(21)4174296/29-33
(22)04.0Ь87
(46) 15.08.88. Бкш. № 30
(71)Челябинское специальное конст- рукторско-технологическое бюро Ленинградского научно-производственного объединения по абразивам и шлифованию
(72)Ю.В.Титов, Е.А.Кочуров, Н.Д.Билинец и В.Ф.Бердиков
(53)666.3.022(€88.8)
(56)Авторское свидетельство СССР № 921854, кл, В 28 В 3/02, 1980.
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ
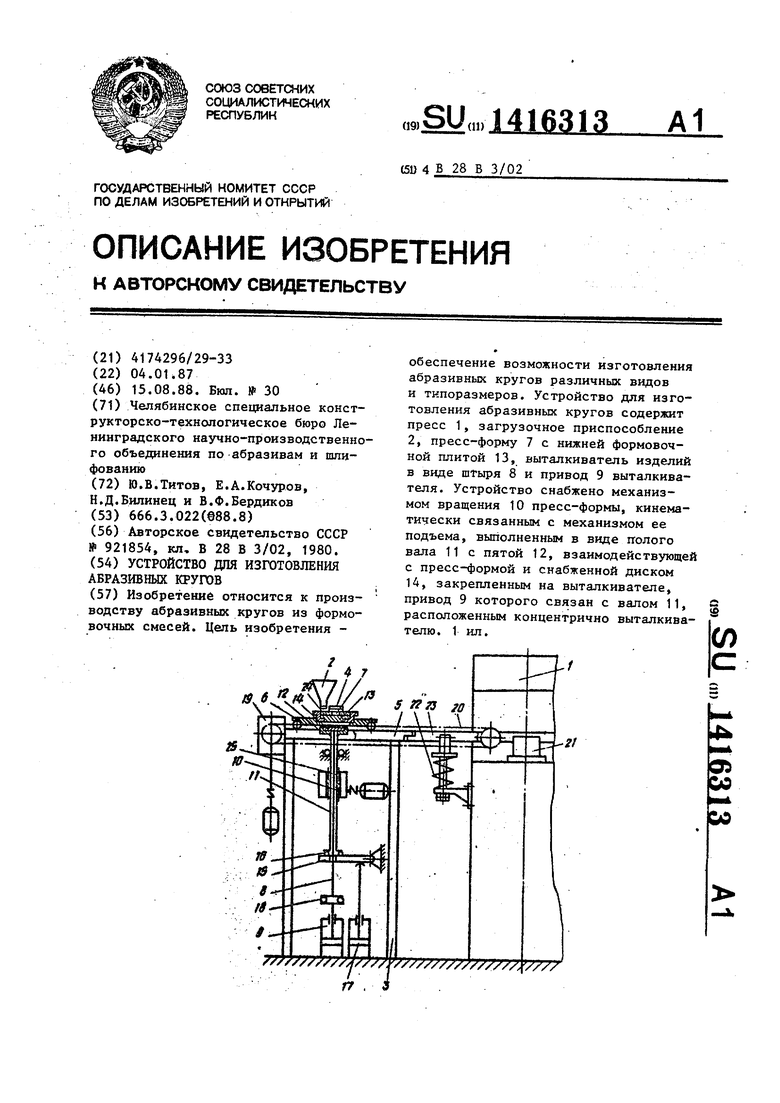
(57)Изобретение относится к производству абразивных кругов из формовочных смесей. Цель изобретения обеспечение возможности изготовления абразивных кругов различных видов и типоразмеров. Устройство для изготовления абразивных кругов содержит пресс 1, загрузочное приспособление 2, пресс-форму 7 с нижней формовочной плитой 13, выталкиватель изделий в виде штыря 8 и привод 9 выталкивателя. Устройство снабжено механизмом вращения 10 пресс-формы, кинематически связанным с механизмом ее подъема, выполненным в виде гголого вала 11с пятой 12, взаимодействующей с пресс-формой и снабженной диском 14, закрепленным на выталкивателе, привод 9 которого связан с валом 11, расположенным концентрично выталкивателю. 1 ил.
§
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования абразивных изделий на керамической связке | 1980 |
|
SU921854A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| УСТРОЙСТВО ДЛЯ СНИМАНИЯ АБРАЗИВНЫХ КРУГОВ С ПРЕССОВ | 1950 |
|
SU92397A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| Установка для изготовления алмазных инструментов | 1975 |
|
SU552136A2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ СВЕЖЕОТФОРМОВАННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ПРИБОРЫ ПЕРЕМЕЩЕНИЯ И Т. П. | 1949 |
|
SU87923A1 |
| Установка для изготовления шлифовальных кругов | 1987 |
|
SU1570902A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2200084C1 |
а
// / /////// Л/ ///
rf
1Л Л
////
11416313
. Изобретение относится к производству абразивных кругов из формовочных смесей.Цель изобретения - обеспечение , возможности изготовления абразивных кругов различных видов и типоразме- IpoB.
На чертеже изображено устройство, общий вид.10
Устройство для изготовления абразивных кругов содержит пресс 1, загрузочное приспособление 2, раму |3 с двумя неподвижными упорами А |и рельсами 5, на которых установлена 5 тележка 6 с пресс-формой 7, выталкиватель изделий из пpecc-фop lы, выпол- |ненный в виде штыря 8 с приводом 9 . |его вертикального перемещения, при- 1вод 10 вращения пресс-формы 7, кине- ,20 матически связанный с приводом ее подъема, вьшолненным в. виде полого |вала 11 с пятой 12, взаимодействующей :с пресс-формой, выполненной с формовочной плитой 13. В пяте 12 размещен 25 диск 14 для подъема формовочной плиты 13, закрепленный на штыре 8, при- :вод 9 которого связан с валом 11, I расположенным концентрично штырю 8. Полый вал 11 опирается на рычаг 15 ,30 с помощью опоры 16 качения. Рычаг 15 ;взаимодействует со штоком гидроцилиндра 17. Штырь 8 связан с приводом 9, выполненным в виде гидроцилиндра.
жет быть приподнята относительно обоймы пресс-формы 7 с целью получения различных по толщине или плотности кругов. Формовочная смесь подается в пресс-форму в объеме, определяемом взаимным положением обоймы и формовочной плиты. Формовочная смесь может быть уложена в один слой или несколько слоев, перемежающихся арми- руюпщми сетками. При формовании многослойных кругов дискретное перемещение формовочной плиты 13 относительно обоймы 24 обеспечивает цилиндр 9, шток которого, перемещаясь вниз, тянет штырь 8 с диском 14, являющимся опорой формовочной плиты 1 3 .
После укладки одного или нескольких слоев формовочной смеси вращение пресс-формы 7 прекращается, все элементы механизма подъема и выталкивателя гидроцилиндрами 9 и 17 возвращаются в исходное положение, отключается привод 10 вращения. При этом пресс-форма 7 опускается на плоскость опорного пояска тележки 6. Вклю чается привод 19, перемещающий цепкой передачей 20 тележку 6 на позицию прессования. Включается пресс. 1, который своим ползуном воздействует на верхний торец обоймы и через него на тележку 6, осаживая ее на подрессоренном участке рельсов 23 до
с помощью упорного подшипника 18. Те-,,j соприкосновения нижнего торца формолежка 6 перемещается приводом 19 с цепной передачей 20.«На прессе 1 жестко закреплен стол 21, а в подпрес- совом пространстве имеется подрессовочной плиты 13 со столом 21 пресса. В результате колеса тележки остаются разгруженными, а усилие пресса замыкается на формовочную смесь, и происвочной плиты 13 со столо В результате колеса теле разгруженными, а усилие кается на формовочную сме
ренный пружиной 22 участок рельсов 23-49 ходит прессование круга.
Устройство -работает следующим образом.
В исходном положении тележка 6 находится в крайнем левом положении на . позиции загрузки формовочной смеси. 45 Для загрузки формовочной смеси во вра- |щающуюся пресс-форму 7 ее приподни- мают механизмом подъема над плоскостью опорного пояска тележки. Для этого
После прессования пол возвращается вверх, а те даря подрессоренному уча сов - в исходное положен ется привод 19, возвраща ку 6 в крайнее левое пол зицию загрузки и выпресс совка производится вытал Для этого включается гид
включается цилиндр 17, который подни- д шток которого через упорный подшипмает вал 11. Пята 12, воздействуя на нижний торец обоймы 2i пресс-формы 7, приподнимает ее над плоскостью опорного пояска тележки 6. В этом положении вал 11 посредством шпицевого зацепления 25 получает вращение от привода 10. При этом формовочная плита 11 при помощи привода 9, упорного подшипника 18, штыря 8 и диска 14 мо55
ник 18, -штырь 8 с диском 14 воздействует на формовочную плиту 13 пресс формы 7, заставляя плиту приподниматься до соприкосновения верхнего торца обоймы 24 с упорами 4. Дальнейшим движением формовочной плиты 1 относительно обоймы 24 отформованный круг вьтрессовывается из обоймы 24. После этого все элементы вытапкиважет быть приподнята относительно обоймы пресс-формы 7 с целью получения различных по толщине или плотности кругов. Формовочная смесь подаетс в пресс-форму в объеме, определяемом взаимным положением обоймы и формовочной плиты. Формовочная смесь может быть уложена в один слой или несколько слоев, перемежающихся арми- руюпщми сетками. При формовании многослойных кругов дискретное перемещение формовочной плиты 13 относительно обоймы 24 обеспечивает цилиндр 9, шток которого, перемещаясь вниз, тянет штырь 8 с диском 14, являющимся опорой формовочной плиты 1 3 .
После укладки одного или нескольких слоев формовочной смеси вращение пресс-формы 7 прекращается, все элементы механизма подъема и выталкивателя гидроцилиндрами 9 и 17 возвращаются в исходное положение, отключается привод 10 вращения. При этом пресс-форма 7 опускается на плоскость опорного пояска тележки 6. Вклчается привод 19, перемещающий цепкой передачей 20 тележку 6 на позицию прессования. Включается пресс. 1, который своим ползуном воздействует на верхний торец обоймы и через него на тележку 6, осаживая ее на подрессоренном участке рельсов 23 до
соприкосновения нижнего торца формовочной плиты 13 со столом 21 пресса. В результате колеса тележки остаются разгруженными, а усилие пресса замыкается на формовочную смесь, и происходит прессование круга.
После прессования ползун пресса возвращается вверх, а тележка благодаря подрессоренному участку рельсов - в исходное положение. Включается привод 19, возвращающий тележку 6 в крайнее левое положение на позицию загрузки и выпрессовки. Вьшрес- совка производится выталкивателем 8. Для этого включается гидроцилиндр 9,
шток которого через упорный подшип
ник 18, -штырь 8 с диском 14 воздействует на формовочную плиту 13 пресс- формы 7, заставляя плиту приподниматься до соприкосновения верхнего торца обоймы 24 с упорами 4. Дальнейшим движением формовочной плиты 13 относительно обоймы 24 отформованный круг вьтрессовывается из обоймы 24. После этого все элементы вытапкива31416313
теля гидроцилиндром 17 возвращаются отличающееся тем, что, в исходное положение. Цикл изготов- с целью обеспечения возможности из- ления круга на этом заканчивается. готовления абразивных кругов различных видов и типоразмеров, оно снабже- Формула изобретения но механизмом вращения пресс-формы,
кинематически связанным с механизмом
Устройство для изготовления абра- ее подъема, выполненным в виде полого зивных кругов, содержащее пресс, за- вала с пятой, взаимодействующей с грузочное приспособление, пресс-фор- ю пресс-формой, а в пяте размещен диск му с нижней формовочной плитой, ус- для подъема формовочной плиты, зак- тановленную на приводной тележке, репленный на выталкивателе, привод выталкиватель изделий из пресс-формы которого.связан с валом, расположен- в виде щтыря и привод выталкивателя, ным концентрично выталкивателю.
