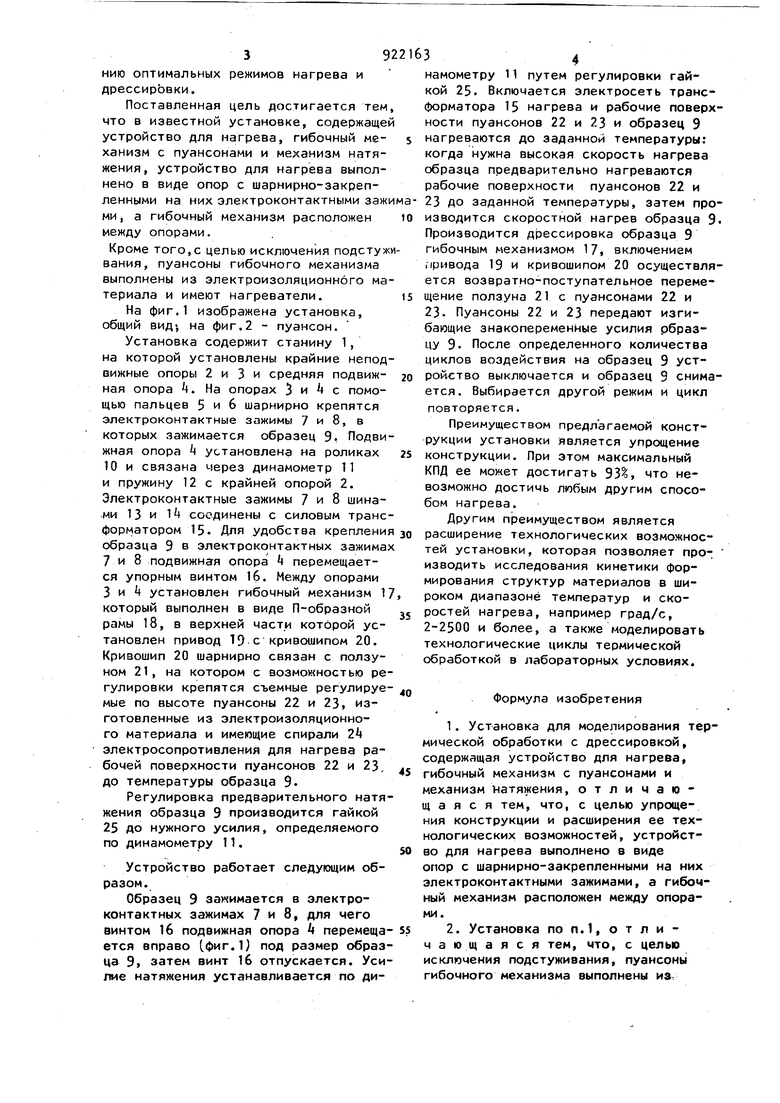
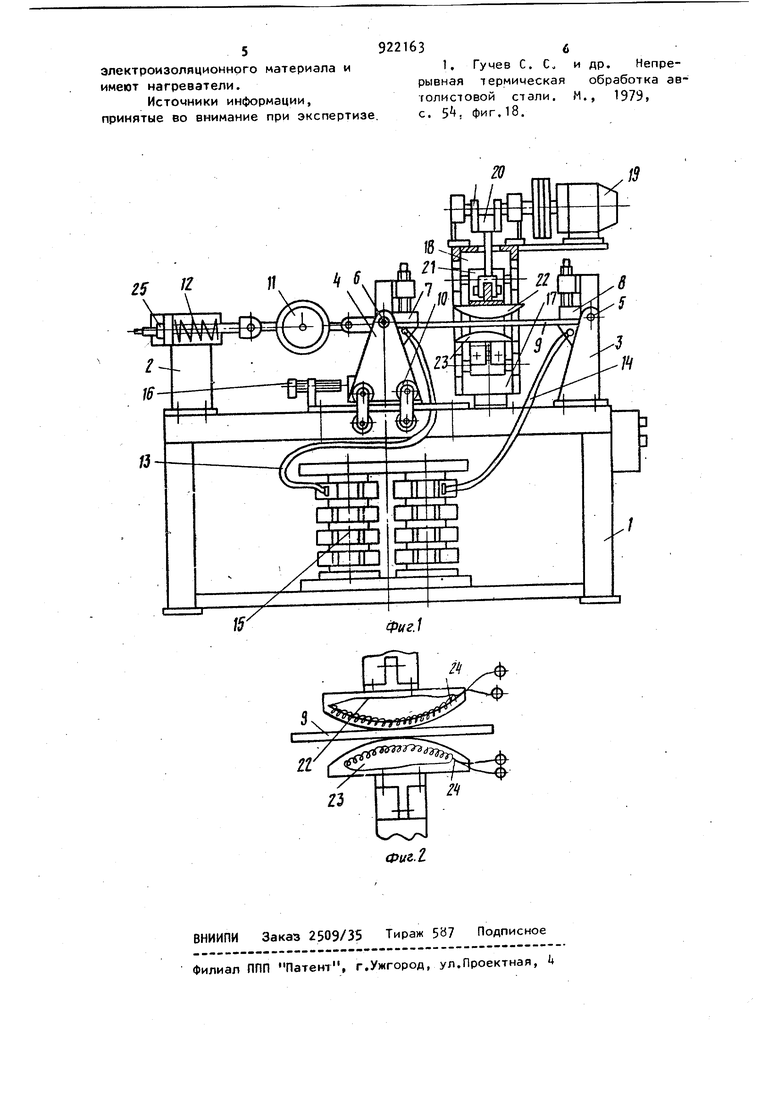
Изобретение относится к металлургической промышленности, а именно к термической обработке с одновременны наложением знакопеременных нагрузок, (дрессировкой) образцов, например автолистовой стали с целью получения необходимых свойств для глубокой вы тяжки. Устройство позволяет производить экспериментальные работы по изучению кинетики формирования структуры и свойств в широком диапазоне скоростей нагрева и выдержек с наложением знакопеременных нагрузок, ,- Получение нужных оптимальных параметров необходимо для разработок промышленных технологий термообработ ки листовых материалов. Наиболее близкой по технической сущности и достигаемому эффекту к пре лагаемой является установка, содержащая устройство для нагрева, гибочный механизм с пуансонами и механизм натяжения. Образцы закреплены в зажимах соединенных с приводным механизмом для ввода и вывода их из устройства для нагрева C1. Недостатком известного устройства является то, что введение пуансонов гибочного механизма внутри печи вызывает отрицательные температурные воздействия на подвижные части гибочного механизма, что снижает надежность его работы. Применение же печного нагревателя увеличивает габариты и утяжеляет конструкцию, снижает КПД, не позволяет оперативно менять скоррсти нагрева, производить термоциклирование из-за его инерционности. Все это усложняет конструкцию, снижает технологические возможности по моделированию процессов термообработки с дрессировкой для последующего промышленного использования. Целью изобретения является ynpouteние конструкции и расширения, технологических возможностей по определе- , нию оптимальных режимов нагрева и дрессировки. Поставленная цель достигается тем, что в известной установке, содержащей устройство для нагрева, гибочный механизм с пуансонами и механизм натяжения, устройство для нагрева выполнено в виде опор с шарнирно-закрепленными на них электроконтактными зажимами, а гибочный механизм расположен между опорами. Кроме того,с целью исключения подстуж вания, пуансоны гибочного механизма выполнены из электроизоляционного ма териала и имеют нагреватели. На фиг.1 изображена установка, общий ВИД , на фиг.2 - пуансон. Установка содержит станину 1, на которой установлены крайние непод вижные опоры 2 и 3 и средняя подвижная опора . На опорах 3 и с помощью пальцев 5 и 6 шарнирно крепятся электрсконтактные зажимы 7 и 8, в которых зажимается образец 9. Подви жная опора k установлен на роликах 10 и связана через динамометр 11 и пружину 12 с крайней опорой 2. Электроконтактные зажимы 7 и 8 шинами 13 и 14 соединены с силовым транс форматором 15. Для удобства креплени образца 9 в электроконтактных зажима 7 и 8 подвижная опора k перемещается упорным винтом 16. Между опорами 3 и if установлен гибочный механизм 1 который выполнен в виде П-образной рамы 18, в верхней части которой установлен привод 19 с кривошипом 20. Кривошип 20 шарнирно связан с ползуном 21, на котором с возмох ностью ре гулировки крепятся съемные регулируе мые по высоте пуансоны 22 и 23, изготовленные из электроизоляционного материала и имеющие спирали 2k электросопротивления для нагрева рабочей поверхности пуансонов 22 и 23, до температуры образца 9. Регулировка предварительного натя жения образца 9 производится гайкой 25 до нужного усилия, определяемого по динамометру 11. Устройство работает следующим образом. Образец 9 зажимается в электроконтактных зажимах 7 и 8, для чего винтом 16 подвижная опора А перемеща ется вправо (фиг.1) под размер образ ца 9, затем винт 16 отпускается. Уси гме натяжения устанавливается по ди9234 намометру 11 путем регулировки гайкой 25. Включается электросеть трансформатора 15 нагрева и рабочие поверхности пуансонов 22 и 23 и образец 9 нагреваются до заданной температуры: когда нужна высокая скорость нагрева образца предварительно нагреваются рабочие поверхности пуансонов 22 и 23 до заданной температуры, затем проИЗВОДИТСЯ скоростной нагрев образца 9Производится дрессировка образца 9 гибочным механизмом 17, включением привода 19 и кривошипом 20 осуществляется возвратно-поступательное перемещение ползуна 21 с пуансонами 22 и 23. Пуансоны 22 и 23 передают изгибающие знакопеременные усилия рбразцу 9- После определенного количества циклов воздействия на образец 9 устройство выключается и образец 9 снимается. Выбирается другой режим и цикл повторяется. Преимуществом предлагаемой конструкции установки является упрощение конструкции. При этом максимальный КПД ее может достигать 93, что невозможно достичь любым другим способом нагрева. Другим преимуществом является расширение технологических возможностей установки, которая позволяет производить исследования кинетики формирования структур материалов в широком диапазоне температур и скоростей нагрева, например град/с, 2-2500 и более, а также моделировать технологические циклы термической обработкой в лабораторных условиях, Формула изобретения 1.Установка для моделирования термической обработки с дрессировкой, содержащая устройство для нагрева, гибочный механизм с пуансонами и механизм натяжения, отличающаяся тем, что, с целью упрощения конструкции и расширения ее технологических возможностей, устройство для нагрева выполнено в виде опор с шарнирно-закрепленными на них электроконтактными зажимами, а гибочный механизм расположен между опорами. 2.Установка по п.1, о т л и чающаяся тем, что, с целью исключения подстуживания, пуансоны гибочного механизма выполнены из.
59221636
электроизоляционного материала и 1, Гучев С. С. и др. Непреимеют нагреватели.рывная термическая обработка авИсточники информации,голисювой стали. М., 1979,
принятые во внимание при экспертизе. с. З, фиг. 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки с деформацией | 1983 |
|
SU1138419A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Способ испытания материалов на термомеханическую усталость | 1983 |
|
SU1147953A1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| Установка для испытания гибких элементов на усталость | 1982 |
|
SU1073612A1 |
| СПОСОБ РАСТЯЖКИ СЕТОЧНОГО ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240624C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СОБСТВЕННЫХ ВНУТРЕННИХ НАПРЯЖЕНИЙ ПРИ ФОРМИРОВАНИИ ЦЕМЕНТНОГО КАМНЯ В УСЛОВИЯХ ИЗМЕНЕНИЯ ОКРУЖАЮЩЕЙ ТЕМПЕРАТУРЫ | 2024 |
|
RU2838840C1 |
| Машина для гибки трубных панелей | 1983 |
|
SU1172630A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
