Г5.164,15
Q
(Л
31500
Изобретение относится к переработке пластмасс литьем под давлени- оь- и может быть использоватю при изготовлении литьевых форм с-туннель- иыми литниками.
Цель изобретения - упрощение изготовления полимерных изделий с туннельными литниками и повышение надежности. .
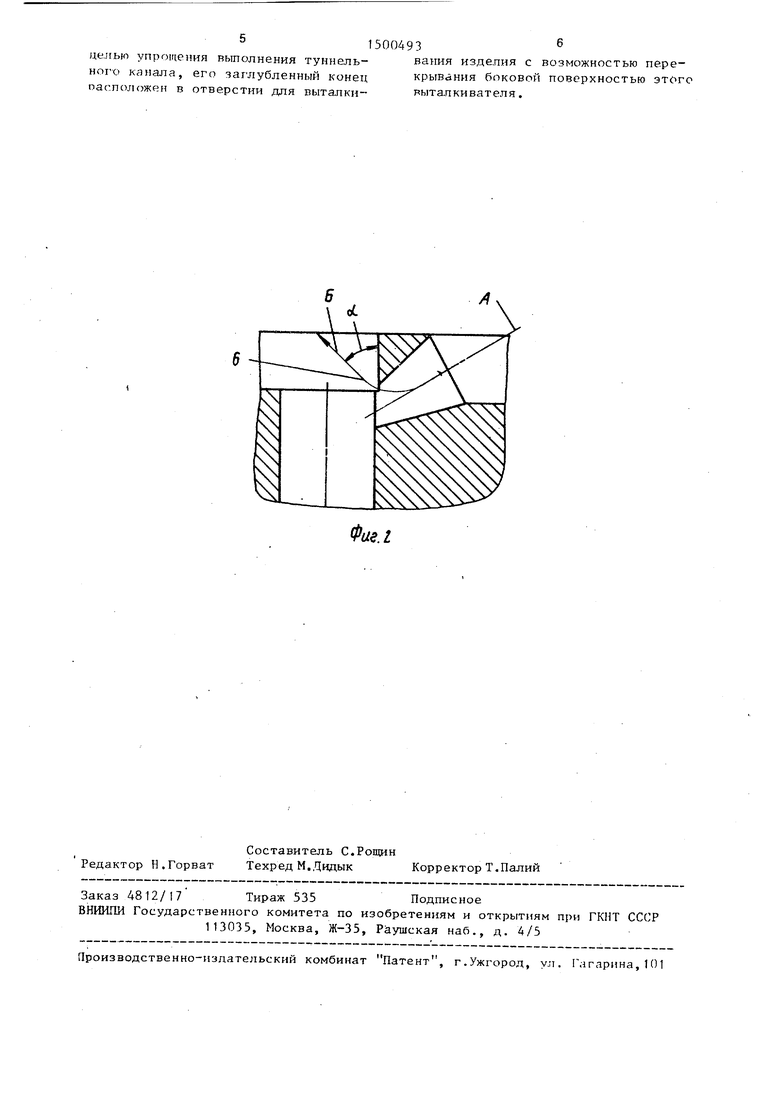
На фиг.1 изображена часть литьевой формы перед раскрытием, разрез; на фиг.2 фрагмент оформляющей плиты в месте сопряжения туннельного канала с гнездом, разрез,
Неподвижная плита 1 и оформляющая плита 2 ограничивают гнезда 3 и литниковую систему 4 с туннельными каналами 5 и впускными отверстиями 6. При этом ось А туннельного кана- ла 5 проходит вне боковой поверхности гнезда 3 таким образом, что продолжение биссектрисы Б угла, образованного поверхностями туннельного канала 5 у впускного отверстия 6, сое- тавляет по возможности, малый угол ti с боковой поверхностью гнезда 3. Под оформляющей плитой 2 смонтирован с возможностью осевого перемещения блок выталкивателей с плитами 7 и 8, в которых установлены выталкиватели изделий 9 и выталкиватель литника 10. Выталкиватели 9 и 10 проходят через отверстия в оформляющей плите 2, при
этом торец выталкивателя 10 расположен под центром литниковой системы 4, торец выталкивателя 9 расположен заподлицо с нижней поверхностью гнезда 3, а его боковая поверхность - заподлицо с боковой поверхностью гнезда 3 непосредственно у впускного отверстия 6. Со стороны, противоположной выталкивателям 9 и 10, в блок выталкивателей установлен хвостовик 11 с пружиной 12, расположенной между буртиком хвостовика 11 и крепежной плитой 13. Так как литьевая форма изображена после впрыска расплава, перед раскрытием в гнездах 3 находятся изделия 14, в литниковой системе 4 - разводящие литники 15, В туннельньгх каналах 5 - туннельные литники 16.
Литьевая форма работает следующим образом.
В сомкнутую литьевую форму вспры- скивается р лсплав гЕолймера, кото- рьш, пройдя через литниковую систему, попадает в туннельный канал
5
0 5 о
г Q 0
5
5
4, ось А которого проходит вне гнезда 3, боковая поверхность пересекает нижнюю кромку гнезда 3, образуя впускное отверстие 6, а заглубленный конец выходит в отверстие для выталкивателя изделия 9 и перекрывается боковой поверхностью зтого выталкивателя. Струя расплава, прошедшая через впускное отверстие 6 под углом 45 , ударяется о лицевую поверхность гнезда 3 и, расширяясь от удара, равномерно заполняет гнездо 3. После завершения выдержки крепежная плита 13, несущая подвижные части литьевой формы и отливку, отходит от неподвижной плиты 1. При дальнейшем движении хвостовик 11 доходит до упора на литьевой маши- че (не показан), что вызывает остановку блока выталкивателей - плит 7 или 8 с закрепленными между -ними выталкивателями 9 и 10 и лежащих на них изделий 14 и литников 15. Ввиду продолжающегося отхода оформляющей плиты 2 выталкивателя 9 выталкивают изделия .14 из гнезд 3, отрезая при этом туннельные литники 16 от изделий 14, а выталкиватель 10 извлекает разводящие литники 15 с туннельными литниками 16 соответственно из каналов 4 и 5, после чего изделия 14 и литники 15 падают в отведенные для них.приемники. При обратном, движении подвижных частей литьев ой формы пружина 12 возвращает блок выталкивания в исходное положение и после смыкания оформпяю- щей плиты 2 с неподвижной плитой 1, цикл литья завершается.
Формула изобретения
1.Литьевая форма для изготовления полимерных изделий, содержащая оформляющую плиту с гнездами, литниковую систему с туннельными каналами, блок выталкивания с выталкивателями изделий и литников, отличающаяся тем, что, с целью упрощения изготовления и повышения надежности литьевой формы,ось туннельного канала расположена вне боковой поверхности гнезда, а боковая поверхность туннельного канала вьпюлнена пересекающей нижнюю кромку боковой поверхности гнезда.
2.Литьевая форма по п.1, о т - личающаяся тем, что, с
целью упрощения выполнения туннельного канала, его заглубленный конец оасположен в отверстии для выталкивания изделия с возможностью перекрывания боковой поверхностью этого вытапкивателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
Изобретение относится к переработке пластмасс в изделия. Цель изобретения - упрощение изготовления и повышение наде жности литьевой формы. Литьевая форма содержит неподвижную плиту 1, оформляющую плиту 2 с гнездами 3, литниковую систему 4 с туннельными каналами 5 и впускными отверстиями, блок выталкивателей с плитами 7 и 8, содержащими выталкиватели изделий 9 и литника 10. Ось туннельного канала 5 проходит вне боковой поверхности гнезда 3, боковая поверхность туннельного канала 5 пересекает нижнюю кромку боковой поверхности гнезда 3.1 з.п. ф-лы, 2 ил.
fe.z
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Солесос | 1922 |
|
SU29A1 |
