(54) СПОСОБ ПРОИЗВОДСТВА ПРОКАТА
1
Изобретение относится к металлургии, в частности к технологии производства проката из непрерывнолитого металла.
Известен способ производства сортовьгх заготовок, заключающийся в непрерывной отлив ке сляба и прокатке его в многоручьевых калибрах с последующим разделением на заготовки (1.
Недостатком такого способа является выход ликвационной зоны на поверхность металла в углах заготовок. Это приводит к анизотропии механических свойств по сечению заготовок, к снижению качества проката.
Наиболее близким по технической сущности к предлагаемому способу является способ производства проката, включающий непрерывную отливку сляба, разделение его на части в продольном направлении, параллельно узким граням сляба, нагрев и дальнейшую прокатку средней части в лист, а крайних частей в сортовой прокат 2.
Недостатком этого способа является ограниченность сортамента получаемых профилей. Расщирение сортамента металлопродукции приводит к анизотропии макроструктуры по сечению профиля.
Целью изобретения является повышение качества проката путем снижения анизотропии структуры по его сечению при одновременном расширении сортамента.
Поставленная цель достигается тем, что в способе производства проката, включающем непрерывную отливку сляба, разделение его на части в продольном направлении, параллельно узким граням сляба, нагрев и дальнейщую прокатку средней части в лист, а крайних частей в сортовой прокат, согласно изобретению отделяют крайние части сляба щириной 0,5-0,8 толщины сляба, при нагреве под прокатку совмещают полученные заготовки плоскостями разделения и прокатывают их в системе ящичных калибров, обжимая плоскость разделения со степенью деформаци не менее 30% и защемлением боковых сторон 1,5-2,5%.
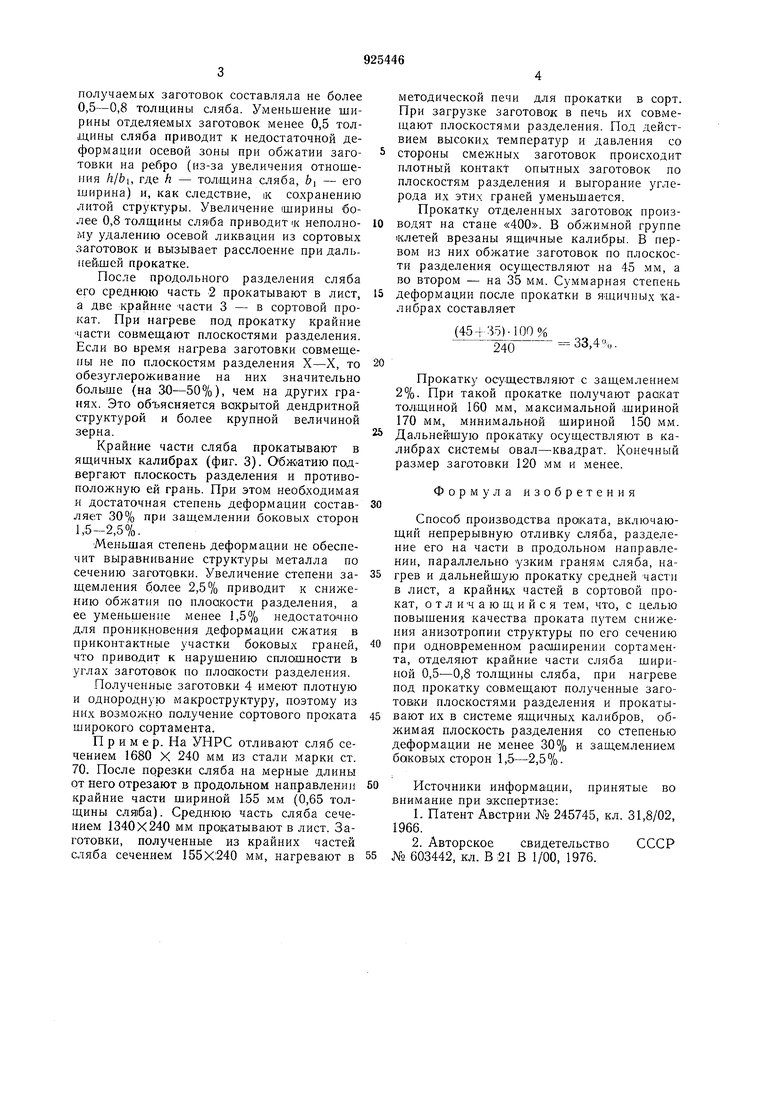
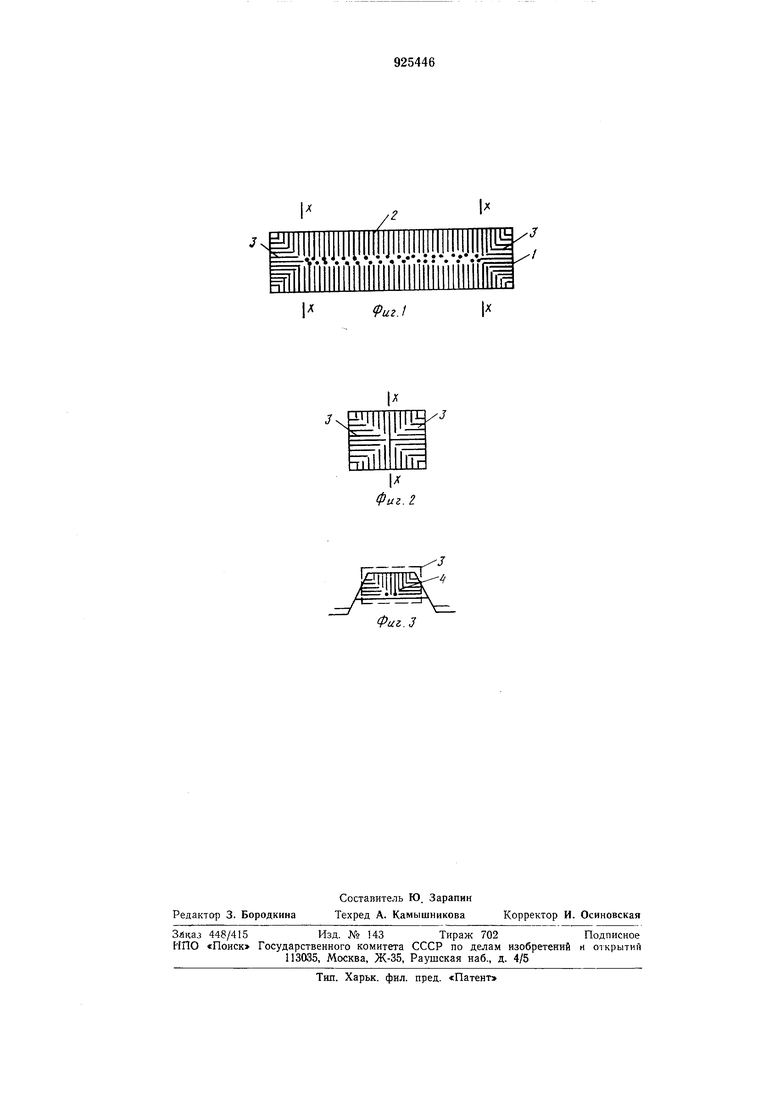
На фиг. 1 схематически изображен непрерывнолитой сляб, поперечное сеченне; 20 на фиг. 2 - схема расположения заготовок в нагревательной печи, на фиг. 3 - схёма прокарки заготовок.
Макроструктура поперечного сечения ненрерывнолитого сляба характеризуется 25 наличием осевой рыхлости и ликвации химических элементов. Крайние части сляба 1 но условиям кристаллизации не имеют дефектов усадочного характера.
Разделение сляба, например, огневыми 30 резаками производят так, чтобы ширина
получаемых заготовок составляла не более 0,5-0,8 толщины сляба. Уменьшение ширины отделяемых заготовок менее 0,5 толщины сляба приводит к недостаточной деформации осевой зоны при обжатии заготонки на ребро (из-за увеличения отношения Л/Ьь где h - толшина сляба, &, - его ширина) и, как следствие, IK со.хранению литой структуры. Увеличение ширины более 0,8 толщины приводит IK неполному удалению осевой ликващии из сортовых заготовок и вызывает расслоение нри дальнейшей прокатке.
После продольного разделения сляба его среднюю часть 2 прокатывают в лист, а две крайние -части 3 - в сортовой прокат. При нагреве под прокатку крайние части совмещают плоскостями разделения. Если во время нагрева заготовки совмещены не по плоскостям разделения X-X, то обезуглероживание на них значительно больше (на 30-50%), чем на других гранях. Это объясняется вакрытой дендритной структурой и более крупной величиной зерна.
Крайние части сляба прокатывают в ящичных калибрах (фиг. 3). ОбЖНтию подвергают плоскость разделения и противоположную ей грань. При этом необходимая и достаточная степень деформации составляет 30% при защемлении боковых сторон 1,5-2,5%.
Меньшая степень деформации не обеспечит выравнивание структуры металла по сечению заготовки. Увеличение степени защемления более 2,5% приводит к снижению обжатия но плоскости разделения, а ее уменьшение менее 1,5% недостато-чно для нроннкнрвения деформации сжатия в нриконтактные участки боковых граней, что приводит к нарушению сплошности в углах заготовок но плоскости разделения.
Полученные заготовки 4 имеют плотную и однородную макроструктуру, поэтому из них возможно получение сортового проката широкого сортамента.
Пример. На УНРС отливают сляб сечением 1680 X 240 мм из стали марки ст. 70. После норезки сляба на мерные длины от него отрезают в продольном направлении крайние части шириной 155 мм (0,65 толщины сля1ба). Среднюю часть сляба сечением 1340X240 мм прокатывают в лист. Заготовки, полученные из крайних частей сляба сеченнем 155Х:240 мм, нагревают в
методической печи для прокатки в сорт. При загрузке заготовок в печь их совмещают плоскостями разделения. Под действием высоких температур и давления со стороны смежных заготовок происходит плотный контакт опытных заготовок по плоскостям разделения и выгорание углерода их этих граней уменьшается.
Прокатку отделенных заготовок производят на стане «400. В обжимной группе 1клетей врезаны ящичные калибры. В нервом из них обжатие заготовок по плоскости разделения осуществляют на 45 мм, а во втором - на 35 мм. Суммарная степень деформации после прокатки в ящичных калибрах составляет
(45+ 35)-100%
33,4%. 240
Прокатку осуществляют с защемлением 2%. При такой прокатке получают раакат толщиной 160 мм, макси.мальной шириной 170 мм, минимальной шириной 150 мм. Дальнейшую прокатку осуществляют в калибрах системы овал-квадрат. Конечный размер заготовки 120 мм и менее.
Формула изобретения
Способ производства проката, включающий непрерывную отливку сляба, разделение его на части в продольном направлении, параллельно узким граням сляба, нагрев и дальнейшую прокатку средней части в лист, а крайних частей в сортовой прокат, отличающийся тем, что, с целью повышения качества проката путем снижения анизотропии структуры по его сечению при одновременном расширении сортамента, отделяют крайние части сляба шириной 0,5-0,8 толщины сляба, при нагреве под прокатку совмещают полученные заготовки плоскостями разделения и прокатывают их в системе ящичных калибров, обжимая плоскость разделения со степенью деформации не менее 30% и защемлением баковых сторон 1,.5-2,5%.
Источники информации, принятые во внимание при эжспертизе;
1.Патент Австрии ЛЬ 245745, кл. 31,8/02, 1966.
2.Авторское свидетельство СССР № 603442, кл. В 21 В 1/00, 1976.
И
(Puz.t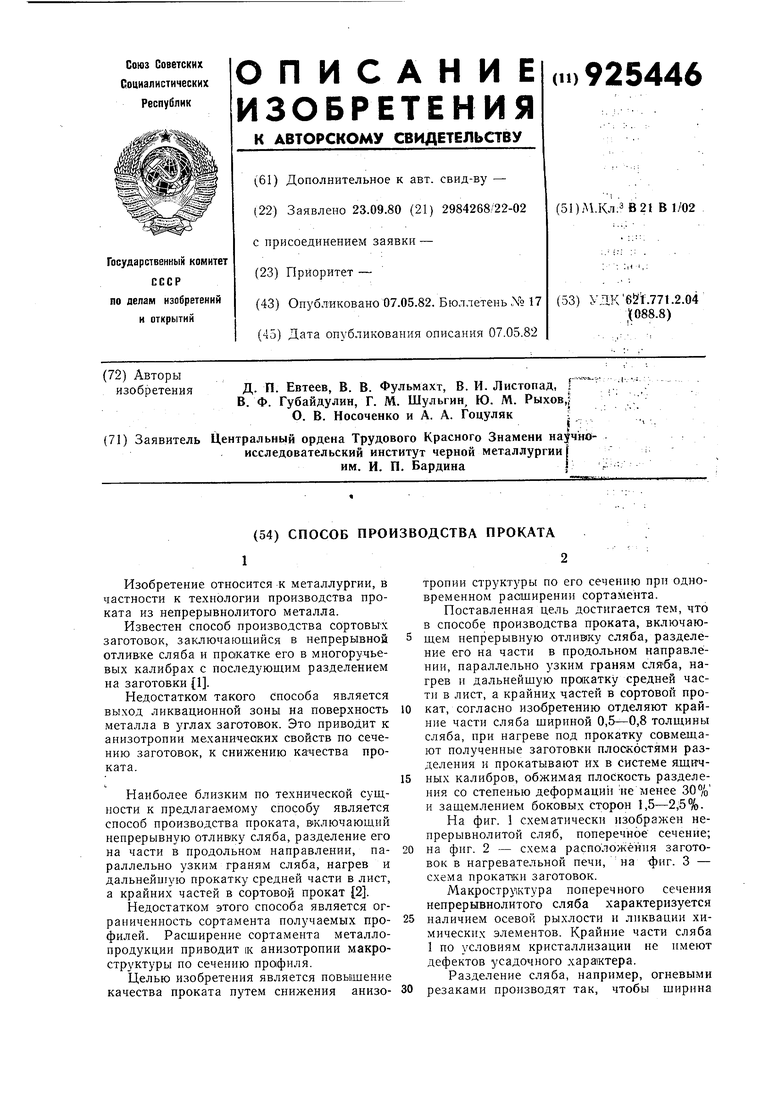
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК | 1999 |
|
RU2171724C2 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| Комплект вертикальных валков | 1983 |
|
SU1091954A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2012 |
|
RU2492007C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
.
/
Ж
Фи.З
