Изобретение относится к области прокатного производства и может быть использовано для получения заготовок прямоугольного сечения из непрерывно литых слябов.
Известна технология прокатки заготовок на реверсивных станах, включающая последовательное формирование из сляба в многоручьевых калибрах одновременно нескольких заготовок, связанных перемычками толщиной 0,02-0,25 высоты калибра, и отделение заготовок друг от друга, по которому в местах будущего сочленения заготовок формируют впадины глубиной 0,1-0,2 толщины исходного сляба, после чего сляб прокатывают в гладких валках с коэффициентом высотной деформации 1,07-1,25 [1].
Недостатки известного способа состоят в сложности его реализации, так как требуют использования пил и большого числа проходов в валках с калибрами.
Известен также способ прокатки заготовок, включающий последовательное формирование заготовок из сляба в ряде калибров, состоящих из нескольких, преимущественно двух, совмещенных по ширине ручьев, одновременно в несколько, преимущественно две, связанных между собой перемычками по ширине ниток с последующим их разделением, согласно которому образование и разделение перемычек совмещают с взаимным поворотом формируемых заготовок вокруг их продольных осей [2].
Недостатки данного способа состоят в сложности его реализации и низком качестве поверхностей разделения заготовок.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства заготовок, включающий последовательное формирование из сляба двух заготовок в калибре, состоящем из совмещенных по ширине ручьев, одновременно в две связанные между собой по ширине нитки с последующим отделением заготовок друг от друга, по которому заготовки охлаждают со скоростью 50-70oC/мин до 300-450oC, прокатывают в калибре с увеличением угла между гранями смежных заготовок, затем заготовки кантуют на 180o и прокатывают в этом же калибре до разрушения перемычки [3].
Недостатки указанного способа состоят в сложности его реализации, а также в том, что полученные заготовки имеют искаженную форму поперечного сечения. Это ухудшает их качество.
Техническая задача, решаемая предлагаемым изобретением, состоит в упрощении реализации и повышении качества заготовок.
Поставленная техническая задача решается тем, что в известном способе производства заготовок, включающем формирование из сляба в калибре, состоящем из совмещенных ручьев, одновременно нескольких связанных перемычками заготовок, кантовку их на 180o и разделение заготовок прокаткой в этом же калибре, согласно предложению формирование заготовок ведут в открытом ящичном калибре, разделенном на ручьи режущими гребнями, до толщины перемычек, равной 0,25-0,40 толщины сляба, а разделение заготовок осуществляют с одновременным обжатием их по толщине на 1,5-4,5%.
Сущность предлагаемого изобретения заключается в следующем. Для упрощения реализации способа необходимо использовать при производстве заготовок один многоручьевой калибр, прокатка в котором за минимальное число проходов позволяет получить заготовки с неискаженной формой поперечного сечения и с отсутствием дефектов по месту их разделения. Этим условиям наилучшим образом отвечает прокатка сляба в открытом ящичном калибре, разделенном на ручьи режущими гребнями. За счет того, что прокатка в ящичном калибре характеризуется большим запасом сил трения, за 1-2 прохода удается сформировать на слябе перемычки толщиной, равной 0,25-0,40 толщины сляба, с незначительным искажением формы, соединенных между собой по ширине заготовок. После кантовки на 180o и прокатки в том же калибре происходит полное разделение заготовок. Обжатие заготовок по толщине на 1,5-4,5% при их разделении способствует устранению искажений формы, которые заготовки приобрели в предыдущих проходах. В результате за минимальное количество проходов (2-3) в одном и том же калибре удается получить заготовки высокого качества.
На чертеже представлена последовательность изменения по проходам формы поперечного сечения разделяемого на заготовки сляба: 1 - исходный сляб; 2 - после 1-2 проходов; 4 - после кантовки на 180o; 4 - после разделительного прохода с обжатием по толщине на 1,5-4,5%.
Экспериментально установлено, что если в последнем (разделительном) проходе обжатие заготовок по толщине будет менее 1,5%, то это приведет к нарушению стабильности процесса разделения сляба и к искажению формы заготовок. Увеличение обжатия более 4,5% ухудшает условия захвата металла валками, приводит к защемлению режущего гребня металлом, ухудшению качества поверхности в месте разделения.
Примеры реализации способа
Непрерывно литой сляб толщиной H0 = 275 мм, шириной B = 1000 мм из стали Ст3сп (позиция 1 на чертеже) нагревают до температуры 1280oC и подают к одноклетевому реверсивному обжимному стану дуо 1300. Валки обжимного стана 1300 имеют открытый ящичный калибр, который разделен на два симметричных ручья режущим гребнем, выполненным на верхнем валке. Нижний валок имеет гладкое дно ящичного калибра. Ширина ящичного калибра равна ширине сляба (1000 мм).
Разогретый сляб задают в валки и за два прохода с реверсом в прямом и обратном направлениях без обжатия по толщине формируют с помощью режущего гребня на верхней стороне сляба канавку, а на нижней стороне - перемычку толщиной h = 89,4 мм, что составляет 0,325 от толщины H0 сляба (позиция 2 на чертеже). При этом вытесняемый режущим гребнем металл заполняет выпуски открытого ящичного калибра. Сформированные таким образом две заготовки, соединенные перемычкой, кантуют на 180o (позиция 3 на чертеже), чтобы перемычка была обращена к режущему гребню на верхнем валке. В этом положении заготовки вновь задают в валки и прокатывают с обжатием до толщины H1 = 267 мм с относительным обжатием ε = 3%. Режущий гребень верхнего валка внедряется в перемычку и разделяет заготовки. Поскольку разделение происходит одновременно с обжатием, заготовки удерживаются валками в строго заданном положении. Этим обеспечивается стабильность процесса, исключение искажений формы заготовок и дефектообразования по месту разделения.
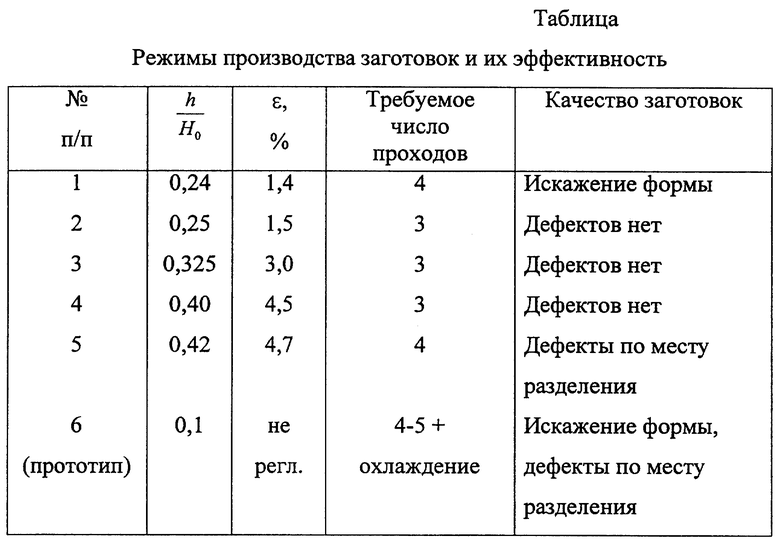
В таблице приведены варианты реализации предложенного способа и показатели их эффективности.
Из таблицы следует, что использование предложенного способа (варианты 2-4) обеспечивают упрощение технологического процесса и повышение качества заготовок. В случаях запредельных значений заявленных параметров (варианты 1 и 5) требуется большее число проходов, и, кроме того, качество заготовок ухудшается. Способ-прототип (вариант 6) характеризуется сложностью реализации, а полученные заготовки имеют дефекты.
Технико-экономические преимущества предложенного способа заключаются в том, что формирование из сляба в калибре, состоящем из совмещенных ручьев, одновременно нескольких, связанных перемычками заготовок, кантовка их на 180o и разделение заготовок прокаткой их в этом же калибре, когда формирование заготовок ведут в открытом ящичном калибре, разделенном на ручьи режущими гребнями до толщины перемычек, равной 0,25-0,40 толщины сляба, а разделение заготовок осуществляется с одновременным обжатием их по толщине на 1,5-4,5%, обеспечивает возможность реализации процесса с использованием всего одного калибра. Этим достигается упрощение реализации. Одновременно с упрощением обеспечивается повышение качества заготовок за счет исключения искажения их формы и дефектообразования по месту разделения.
В качестве базового объекта принят способ-прототип. Использование предложенного способа позволит повысить рентабельность производства заготовок продольным разделением непрерывно литых слябов на 10-12%
Литературные источники, использованные при составлении описания изобретения
1. Авт.св. СССР N 806173, МПК В 21 В 1/02, 1981 г.;
2. Авт.св. СССР N 527218, МПК В 21 В 1/02, 1977 г.;
3. Авт.св. СССР N 820929, МПК В 21 В 1/02, 1981 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБА | 1999 |
|
RU2171723C2 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2254942C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ДВУХГОЛОВЫХ НАКЛАДОК К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 2006 |
|
RU2333050C1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 2003 |
|
RU2254940C1 |
Изобретение относится к области прокатного производства и может быть использовано для получения заготовок прямоугольного сечения из непрерывно литых слябов. Технический результат состоит в упрощении реализации способа и повышении качества заготовок. Способ включает формирование из сляба в калибре, состоящем из совмещенных ручьев, одновременно нескольких связанных перемычками заготовок, кантовку их на 180° и разделение заготовок прокаткой в этом же калибре. Формирование заготовок ведут в открытом ящичном калибре, разделенном на ручьи режущими гребнями, до толщины перемычек, равной 0,25-0,40 толщины сляба, а разделение заготовок осуществляют с одновременным обжатием их по толщине на 1,5-4,5%. Способ обеспечивает реализацию процесса в одном калибре без искажения формы изделия. 1 ил., 1 табл.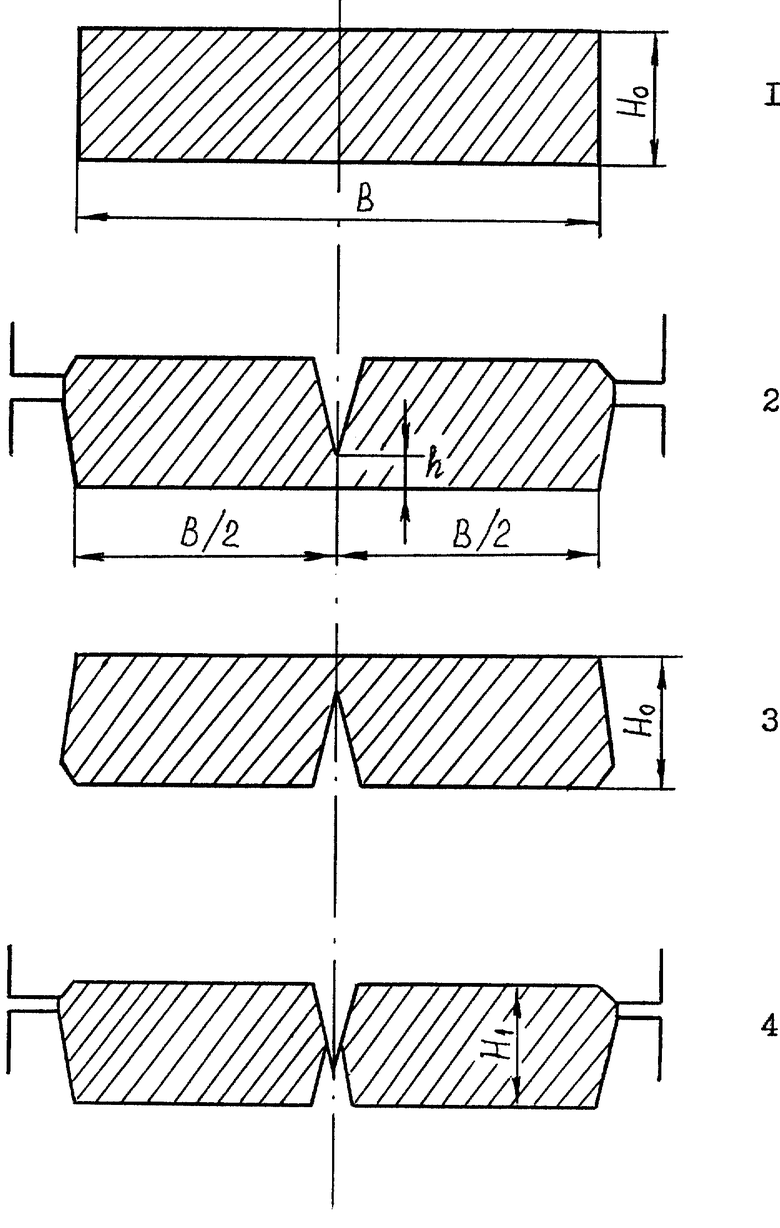
Способ производства заготовок, включающий формирование из сляба в калибре, состоящем из совмещенных ручьев, одновременно нескольких связанных перемычками заготовок, кантовку их на 180° и разделение заготовок прокаткой в этом же калибре, отличающийся тем, что формирование заготовок ведут в открытом ящичном калибре, разделенном на ручьи режущими гребнями, до толщины перемычек, равной 0,25 - 0,40 толщины сляба, а разделение заготовок осуществляют с одновременным обжатием их по толщине на 1,5 - 4,5%.
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| Способ прокатки заготовок | 1978 |
|
SU806173A2 |
| Способ прокатки заготовок | 1975 |
|
SU527218A1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 1995 |
|
RU2104104C1 |
| УСТРОЙСТВО ДЛЯ РАСШИРЕНИЯ ПУЧКА ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ ДЛЯ КОГЕРЕНТНОЙ ПОДСВЕТКИ С НАБОРОМ СВЕТОВОДОВ С ДИХРОИЧНЫМИ ПОКРЫТИЯМИ | 2020 |
|
RU2757071C1 |

