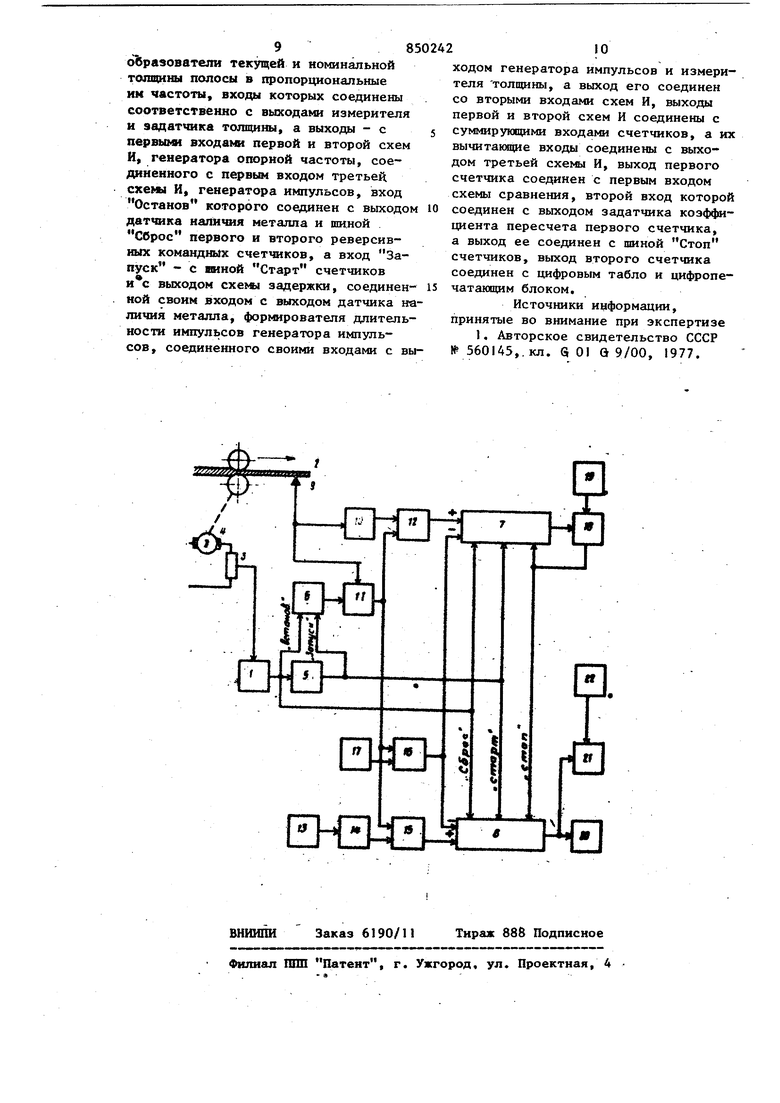
а площадь плюсовых допусков по ширине не превышает 1 % от общей площади поло сы, то отношение bi. к Ьф можно принять 1. Таким образом, коэф жциент k можно определить из выр.ажения (2 .Для измерения толщины на прокатных станах известно применение рентгеновских, изотопных или контактных толщи. номеров. Однако толщиноме} ы обладают .тем недостатком, что в каждый момент времени они измеряют мгновенное значение толщины полосы на небольшом по длине полосы участке, что не позволяет судить о толщине всей полосы. Мгновенное значение толщины полосы изменяется даже на станах, оборудованных современными регуляторами толИзвестно устройство для определения теоретического веса проката,, содержащее вычислительный блок. Чтобы при помощи этого устройства определить коэффициент использования минусового поля допусков (к J необходимо теоретический вес прокатанной полосы на стане разделить на физичес кий, сравнить полученньп результат с предельно допусти1Ф1М коэффициентом и после этого настраивать стан 1. Однако определить физический вес полосы с заданной точностью трудно, поскольку на станах нет точного взве шивания полосы после прокатки. Весы обычно устанавливаются на конвейере дпя взвешивания рулонов с большим транспортным запаздяванием, потону что пока рулон дойдет до весов, стан прокатает несколько полос. Вес же полосы, KOTopt записан в паспорте плавки, не может быть использован, так как он не учитывает расход метал ла во время 1фокатки: отрезание пере них и задних концов полосы, окалину и др. Кроме того, у оператора стана нет времени на проведение вьвоеупомянутых расчетов. Измерить длину с заданньй точностью, например, на стане горячей прокатки тоже не всегда пред ставляется возможным, так как измери тельга 1е ролики или рабочие валки, от которых получает сигналы измеритель длины, проскальзывают относительно поверхности проката. Измеритепыше ролики вследстш1е ударных нагрузок при входе полосы часто выходят из строя. Цель изобретения - повьшение точности измерения. Для достижения указанной цели вычислительный блок 4 состоит из первого и второго преобразователей текущей и номинальной толщины полосы в пропорциональные им частоты, входы которых соединены соответственно с выходами измерителя и задатчика толщины, а выходы - с первыми входами первой и второй схем И, генератора опорной частоты, соединенного с первым входом третьей схемы И, генератора импульсов, вход Останов которого соединен с выходом датчика наличия металла и шиной Сброс первого и второго реверсивных командных счетчиков, а вход Запуск - с шиной Старт счетчиков и с выходом схемы задержки, соединенной своим входом с выходом датчика наличия металла, формирователя длительности импульсов генератора импульсов, соединенного своими входами с выходом генератора импульсов и измерителя толщинь, а выход его соединен со вторыми входами схем И, выходы первой и второй схем И соединены с суммирующими входами счетчиков, а их вычитающие входы соединены с выходом третьей схемы И, выход первого счетчика соединен с первым входом схемы сравнения, второй вход которой соединен с выходом задатчика коэффициента пересчета первого счетчика, а выход ее соединен с шиной Стоп счетчиков, выход второго счетчика соединен с цифровым табло и цифропечатагащим блоком. Для определения коэффициента k используются толщины номинальная и фактическая от тол11и1номера, установленного на стане. Сразу же после прокатки полосы коэф4ициент индицируется на цифровое световое табло и автоматически печатается на бумаге. По показаниям светового табло оператор сразу настраивает стан таким образом, чтобы полностью использовать 6 нycoвoe поле допусков, а отпечатанный документ применяется для премиальной оплаты операторов-и вальцовщиков каждой бригады за прокатку металла в минусовом поле допусков. Предлагаемое устройство не содержит измерителя длины проката, что . упрощает его конструкцию. Так как выходная частота преобразователей связана с .толщиной зависимостью вида (что необходимо для достижения высокой точности преобразователей) А--а-11., Сз) где а - постоянный коэффициент: b - частота преобразователей при , то в устройство введен генерато опорной частоты, который упрощает процесс выполнения деления импульсов преобразователей. На чертеже представлена принципиальная схема предлагаемого устройства. Устройство содержит датчик 1 наличия металла 2, в качестве которого используется выход датчика 3 тока, установленного в цепи электродвигателя 4 валка последней клети стана. Выход датчика 1 связан со входом схемы 5 задержки, шиной Останов генератора 6 импульсов и шиной Сбро реверсивных командных счетчиков 7и 8. К выходу схемы 5 задержки подключены шина Старт счетчиков и шина Запуск генератора 6. На выходе стана установлен измеритель 9 толщины, выход которого связан со входом преобразователя 10 текущей ТОЛ1ЦИНЫ полосы в частоту, пропорциональную этой толщине. Кроме того, выход измерителя 9 толщины подключен на управляющий вход формирователя 1I, изменяющего длительность им пульсов с генератора 6. Выход преобразователя 10 связан с первым входом схемы И 12. Выход задатчика 13 номинальной толщины подключен ко входу преобразователя 14 номинальной толщи ны полосы в частоту, пропорциональ ную этой толщине. Выход преобразователя 14 связан с первым входом схеьш И 15. Первый вход схемы И 16 подкпнгчен к выходу генератора 17 опорной частоты. Вторые входы схем И 12,15 и 16 связаны с выходом формирователя 11. Выходы схем И 12 и 15 подключены на су№шр тащие входы счетчиков 7 и 8 соответственно, выход схемы И 16-на вычитающие входы счетчиков. Информация со счетчика 7 поступает в схему 18 сравнения, к второму входу которой подключен выход задатчика 19 коэффициента пересчета. Выход схе мы 18 сравнения связан с шиной Стоп счетчиков. Информация со счетчика 8поступает на цифровое табло 20 для индикации коэффициента k и цифропеча тающий блок 21 для его печати. На другой вход цифропечатающего блока 21 подключен задатчик 22 производственной информации. Устройство определяет коэффициент k, равный отношению номинальной и средней фактической толщин. Устройство работает следующим образом. В исходном состоянии сигналы с выхода датчика наличия металла и измерителя 9 толщины отсутствуют. Частоты преобразователей 10 и 14 и генератора 17 опорной частоты равны.. Веред началом : прокатки партии потлос оператор стана с помощью задатчика 22 производственной информации вводит в устройство значение номинальной толщины, номера партии, номера бригады, даты и др. Эта информация поступает на печать в цифропечатающий блок 1. С помощью задатчика 13 вводится значение номинальной толщины в вычислительную часть устройства. При этом ifacTOTa преобразователя 14 изменяется пропорционально заданной толщине, т.е. на суммир)пощий вход счетчика 8 поступает частота больше, чем на вычитающий. Однако счетчик 8 не считает, поскольку не подана команда Старт. При входе полосы металла 2 последнюю клеть стана нагрузка на двигатель 4 рабочего валка возрастает, что приводит к срабатыванию датчика 3 тока. Сигнал с выхода датчика тока поступает на вход датчика 1 наличия металла, которыйформирует потенциальный сигнал на время прокатки металла в последней клети. Этот сигнал сбрасывает счетчики в нулевое состояние и поступает на вход схемы 5 задержки, обеспечивающей задержку нр появление выходного сигнала, необходимую для учета времени прохождения полосы от последней клети до измерителя 9 толщины и компенсации времени выхода этого измерителя на показания. 8течение времени выхода измерителя 9на показания выходная частота пре- образователя 10 возрастает до величины, пропорциональной текущей толщине и через схему И 12 поступает на суммирующий вход счетчика 7. Однако счет по-прежнему отсутствует, поскольку на счетчик 7 не подана команда Старт Через вьщержку времени на выходе схемы 5 задержки появляется импульс, ко-
торый поступает на Запуск генератора 6 импульсов и Старт счетчиков. С выхода генератора 6 на вход формирователя 11 поступают прямоугольные импульсы постоянной частоты, например I Гц. С выхода формирователя I1 на вторые входы схем И 12, 15 и 16 поступают разрешаняцие импульсы, длител ность которых обратно пропорциональна текущей толщине, определяемой измерителем 9 толщины. Частота генератора 6 выбирается таким образом, чтобы при выходе.полосы из измерителя толщины в счетчике 7 накопилось число, задан8ое задатчиком 19.
После прихода на счетчики команды Старт и импульса формирователя 1I последовательные пачки импульсов от преобразователей 10 и 14 и генератора 17 через схемы И 12, 15 и 16 поступают на входы счетчиков. При этом счетчики 7 и 8 считают соответственно величины относительного изменения частот преобразователей 10 и 14 по отношению к опорной частоте генератора 17 пачками импульсов длительностью, определяемой формирователем I1, и суммируют их нарастающим итогом с начала прокатки данной полосы. В момент насчета счетчиков 7 числа 10,100,1000 и т.д., равного заданному задатчиком 19 коэффициенту пересчета, на выходе схемы 18 сравнения появляется импульс который поступает на шину Стоп счетчиков. Счет импульсов в обоих счетчиках прекращается одновременно. При этом на суммирукицие и вычитающие входы счетчиков продолжают поступать пачки импульсов до останова генератора 6 сигналом с датчика I наличия металла в момент выхода полосы из последней клети стана. Если счетчик 7 не успел насчитать заданное задатчи- ком 19 число до выхода полосы из стана, то после останова генератора 6 формирователь J1 открывает схеми И 12 15 и 16 на время движения конца полосы от последней клети до измерителя 9 толщины, т.е. импульсы от преобразователей 10 и 14 и генератора 17 поступают на входы счетчиков без прерывания. За время, в течение которого осуществляется счет импульсов в обоих счетчиках, т.е. в моменты открытого состояния схем И 12,15 и 16 счетчик 7 насчитает числоNc,--(q,-5o)-t С4)
счетчик 8
(
где N - коэффициент пересчета счетчика 7:
fo - частота генератора 17: f - частота преобразователя JO: f - частота преобразователя 14; t - время счета импульсов Так как частота const, то число N0 прямо пропорционально средней фак.тической толщине прокатываемой полосы, а число N - толщине номинальной. Таким образом, при подстановке в выражение (2) выражений ((5) получается
11Ц N
16)
К --
1ф
в устройстве коэффициент пересчета счетчика 7
NO МО Л1)
где п 1,2,3,4,5,...
Таким образом, вычислительное устройство выполняет операцию деления
N.. JlK NO ф
Следовательно, по окончании счета в счетчике 8 оказывается число
, (8)
отличакицееся от определяемого значения k в 10 раз. Перемещением занятой в полученном числе N на п разрядов получают определяемый коэффициент k.
По окончании счета число, записанное в счетчике 8. и равное значению коэффициента k,индуцируется нацяфровом табло 20 и фиксируется блоком 21 на бумаге.
Использование предлагае е 1х устройств на указанных станах позволяет ускорить процесс настройки станов,
повысить их производительность и увеличить отгрузку металла по теоретическому весу.
Формула изобретения
Устройство для автоматического контроля прокатки металла в поде допусков по толщине, содержащее вычислительный блок, отличающееся тем, что, с целью повьгае,ния точности измерения, вычислительный блок содержит первый и второй пре 985 оЬразователи текущей и номинальной толщины полосы в пропорциональные им частота, входы которых соединены соответственно с выходами измерителя и эадатчика толщины, а выходы - с первыкн входами первой и второй схем И, генератора опорной частоты, соединенного с первым входом третьей схемы И, генератора импульсов, вход Останов которого соединен с выходом датчика наличия металла и шиной Сброс первого и второго реверсивных командных счетчиков, а вход Запуск с шиной Старт счетчиков выходом схемы задержки, соединенной своим входом с выходом датчика на личия металла, формирователя длительности импульсов генератора импульсов, соединенного своими входами с вы ходом генератора импульсов и измерителя толщины, а выход его соединен со вторыми входами схем И, выходы первой и второй схем И соединены с суммирующими входами счетчиков, а их вычитающие входы соединены с выходом третьей схемы И, выход первого счетчика соединен с первым входом схемы сравнения, второй вход которой соединен с выходом задатчика козффициента пересчета первого счетчика, а выход ее соединен с шиной Стоп счетчиков, выход второго счетчика соединен с цифровым табло и цифропе- чатающим блоком. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 560145,.кл. S 01 Q 9/00, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля металла в поле допусков по толщине | 1982 |
|
SU1077676A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Устройство контроля потерь металла при прокатке | 1977 |
|
SU717551A1 |
| Устройство автоматического регулирования толщины полосы на непрерывном прокатном стане | 1987 |
|
SU1435347A1 |
| Устройство для автоматического регулирования толщины полосы на одноклетьевом стане холодной прокатки волочения | 1976 |
|
SU655446A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Устройство регулирования положения измерительного облика датчиков натяжения и формы движущейся полосы | 1981 |
|
SU992107A1 |
| Устройство для автоматического контроля износа валков клетей непрерывной группы прокатного стана | 1982 |
|
SU1060264A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1981 |
|
SU1014614A1 |
