Известные стройства для набивки стержней нагревателей, наприлчер карборундовых, не нозволяют нроизводить набивку равной плотности по длине тела стержня, а также устанавливать оптимальное давление в зависимости от величины зерна набивки.
Для зстранения этих недостатков в предлагаемом устройстве применен механизм типа рычал сных весов и электрическая сигнализация, связанная с этим механизмом.
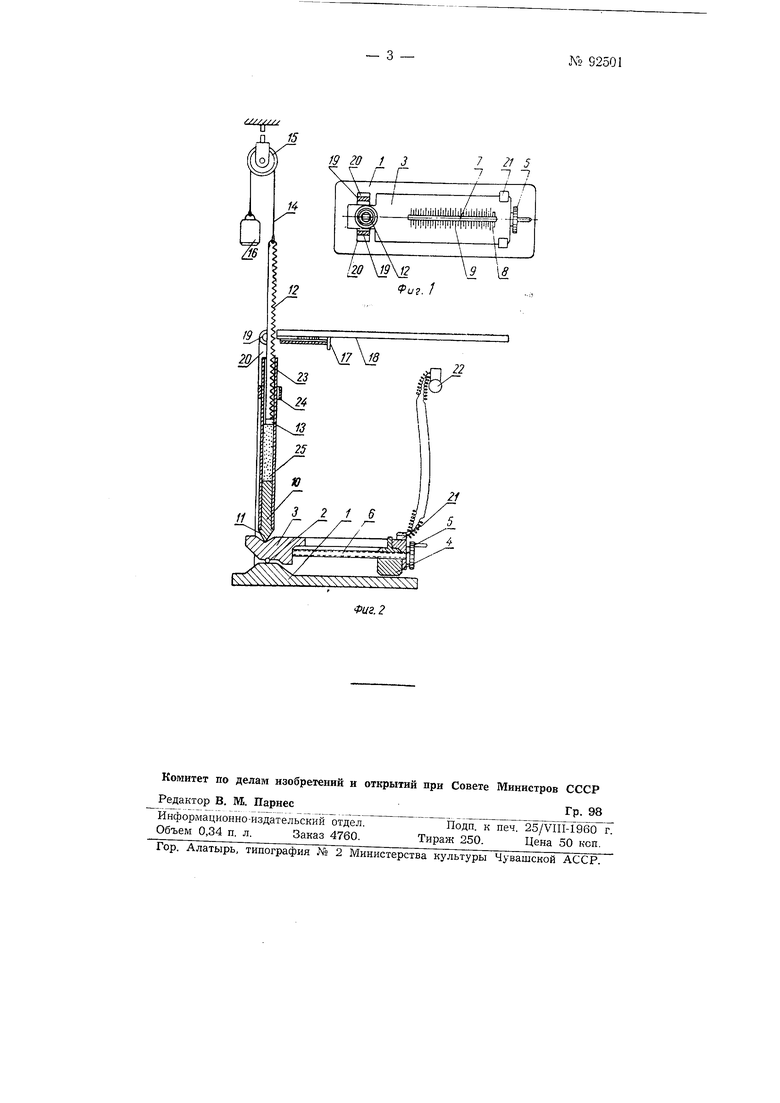
На фиг. 1 и Ч приведено предлагаемое устройство в двух проекциях.
Устройство смонтировано на нижней плите /, на которую шарнирно опирается одним концом через упор 2 подвижная рычал ная плита 3. Эта плита несет груз 4, имеющий возможность нри помощи рукоятки 5 и винта 6 нередвигаться вдоль плиты. Груз 4 через вырез 7 соединен с указателем 8, показывающим на шкале 9 устанавливаемое давление. В паз плиты 3 вставлен опорный стержень W, оканчиваюпшйся конусным упором 11.
По длине набивного штока 12 расположены зубцы. Впизу шток оканчивается круглой пятой 13, а в верхней части его имеется ушко, за которое шток 12 подвешивается к тросу 14, перекинутому через блок 15. К другому концу троса 14 подвешивается грзз 16, который стремится переместить шток 12 в крайнее верхнее положение.
В зубцы штока 12 входит защелка 17, установленная на рычаге 18, который через шарниры 19 соединен со стойками 20, прикрепленными неподвижно к плите /. Контакты 21 включены в цепь звонка 22.
Необходимое давление штока определяется но площади сечения набиваемого стержня и но заданному давлению на 1 см массы. На это давление но шкале 9 устанавливается указатель 8 груза 4.
Набивная обойма 23 надевается на стержень 10 и закрепляется хомутом 24 так, чтобы между стенками обоймы и хомутом был зазор в 2 мм. Этот зазор необходим для того, чтобы обойма могла свободно
№92501-2 -
опускаться и подниматься в вертикальном направлении. Затем в обойму строго размеренными порциями подается приготовленная масса, после чего спускается набивной П1ток и рычагом 18 производится нажим на массу 25. При достаточном нажиме масса будет испытывать давление, соответствующее установленному на шкале. Это давление уравновешивается грузом 4, который слегка поднимается. При дальнейшем увеличении нажима плита с грузом поднимается настолько, что через контакты 2 замыкается цепь звонка 22, который подает предупредительный сигнал- По окончании нажима освобождаются рычаг 18 и защелка 17, а набивной шток 12 поднимается в крайнее верхнее положение.
Для обеспечения возможности набивать стержни различного размера устройство должно иметь сменные опорные стерЛСНи 10 в соответствии с диаметром стержней нагревателей и набор набивных штоков 2.
Применение рычажной плиты 5 с передвижным грузом 4 позволяет набивать стержни при любом наперед заданном давлении, не меняющемся по всей длине набиваемого стержня.
Устройство дает возможность производить исследование стержней с набивками разной плотности в широком диапазоне; устанавливать оптимальное давление набивки, при котором получаются стержни с лучшей характеристикой; устанавливать зависимость электрических характеристик стержней от плотности набивки и проводить ряд других исследований. Кроме того, вследствие равномерной набивки стержня по всей его длине значительно снижается брак. При установке устройства на тарельчато-фрикционном прессе процесс набивки стержня может быть механизирован.
Предмет изобретения
Устройство для набивки стержней нагревателей, например карборундовых, отличающееся тем, что, с целью получения возможности производить пабивку равной плотности по длине тела стержня, а также для установления оптимального давления в зависимости от величины зерна набивки, в устройстве применен механизм типа рычажных весов и электрическая сигнализация, связанная с этим механизмом.
////.f///
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления карборундовых нагревателей | 1950 |
|
SU93329A1 |
| ВЕСЫ-БЕЗМЕН | 1993 |
|
RU2068545C1 |
| АВТОМАТИЧЕСКИЙ ОСТАНОВ ПЕЛЬЦАППАРАТА ЧЕСАЛЬНОЙ МАШИНЫ | 1931 |
|
SU30588A1 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| ЦИФЕРБЛАТНЫЕ ВЕСЫ | 1927 |
|
SU10039A1 |
| Пневматический пресс для влажно-тепловой обработки деталей одежды | 1955 |
|
SU109595A1 |
| Ручная каретка для набивки тканей | 1980 |
|
SU971672A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1938 |
|
SU57816A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКОВ КЕРАМИЧЕСКОЙ ПЛИТЫ ДЛЯ ПЕЧИ КРИП-ОТЖИГА | 2012 |
|
RU2485426C1 |
| АВТОМАТИЧЕСКИЙ УКАЗАТЕЛЬ ГЛУБИНЫ РЕЧНОГО ФАРВАТЕРА НА ДВИЖУЩИХСЯ РЕЧНЫХ СУДАХ | 1922 |
|
SU7175A1 |