(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ НА КЕРАМИЧЕСКОЙ СВЯЗКЕ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления абразивных кругов | 1987 |
|
SU1416313A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041818C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2034706C1 |
| Устройство для контроля и учета работы формовочного агрегата для производства абразивного инструмента | 1982 |
|
SU1067519A1 |
| Установка для изготовления шлифовальных кругов | 1987 |
|
SU1570902A1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |

I
Изобретение относится к агрегатам для производства абразивного инструмента и может найти применение на заводах, производящих абразивные круги и подобные им изделия на автоматических линиях.
Известно устройство для изготовления абразивного инструмента , содержащее пресс, выталкиватель, дозирующее приспособление и выталкийа-, тель изделия П.
Основным недостатком известн 2го устройства является необходимость ручной перестановки изделий на транспортное средство.
Наиболее близким по технической сущности к предлагаемой является установка для формования абразивных изделий на керамической связке, вклгочающпя загрузочное устройство, пресс, пуансон, закрепленный на ползуне, пресс-форму, установленную на приводной тележке, выталкиватель изделий из пресс-формы, съемник и механизм укладки изделий на транспортную плиту 2.
Недостатком известного устройства является низкая производительность.
Цель изобретения - повьшение производительности.
Поставленная цель достигается тем, что. в .установке для формования абразивных изделий на керамической
10 связке, включающей загрузочное устройство, пресс, пуансон, закрепленный на ползуне пресса, пресс-форму, установленную на приводной тележке, выталкиватель изделий из пресс-формы,
15 съемник и механизм укладки 1 зделий на транспортную плиту, съемник выполнен в виде закрепленной на пуансоне пористой кольцевой облицовки, а пуансон выполнен с каналами для
20 подвода вакуума к облицовке, при этом механизм укладки установлен с возможностью горизонтального перемещения и снабжен средством фиксации транспортной плиты под съемникоу.
В установке пористая облицовка может быть выполнена двухслойной, причем внутренний слой может иметь поры больших размеров, чем внешний, при этом последний может быть выполнен из абразивостойкого материала.
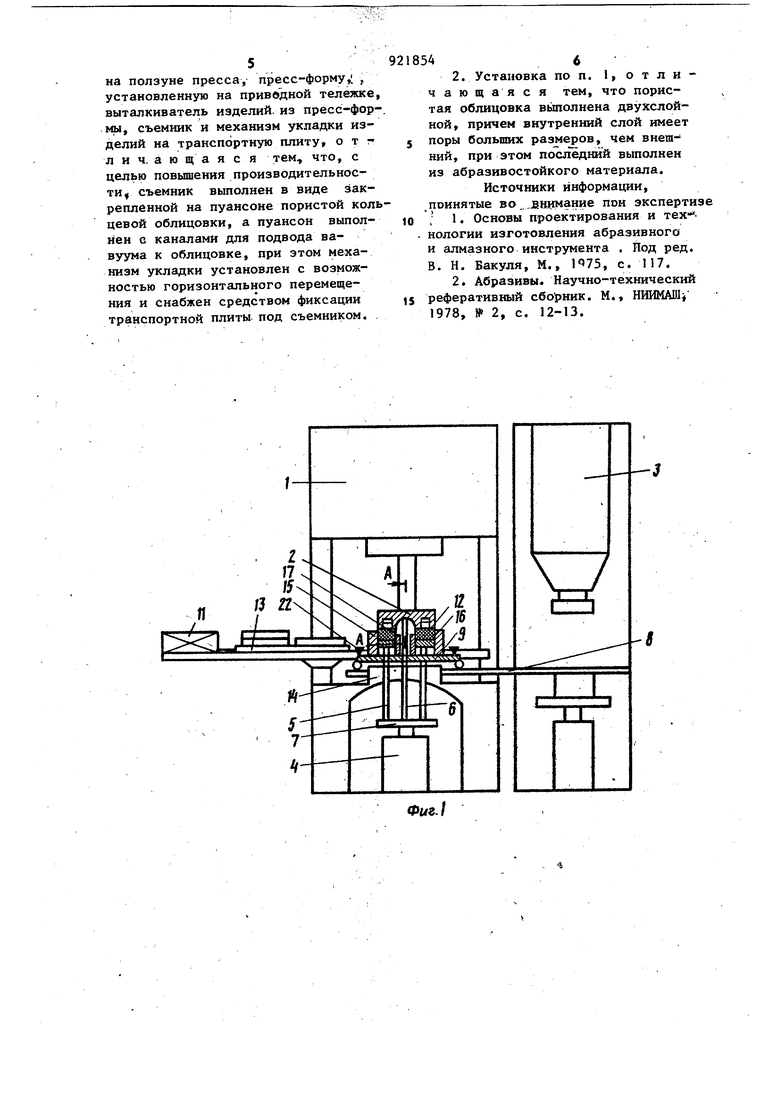
На фиг. 1 изображена описываемая установка в положении выталкивания изделия из пресс-формы; на фиг.2то же, в положении укладки изделия на транспортную плиту и засыпки пресс-формы; на фиг. 3 - разрез А А на фиг. 1.
Установка содержит пресс 1, пуансон-съемник 2, загрузочное устройстJBO 3, выталкиватель 4 с четырьмя штырями 5 и пятым центральным штырем 6, установленным на плите 7, рел совый путь 8, тележку 9 с пресс-фор:мой 10, механизм 11 укладки кругов |12 на плиту 13. В столе 14 пресса 1 имеются пять сверлений для вертикаль ного перемещения штырей 5 и 6. Пресс ;форма 10 закреплена на тележке 9 и состоит из обоймы 15, нижнего пуансона 16, центрального полого пальца 17. Пуансон-съемник 2 закреплен на ползуне пресса 1 и имеет центральную коническую выточку 18, пористую кольцевую облицовку, состоящую из внешнего слоя 19, изготовленного, например, из пористой металлокерамики, и внутреннего слоя 20, соединенного с помощью патрубков 21 с источниками вакуума и давления. К столу 14 пресса 1 прикреплены захваты 22 для удержания тележки 9 при выталкивании круга из пресс- формы 10. Установка работает следующим образом. Загрузочное устройство 3 заполняет пресс-форму/ 10 формовочной мас сой, тележка 9 по рельсовому пути 8 перемещается под пресс 1. Пуансон 2 опускается вниз и входит внутрь прес формы 10. Конструктивно тележка 1 и рельсовый путь обеспечивают двухстороннее прессование. Прессование осуществляется до заданной высоты. По завершению прессования нижний пуансон 16 оказывается прижатым к столу пресса. Дпя извлечения свежеотформованного круга из пресс-формы 10 подается команда на подъем плиты 7 со штырями 5 и 6, которые поднимаются по сверлениям в столе 14 пресса 1 и
по каналу полого пальца 17 и упир
I ются одновременно соответственно в выточки нижнего пуансона 16 и вы точку 18 верхнего пуансона. В этот
момент сбрасьюается .давление в
гидропроводе пресса 1, и штыри синхронно поднимают пуансон 2 и выталкивают круг 12 из пресс-формы 10, при этом тележка с пресс-формой приподнимается над столом 14 пресса и упирается в захваты 22. До завершения выталкивания круга 12 из обоймы 15 на вакуумный захват съемника 2 подаетсй вакуум.
По окончании выталкивания подается команда ца подъем пуансона-съемника 2. Присосавшийся к захвату круг 12 открывается от нижнего пуансона 16 и поднимается на заданную высоту. (Так, например, при изготовлении kpyroB ПП 150x20x30 массой 850 г Для удержания изделия съемником необходимо, чтобы 1 см пористой его поверхности развивал небольшое усилие всего в 5-6 гс). Тележка 9 перемещается по загрузочное устройство 3. Механизм I I укладки изд;елий уста- навливает транспортну плиту под удерживаемый съемнике на весу круг 12. Вместо вакуума на съемник подается давление, и изделие мягко укладывается в стопку. Механизм 11 укладки удаляет плиту 13 из зоны прессования, одновременно теплый воздух, выходя через пористую поверхность съемника, высушивает ее и выдувает частицы застрявшей связки. Взаимодействие всех механизмов формовочного агрегата и последовательность их в работе осуществляется в соответствии с программой, записанной в командном устройстве, например-, микро-ЭВМ. Предлагаемое изобретение позволяет уменьшить габариты устройства за счет совмещения операций , улучшить процесс прессования за счет того, что при прессовании воздух из формовочной массы выходит через поры пуансона, и повысить его производительность. Формула изобретения 1.Установка для формования абразивных изделий на керамической связке, включающая загрузочное устройство, пресс, пуансон, закреплен
на ползуне пресса, пресс-форму,; , установленную на приводной тележке, выталкиватель изделий из пресс-форvoAf съемник и механизм укладки изделий на транспортную плиту, о т л и ч. а ю щ а я с я тем, что, с целью повьшения производительности съемник выполнен в виде закрепленной на пуансоне пористой кольцевой облицовки, а пуансон выполнен с каналами для подвода вавуума к облицовке, при этом механизм укладки установлен с возможностью горизонтального перемещения и снабжен средством фиксации транспортной плиты под съемником.
218546
Источники информации, поинятые во,внимание пои экспертизе )0 1. Основы проектирования и . нологии изготовления абразивного и алмазного инструмента . Под ред. В. Н. Бакуля, М., 1475, с. 117.
2 Абразивы. Научно-технический IS реферативный сбориик. М., НИИМАШ/ 1978, № 2, с. 12-13.
