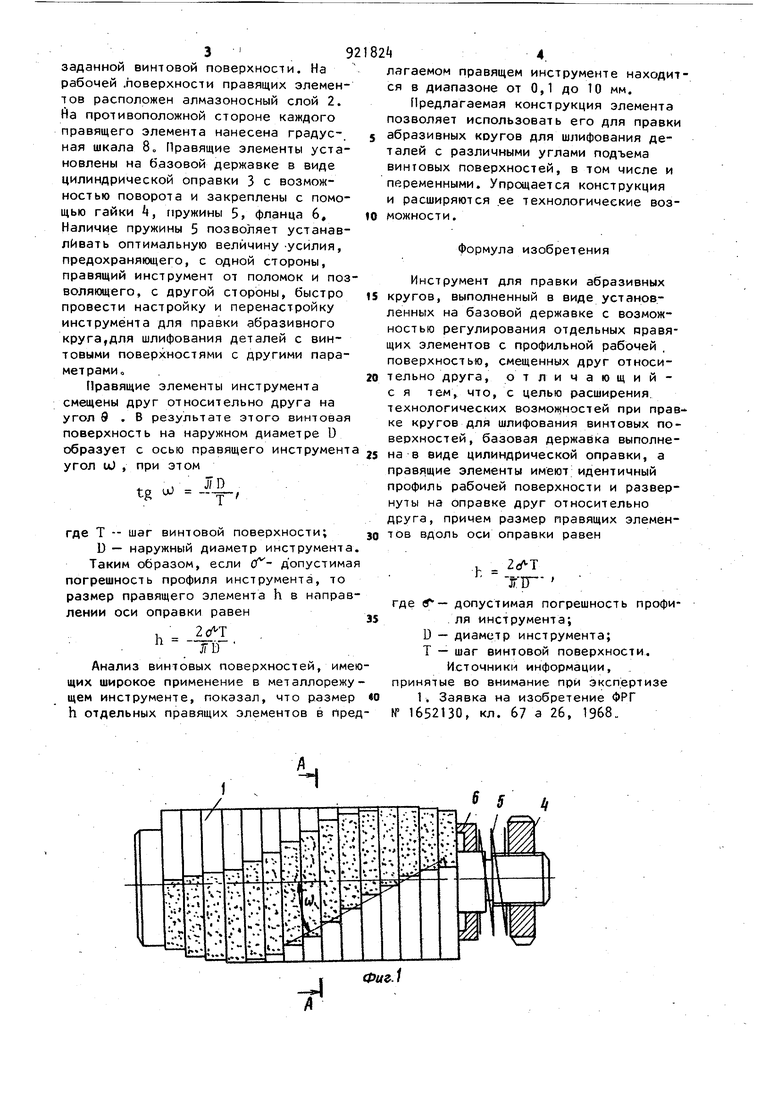
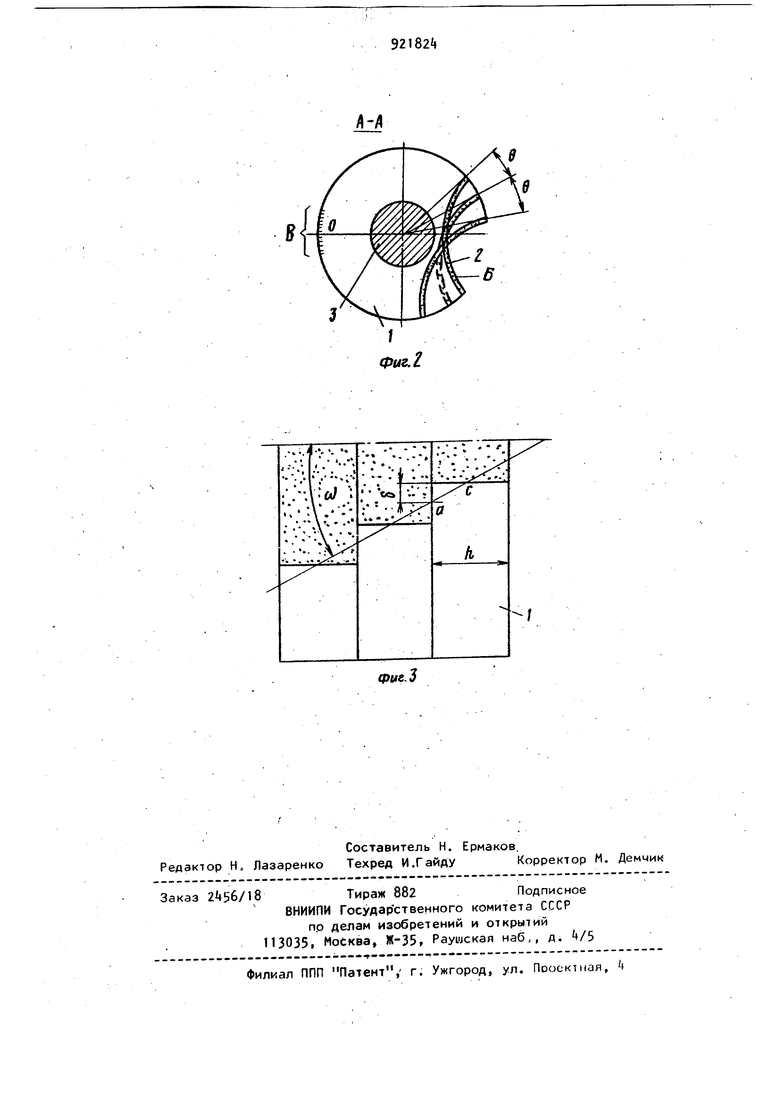
где (-допустимая погрешность профиля инструмента; D - диаметр инструмента; Т шаг винтовой поверхности. На фиг. 1 представлена конструк15ция предлагаемого инструмента для правки; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - схема образования рабочего профиля инструмента.
Инструмент образован набором от20дельных идентичных правящих элементов 1. На каждом правящем элементе 1 выполнен криволинейный профиль 6, соответствующий торцовому сечению заданной винтовой поверхности. На рабочей .поверхности правящих элементов расположен алмазоносный слой 2. Из противоположной стороне каждого правящего элемента нанесена градусная шкала 8о Правящие элементы установлены на базовой державке в виде цилиндрической оправки 3 с возможностью поворота и закреплены с помощью гайки , пружины 5, фланца 6, Наличие пружины 5 позволяет устанавливать оптимальную величину-усилия, предохраняющего, с одной стороны, правящий инструмент от поломок и поз воляющего, с другой стороны, быстро провести настройку и перенастройку инструмента для правки абразивного круга,для шлифования деталей с винтовыми поверхностями с другими парамет рами о Г1равящие элементы инструмента смещены друг относительно друга на угол 9 . В результате этого винтовая поверхность на наружном диаметре U образует с осью правящего инструмент угол и) , при этом U) 1Л tg где Т -- шаг винтовой поверхности; и - наружный диаметр инструмента Таким образом, если допустима погрешность профиля инструмента, то размер правящего элемента h в направ лении оси оправки равен h.. Анализ винтовых поверхностей, им щих широкое применение в металлореж щем инструменте, показал, что разме h отдельных правящих элементов в пр 9 4. лагаемом правящем инструменте находится в диапазоне от 0,1 до 10 мм. Г1редлагаемая конструкция элемента позволяет использовать его для правки абразивных кругов для шлифования деталей с различными углами подъема винтовых поверхностей, в том числе и переменными. Упрощается конструкция и расширяются ее технологические возможности. формула изобретения Инструмент для правки абразивных кругов, выполненный в виде установленных на базовой державке с возможностью регулирования отдельных правящих элементов с профильной рабочей поверхностью, смещенных друг относительно друга, отличающийс я тем, что, с целью расширения технологических возможностей при правке кругов для шлифования винтовых поверхностей, базовая державка выполнена в виде цилиндрической оправки, а правящие элементы имеют идентичный профиль рабочей поверхности и развернуты на оправке друг относительно друга, примем размер правящих элемент ОБ вдоль оси оправки равен U 2(Т Т1Г где допустимая погрешность профиля инструмента; D - диаметр инструмента; Т - шаг винтовой поверхности. Источники информации, принятые во внимание при экспертизе 1. Заявка на изобретение ФРГ № 1652130, кл. 67 а 26, 1968.
т
Фие.1
Фиг, I
