часть вал-шестерен выполнена в виде многогранного стержня.
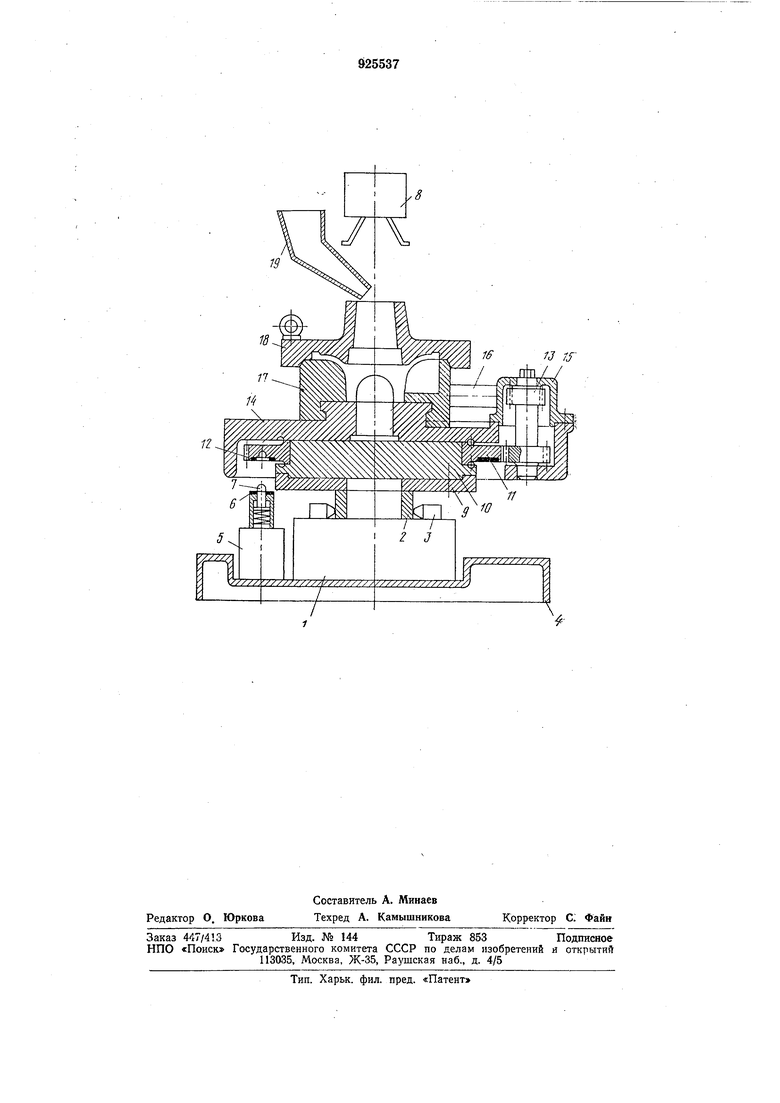
На чертеже представлена предлагаемая машина, продольный разрез.
Машина содержит привод 1 с валом 2 и устройством 3 для центрирования вала, расположенными в неподвижном корцусе 4. В этом корпусе расположен тормоз 5, имеющий фрикционную шайбу 6 и подпружиненный фиксатор 7. На корпусе установлен механизм 8 разборки и удаления отливки.
На валу 2 укреплена план-шайба 9, на которой установлена плита поддона кокиля 10. В плите расположено зубчатое колесо 11 с фрикционной накладкой 12 на нижнем торце, не имеющее с плитой жесткого соединения и связанное зубчатой передачей с вал-1шестернями 13, размещенными в поддоне 14 и корпусах 15. Колесо 11 имеет ряд отверстий под фиксатор, расположенные на равном расстоянии от центра. Валшестерни, в свою очередь, связаны зубчатой передачей с рейками 16, соединенными со вставкой 17, выполняющими полости в отливке. Для фиксации и скрепления вставок предназначена верхняя плита 18, свя.занная с механизмом удаления отлив ки. Для заливки расплава примеряется откидная чаша 19, укрепленная на корпусе машины.
Машина работает следующим образом.
После сборки Бставок 17 и верхней плиты 18 механизм 8 откидывается, устанавливается чаша 19 и привод 1 разгоняет при помощи вала 2 и план-шайбы 9 поддон 14 вместе со вставками 17 и плитой 18 до технологически необходимой скорости вращения, при этом центрирование вращающейся системы обеспечивается устройством 3. После этого через чаш1у 19 и заливочное отверстие в плите 18 в кокиль заливается требуемая доза расплава, который под действием центробежных сил заполняет периферийные зоны отливки между вставками
17,а затем и ее .центральную область. После техноло1гическн необходимой выдержки времени для кристаллизации и охлаждения отливки привод прекращает вращение вала, и устройство 3 для центрирования останавливается. Затем тормоз 5 поджимает фрикционную шайбу 6 к прокладке 12, при этом подпрул иненный фиксатор, 7 утапливается, а механизм 8 приподнимает плиту
18,освобождая вставки 17. Далее привод 1 начинает вращать вал 2 и жокиль с отливкой со скоростью 0,1-1 об/с. При этом перемещаемые вал-щестерни 13, связанные с неподвижным в этом случае колесом 11, удерживаемым силой трения фрикционной парой, начинают вращаться в поддоне 14 и корпусах 15, перемещая рейки 16, которые извлекают вставки 17 из отливки. При значительном суммарном усилии для извлечения вставок 17 силы сцепления фрикционной пары может быть недостаточно для удержания колеса 11 в неподвижном положении. В этом случае при повороте колеса фиксатор 7 попадает в соответствующее отверстие в этом колесе, исключив его дальнейший поворот. После этого механизм 8 удаляет отливку, привод 1 с такой же скоростью вращает вал 2 с кокилем в противоположную сторону, и вал-шестерни 13,
обкатываясь вокруг неподвижного колеса 11, перемешают рейки 16, устанавливая вставки 17 в исходное положение. Затем механизм 8 плитой 18 фиксирует вставки 17, тормоз 5 отпускает фрикционную накладиу 12, освобождая фиксатор 7, и ци1кл изготовлеиия отливки может повторяться вновь.
В предлагаемой конструкции для возвращения вставок в исходное состояние
после удаления отливки необходимо иметь привод, обеспечивающий реверсивное вращение вала. Такой привод усложняет конструкцию машины. Кроме того, для обслуживания машины и кокиля требуется частая и частичная сборка и разборка кокиля, что при механизированном извлечении и установке вставок затрудняет операции обслуживания. Этот недостаток может быть устранен, если верхнюю часть вал-шестерен 13 выполнить в виде шестигранного стержня для обеспечения поворота ее вручную при помощи обычного или специального гаечного ключа. При этом при вращении одной вал-шестерни 13 перемещаются
все вставки 17, связанные через свои валшестерни с общим зубчатым колесом 11. Усилия, необходимые для перемещения вставок «вхолостую без извлечения их из отливки, как правило, незначительны и зависят от передаточных чисел зубчатых соединений колесо-шестерня и шестерня-- рейка.
Для ряда отливок, когда усилия извлечения вставок незначительны, удаление их
из отливок можно осуществлять также вручную. В этом случае отпадает необходимость в применении тормоза 5 с шайбой 6 и фиксатором 7 и наладки 12.
Таким образом, по сравнению с известной предлагаемая машина позволяет повысить надежность работы за счет резкого снижения количества фрикционных пар, упрощения обслуживания и конструкции при возможности одновременного ручного
перемещения вставок. Кроме того, повышается размерная точность изготовления отливок, поскольку обеспечивается одновременное извлечение всех вставок из отливки, что исключает различную усадк у ее отдельных частей и смещение тонких стено:к.
Область применения мащины ограничена габаритами изготавливаемых отливок. Изготовление на ней крупногабаритных отливок затруднено из-за необходимости
применения привода большой мощности
шли значительных ручных усилий при извлечении вставок. Наиболее перспективно применение этой конструкции для изготов-ления отливок тина «крыльчаток, требующих одновременного извлечения всех вставок.
Внедрение одной машины в производство позволяет получить за год экономический эффект за счет повышения надежности :при снижении на 25% затрат на амортизационные отчисления, составляющие 18% от «стоимости машины, цена которой 2500 руб,
25 ,, 18X2500 .. . X-47ЧА 112 руб.
100
100
За счет повышения размерной точности -И снижения на 15% брака, составляющего 10% от общего выпуска 210 т литых заготовок себестоимостью 1вОО руб за 1 т, экономический эффект составит
T x« iP« aa™py5.
Суммарный экономический эффект 112+5670 5800 руб.
Общий экономический эффект от внедрения таких машин в народное хозяйство .позволит получить экономический эффект .Б размере:290000руб.
Формула изобретения
1.Центробежно-литейная вертикальная машина, содержащая корпус, кокиль с
подвижными вставками, плиту, привод, устройство для .центрирования вала, тормоз с фрикционной шайбой и механизм удаления отливки, отличающаяся тем, что, с целью повышения надежности работы и
точности изготавливаемых отливок, она снабжена механизмом извлечения подвижных вставок, выполненным в виде зубчатого колеса, расположенного в плите и соединенного с зубчатой рейкой, связанной с
подвижными вставками через вал-шестерни, причем зубчатое колесо снабжено фрикционной накладкой с отверстиями, взаимодействующей с фрикционной шайбой, а тормоз с фрикционной шайбой снабжен подпружиненным фиксатором.
2.Машина по п. 1, отличающаяся тем, что, с целью обеспечения поворота вал-шестерен при сборке и разборке кокиля, верхняя часть вал-шестерен выполнена
в виде многогранного стержня.
Источники информации, принятые во внимание при экспертизе:
1.Юдин С. Б. и др. Центробежное литье. М., «Машиностроение, 1972, с. 249-
269.
2.Авторское свидетельство СССР № 356040, ,кл. В 22 D 13/04, 1970.
1Z
7J /IT
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежно-литейная вертикальная машина | 1981 |
|
SU952426A1 |
| Кокиль для литья крыльчаток | 1980 |
|
SU935210A1 |
| Кокильная машина | 1979 |
|
SU835621A1 |
| Литейная форма для отливки осевого лопастного колеса гидротрансформатора | 1986 |
|
SU1407666A1 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Кокильная машина | 1986 |
|
SU1411097A1 |
| Металлическая литейная форма | 1981 |
|
SU1017433A1 |
| Постоянная литейная форма | 1981 |
|
SU1065078A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| Фрикционно-дисковый тормоз | 1979 |
|
SU855283A1 |