Изобретение относится к литейному производству, а именно к койструкциям постоянных литейных форм с использованием песчано-глинистых стержней, имеющих несколько знако-; вых частей с различной ориентацией их относительно плоскостей разъема формы.
в известной постоянной литейной форме для обеспечения установки атержня с требуемой точностью в посадочных знаковых частях выполнены продольные заостренные ребра, а на поверхности знака стержня выполнены кольцевые каналы, контактирующие с заостренными ребрами полуформы l .
Такая конструкция знаков может использоваться преимущественно при простановке в форму литейныхстержнейу имеюгцих нертикальные знаки,, При MHorojcpciTHofi установке и подгонке знакгч образующийся сорд песчинки -могут попадать на стенки знака и смещгэть его.
Известка также постоянная литейная форма, включающая песчаный стержень для точной его простановки и удаления осыпающейся песчаной смеси имеет продольные пазы в знаковой части форьм, она также может применяться при установке стержней с вертикальными знаками и требует .значительных затрат труда на очист.. ку знаковой чг1СТ 4 стержня от образующего сора при подгонке знака стержня J2j .
Наиболее близкой { ,Аг7агаемой является сстоянкая литейная форма, содержащая подпои, полуфорг вз и песчаные стержни с несколькими знаковыми частя гл, Е ;оторых выполне(ы продольмые и поперечные пазы с цель повиыения точности устновки стержня и удаления сора {3|.
Однако при использовании такой формы для изготовления отливок со стержнями, имеющими несколько знаков ,- расположенных под углом к плоскости разъема, возникают трудности с подгонкой стержнейfчто снижает точность ик фнксап.ии и приводит к получению разностенных отливок, Продольр ые и поперечные пазы в знаквых частях формхл не обеспечивasoT Полное удаление сора и газов из , что снижает точность установки стержней и качество отливок
Цель изобретения - т;овышенне размерной точности отливок при устаковке стержней с несколькими знаками, расположенным под углом к плоскости разъема, а те.кже обеспечение удаления сора и улучшения условий о 1 вода т а з о в .
Цель достихается тем, что постояная лптейная форма, содержащая поддон, полуформы и песчаные стержни со знаками, снабжена механизмом фиксации стержней, содержащим установленную с возможностью перемещения направляквдую втулку с коническим отверстием, взаимодействующим со знаком стержня, и зубчато-реечный привод.
Кроме того, направляющая, втулка снабжена вентой.
На чертеже изображена постоянная литейная форма, поперечный .
Постоянная литейная форма состоит из двух полуформ 1 и 2,, имеющих вертикальную плоскость разъема,Подвод металла в полость лцтейной формы 3 осуществляется через стояк 4, шлакоуловитель 5 и литниковый канал б S Внутренняя конфигурация отливки выполняется песчаными стержнем 7 и стержнями 8 со знаковыми частями (знак) 9, расположенными под углом к плоскости разъема формы. Фиксация и крепление знаковых частей осуществляется- механизмом, содержащем втулки 10, внутри которых выполнены конические отверстия и установлены ве.нты 11.
Венты соединены каналом 12 в зубчатой рейке 13 со штуцером 14, закрепленным на рейке. Рейка связана с вал-шестрней 15 и рукояткой 16. Цилиндрическая часть отливки и стенки патрубков оформляются металлическийи-; отъемными вставками 17, которые устанавливаются в верхней матрице формы
Форма работает следующим образом
Посте установки стержней 7 и В на поддон полуформы 1 и 2 смыкаются. Пр вращении рукоятки 16 вал-шестерня 15 перемещает зубчатую рейку 13 и втулку 10 до упора в знак 9 стержня 8, расположенный под углом к линии разъема постоянной формы. После устаноБки верхней матрицы формы, с закрепленными в ней металлическими отъемными вставками 17, штуфер 14 подключается к вакуумной системе. Через венту 11 удаляется сор, образовавшийся при установке и подгонке знака 9 стержня В. Затем через от-верстие 4 по шлаковику 5 и литниковому каналу б жидкий металл заливают в полость литейной формы. Образующиеся при контакте жидкого металла с песчаными cтepжня ш газы удаляются через )зенты 11 и каналы 12 вакуумной системой.
После затвердевания и охлаждения отливки снижается верхняя матрица формы вместе с отъемными вставками 17. С помощью рукоятки 16, вала-шестерни 15 и зубчатой рейки 14 отводят втулку 10 от знака 9 стержня 8. Полуформы 1 и 2 раскрываются и отливка извлекается. После обдувки
310650784
полости литейной формы сжатым возду ния: точности установки стержнёя и
хом цикл повторяется..трудоемкость литейных работ на 15%
Изобретение позволяет снизить за счет механизации удаления собрак отливок на 40% за счет повыше-ра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль | 1982 |
|
SU1071357A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Кокиль для литья головки блока цилиндров из алюминиевых сплавов | 1991 |
|
SU1803256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Способ изготовления кокилей | 1980 |
|
SU910342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО КОКИЛЯ | 2001 |
|
RU2185928C1 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
1. ПОСТОЯННАЯ ЛИТЕЙНАЯ ФОРМА для палучения отливок, содержащая поддон, полуформы и песчаные стержни со знаками, отличающаяся тем, 4to, с целью повышения размерной точности отливок при установке стержней с несколькими знаками, расположенными под углом к плоскости разъема,она снабжена механизмом фиксации стержней, содержащим установленную с возможностью перемещения направляющую / втулку с коническим отверстием. взаимодействую 4им со знаком стержня, и зубчато-реечный привод. 2. Форма по п. 1, отличающая с я тем, что, с целью обесп чения удаления сора и улучшения условий отвода газов/ направляющая втулка снабжена вентой. С (Л о СП О сх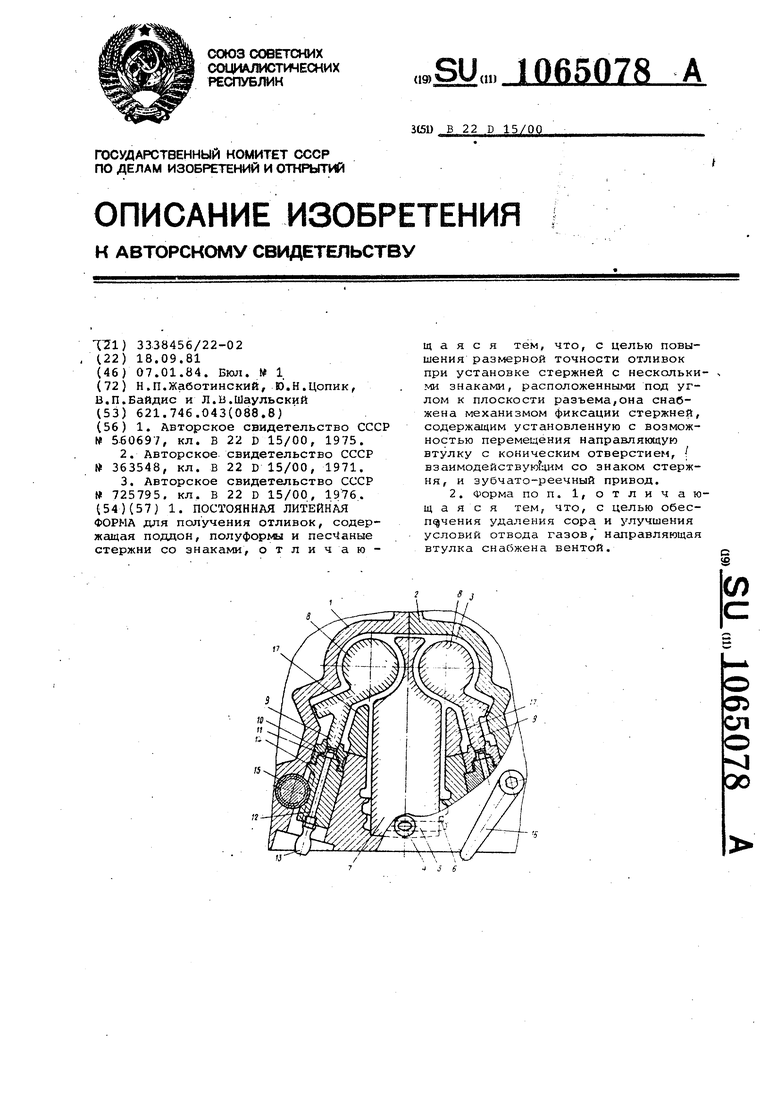
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литейная форма | 1976 |
|
SU560697A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
