прокатки в нескольких по возможности равноотстоящих точках измеряют толщину проката и вычисляют теоретический вес металла, дополнительно по измеренным значениям толщины проката вычисляют среднее значение толщины полосы и, используя номинальное значение толщины, определяют коэффициент использования поля допусков по формуле
к - н
ЬГ
ср
где h ,1 - номинальное значение толщины проката;
Л;,) - среднее значение толщины проката,
измеряют длину проката и по заданным номинальным геометрическим размерам параметров сечения и плотности металла вычисляют теоретический вес проката по формзле
0,6„ ,-у,
где 6н - номинальное значение щирины
полосы; h I, - номинальное значение толщины
полосы;
L - длина полосы; 7 - плотность металла, по полученным значениям теоретического веса и коэффициента использования поля допусков определяют вес сэкономленного металла по формуле
G,G,
где /С„
- коэффициент использования
поля допусков; Gf - теоретический вес проката.
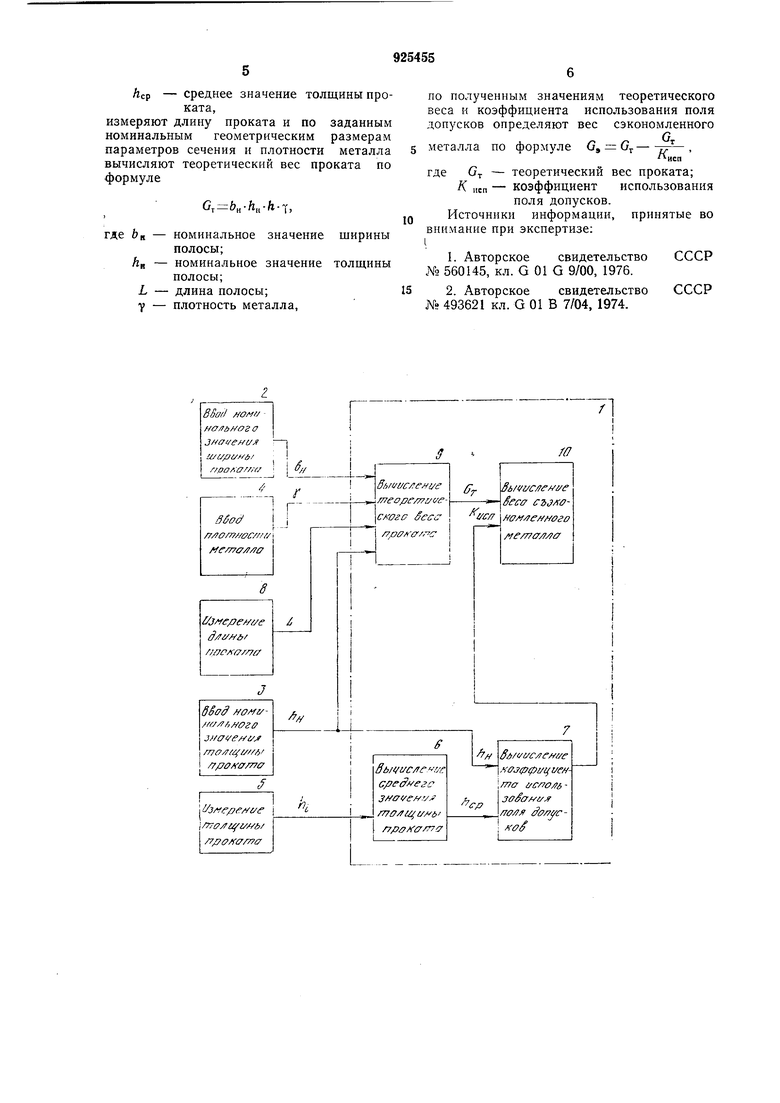
Сущность предлагаемого способа поясняется чертежом, на котором показано, какие операции и в какой последовательности они должны выполняться для обеспечения допускового контроля проката в процессе прокатки.
В начале прокатки вводят в вычислительное устройство 1 номинальные значения геометрических размеров проката: блоком 2 - ширину 6„, блоком 3 - толщину АН. блоком 4 - плотность у металла.
По ходу прокатки полосы при помощи толщиномера 5 в равноотстоящих друг от друга местах измеряют фактическую толщину hi, по значениям которой в блоке 6 вычисляют среднее значение толщины полосы
i (t
/ICP -
По значению Лср и заданному значению где /г„ -- Ли в блоке 7 вычисляют коэффициент ис- 65
поля допусков согласно выраЛ- - «
((ср
в процессе прокатки при помощи измерителя 8 определяют длину проката, ю значению которой и заданным параметрам вычисляют в блоке 9 теоретический вес проката по формуле
От Ь„-/1„-ТПо вычисленным значениям теоретического веса GP и коэффициента использования поля допусков вычисляют в блоке 10 вес сэкономленного металла G согласно следующей зависимости
Gr
,К.
Величина Оэ показывает технологическому персоналу, какое количество металла экономит бригада, ведя прокатку в поле
минусовых допусков.
Использование предлагаемого способа допускового контроля обеспечивает по сравнению с известным высокую точность и оперативность контроля прокатки, поскольку контроль прокатки в иоле допусков производится по текущему значению Л„4п непосредственно по ходу технологического процесса, когда имеется возможность исправить обнаруженные отклонення от требований технологической инструкции.
Ожидаемый экономический эффект составляет около 40 тыс. руб. в год за счет сэкономленного металла при прокатке в
поле минусовых допусков.
Формула изобретения
Способ допускового контроля проката,
преимущественно полосового, заключающийся в том, что перед прокаткой в вычислительное устройство вводят номинальные значения размеров площади поперечного сечения проката и плотности металла,
в процессе прокатки в нескольких равноотстоящих точках измеряют толщину проката и вычисляют теоретический вес металла, отличающийся тем, что, с целью повыщения точности и оперативности контроля, дополнительно по измеренным значениям толщины проката вычисляют среднее значение толщины полосы и, используя номинальное значение толщины, определяют коэффициент использования
поля допусков по формуле
h.
ЙСР
номинальное значение толщины, проката;
Лср - среднее значение толщины проката,
измеряют длину проката и по заданным номинальным геометрическим размерам параметров сечения и плотности металла вычисляют теоретический вес проката по формуле
С,&„.й„-й--|-,
)
где Ьц - номинальное значение ширины
полосы; АН - номинальное значение толщины
полосы;
L - длина полосы; 7 - плотность металла,
по полученным значениям теоретического веса и коэффициента использования поля допусков определяют вес сэкономленного
х
металла по формуле G ,
исп
где GT - теоретический вес проката; К „СП - коэффициент использования
поля допусков.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство СССР .Nb 560145, кл. G 01 G 9/00, 1976.
2.Авторское свидетельство СССР № 493621 кл. G 01 В 7/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ допускового контроля веса сортового проката | 1978 |
|
SU774639A1 |
| Устройство для автоматического конт-РОля пРОКАТКи МЕТАллА B пОлЕ дОпуС-KOB пО ТОлщиНЕ | 1979 |
|
SU850242A1 |
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Способ управления толщиной полосы на стане горячей прокатки | 1988 |
|
SU1636078A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1975 |
|
SU546789A2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 2008 |
|
RU2391159C1 |
| Способ регулирования растворов валков смежных клетей непрерывных групп прокатного стана | 1981 |
|
SU1014611A1 |
| Способ определения теоритических веса и (или) длины проката | 1972 |
|
SU493621A1 |
| Устройство для регулирования толщины полосы | 1979 |
|
SU876228A2 |
| Способ определения массы материала, сматываемого на барабан моталки | 1982 |
|
SU1030663A1 |
