I .
Изобретение относится к устройствам управления процессом формования пленочных материалов.
Известно устройство для стабилизации края несущей ленты при формовании пленочных материалов, содержащее датчик края ленты, связанный с регулятором, преобразователи, связанные посредством пускателя .с исполнительным механизмом tn.
Недостатком известного устройства является низкая точность стаби-, лизации при изменении скорости формования.
Целью изобретения является повышение точности стабилизации.
, Указанная цель достигается тем, что устройство имеет датчик обратной связи, связанный с исполнительным механизмом, а регулятор состоит из пропорционального звена, двух повторителей со сдвигом, дросселя, двух элементов сравнения, причем выход пропорционального звена сое,динен с одним из входов первого повторителя и с первым элементом сравнения , выход первого повторителя посредством дросселя связан с одним из входов второго элемента сравнения, а датчик обратной связи подключен к одному из входов второго повторителя и ко второму элементу сравнения, при этом выход первого повторителя связан с другим входом
to второго элемента сравнения.
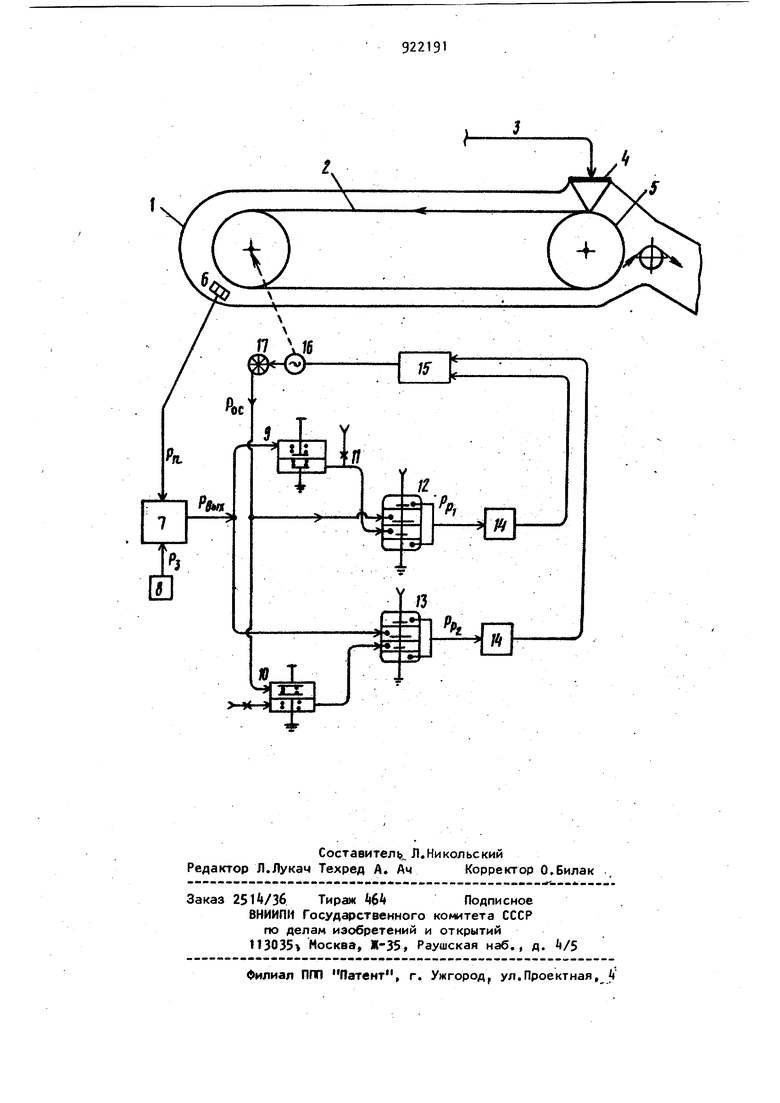
На чертеже представлена схема устройства.
Устройство содержит сушильную камеру 1, транспортер 2 (несущую
15 ленту), жидкий полимер 3 филье- ру , барабан 5 датчик 6 наложения края несущей ленты, регулятор 7 задатчик 8, повторители 9 и 10 со сдвигом, дроссель 11, элементы 12 и 13 сравнения, преобразователь И, пускатель 15, исполнительный механизм 16, датчик 17 устройства обратной связи. Устройство работает следующим образом, Плоскую пленку формуют путем подачи жидкого полимера 3 через фильеру 4 на бесконечную несущую металлическую ленту 2. При движении по транспортеру вдоль сушильно/i камеры 1 жидкий полимер в результате физико-химических превращений затвердевает. С помощью датчика 6 положения определяют положение края ленты. Сигнал с датчика поступает на регулятор 7 где он сравнивается с заданным с помощью задатчика 8. Регулятор 7 формирует управляющий сигнал P(t), определяемый алгоритмо управляющего блока 7 (ПИ,ПИЛ). P(t) 0Pri(t) - ej ФРк&г, где ФР - оператор регулятора 7. В исходном положении, когда давление параметра Р и задания Рд рав ны, давление Paujy с выхода блока 7 и давление обратной связи Рд , пост пающие на входы элементов 12 и 13 dpa нения,находятся в пределах зоны нечувствительности и, вследствие этого, давление на их выходе отсутству ет. С помощью повторителей 9 и 10 со сдвигом устанавливается сдвиг переменных Р и PQ , поступающих н вход трехпозиционного реле, уа . постоянную величину С для образования зоны нечувствительности. Зона нечувствительности необходима для предотвращения одновременнрго срабатывания элементов 12 и 13 сравнения. При появлении рассогласования ме ду заданием и параметром дР Р j давление Pg,, на выходе блока 7 мгновенно -изменится на величину , где к - коэффициент перед чи регулятора 7. Если величина кхдР превысит зону чувствительности элемента сравнения С, то сработает оди из элементов сравнения (элемент 12 или 13 в зависимости от знака откло нения параметра) и на его выходе по вится давление Рр(или PPQ.), что в 4 4 вою очередь приводит к включению нтегрального исполнительного механизма. Одновременно давление обратной связи от исполнительного механизма начинает изменяться в ту же сторону, что изменение давления на выходе блока 7. Это продолжается до тех пор, пока величина изменения обратной связи Рдс,не станет равной , т.е. пока исполнительный механизм не отработает регулирующее воздействие, пропорциональное отклонению Параметра от задания. Формула изобретения Устройство для стабилизации края несущей ленты при формовании пленочных материалов, содержащее датчик края ленты, связанный с регулятором, преобразователи, связанные посредством пускателя с исполнительным механизмом, отличающееся тем, что, с целью повышения точности стабилизации при изменении скорости формования, оно имеет датчик обратной связи, связаннь(й с исполнительным механизмом, а регулятор состоит из пропорционального звена, двух повторителей со сдвигом, дросселя, двух элементов сравнения, причем выход пропорционального звена соединен с одним из входов первого повторителя и с первым элементом сравнения , выход первого повторителя посредством дросселя связан с из входов второго элемента сравнения, а датчик обратной связи подключен к одному из входов второго повторителя и к второму элементу сравнения, при этом выход первого повторителя связан с другим входом второго эле.мента сравнения. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР .№ 603627, кл, В 65 Н 23/02, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления процессом формования пленочных материалов | 1989 |
|
SU1671742A1 |
| Пневматический регулятор | 1982 |
|
SU1040466A1 |
| БЫСТРОДЕЙСТВУЮЩИЙ ПНЕВМАТИЧЕСКИЙ РЕГУЛЯТОР | 1965 |
|
SU174866A1 |
| Пневматический регулятор | 1989 |
|
SU1619230A2 |
| Пневматический импульсный регулятор | 1973 |
|
SU468221A1 |
| Пневматический резервный регулятор | 1990 |
|
SU1734073A1 |
| ПНЕВМАТИЧЕСКИЙ ДИСКРЕТНЫЙ РЕГУЛЯТО ОПТИМАЛЬНОГО РЕЖИМА | 1971 |
|
SU432457A1 |
| Пневматический релейный регулятор | 1971 |
|
SU477392A1 |
| Пневматический регулятор | 1978 |
|
SU752229A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |