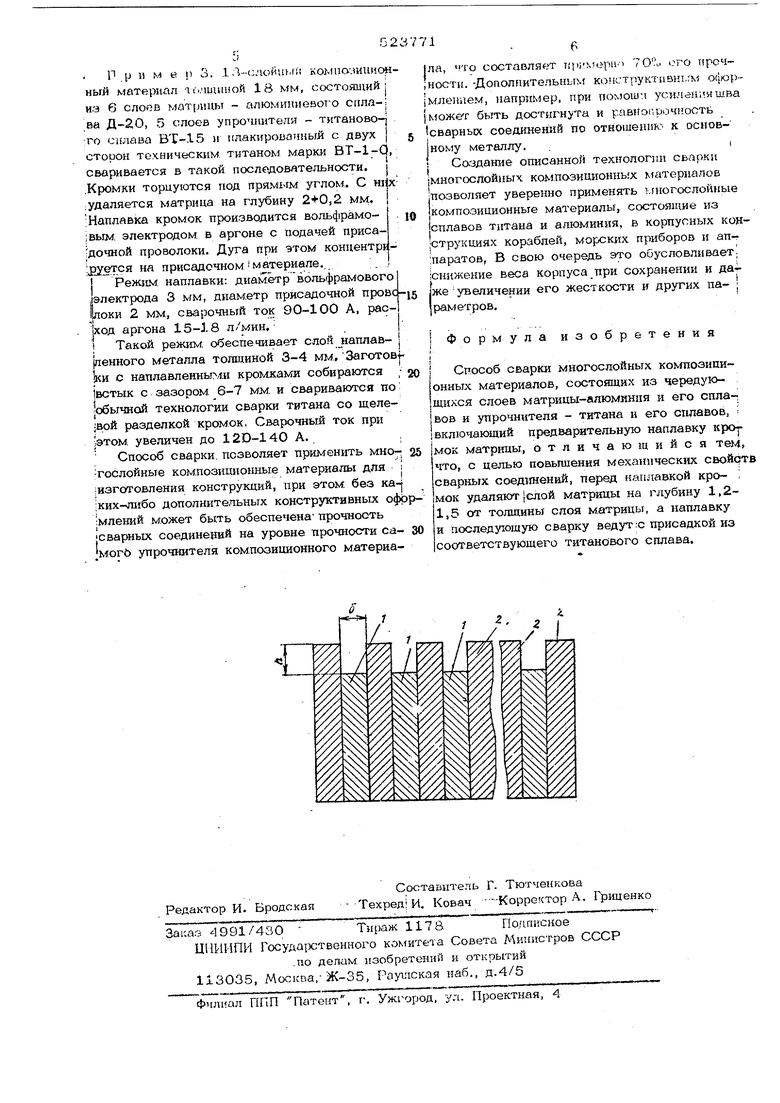
(54) СПОСОБ СВАРКИ МНОГОСЛОЙНЫХ КОМГЮЗНШЮННЫХ МАТЕРИАЛОВ ках трудно добиться полной очистки упроч- . йителя 2 от матрицы 1, Дл« этого еше тре-, буется дополнктепьный кропотливый слесарг ный труд,; I Хнк-шческий способ осуществляется погру-1 iHtemseM. кромок композиционного материала / Э водньгй раствор едкой щелочи. По этому ;:посооу достигается практически полное удаление матрицы с упрочнителя, но процесс вдет медленно и большие трудности , Ю встреч iiiOTc и в достижении равномерного стравливания и собстве1шо получением ной глубины удаления матрицы Комбинированный способ включает удаление; ьгатрицы. при помощи механкзированногс м.еталлоре«1ущего инструмента, а оставшиеся участки матрицы с поверхности упрочнит теля стравливаются.i | .(е такой подготовки на кромку наплавляется титан и затем эти кромки сварива- ,2 юте я BCTblR. Проведены сравнительные испытания способа сварки. Опыты проводились на трехслсйном материале толщиной 6 мм, состоящем из двух наруйшых слоев титана ВТ-1-0 и Marpiiubf. - сплава Д-20. Толщины, слоев были Г 1 имерно одниаковы и составили по 2 м:л.. Си.азць саариаали аргонодуговой сваркой i.o i;i iBiimiiMCH электродом с предваритель-I ной наплавкой кромок.. 3 По одному варианту кромки были тордрfwiHbi под прямым углом, а по второму до- I попнительно была удалена матрица на глуб,.ну 2,5 мм. Из сварных соединений были изготовле-; иь- образцы для испытания на разрыв и удар- ау о алзкс/.Пз, По обоим вариантам сварки i прздел н.рочшх ти образцов при растяжении | составлял 32-35i кг/мм. , а ударная вяз-i кость образцов, сваренных без удаления ыа тРИДЫ перед наплавкой, - 0,8-1,0 кг/см . | У образцов, сваренных с предварительно удаленной матрицей, эта величина составила от 13,8 до 22,5 кгм./см . Сваривались также стыковые соединения; компоаиционного материала толщиной 18мМ. Пр-едварительное удаление матрицы перёд наплавкой кромок -ип-аном. не только улучшает механические свойства сварных соедиг I псаий. Ос1эбенно это ощущается, когда в ка-/ чс-стьо матрицы используются алюминиевые / силаьы, легироиацкые легко испаряющими- i ii гсо:-П1сл1О1пам и Если предварительно не j У..;:Л.И ГЬ г K()C.,OK Матрпцу, то в COnpHKOCHOj-. iv,;uuit о (л-дсилавлоапым тята)1Ом происходит; ; ro;;ciit :..j;i 1.1«рсгг/ев алюминиевого асплаi..j 3-.i CiiL-i- i,-iKJFx) г1С|гСГрова wei-iyxy этим, : 1(.11С.лаБо;.г Ii ть: лловой каплей создается бол1 jiiu.ji.f даьл.лпк- ti ;|юв ль;л:рую1)и1х элементов, под действием, которого )асплавляемый приадочный метал. разбрасывается во все стброны, что может привести к несчастным случаям. Удалением матрицы, на глубину fl (1,2-1,5) обеспечивается Спокойное протекание процесса сварки без разбрызги- вания.. П р и м. е р 1. 13-слойный ком.п6зици -; онный материал толщиной 17 мм, состояий из 7 слоев матрицы - алюминиевого сплава В 48-4 толщиной 1,5 мм и 6 слое упрочнителя толщиной 1 мм, сваривается -в . такой последовательности. Кром.ки м.еталла торцуются под прямым, углом. С них удаля4ется м.атрица на глубину 2-0,2 мм. Поверх м.атрицьг в м.есте вы.бранных пазов укладывается титановая проволока ВТ-1-0 диам.е:ром. 2 мм. Наплавка кромок производится постоянным, током прямой полярности с подачей в дугу дополнительной присадочной проволоки той же марки. При этом одновременно сплачиваются: слои упрочнителя и ул1 женная проволока. Режим наплавки: диаметр вольфрамового электрода 2 мм, диаметр присадочной проволоки 2 мм, сварочный ток 90-100 А), расход аргона 15-18 л/мин.. Этот режим обеспечивает сдой наплавле -: ного м.еталла толщиной 3-4 мм. Заготовки| с наплавленными кромками собираются встык с зазором 6-7 мм. и свариваются по обыч4 ной технологии сварки тит.ана со щелевой разделкой кромок. Режим сварки соответствует режим.у наплавки за исключением, дйам.етра вольфрамового электрода,, равного 3 мм., и величины сварочного тока- 120140 А. Г П р и м е р 2. Композиционный материгал того же строения толщиной 34 мм. пваЧ ривиется согласно описанной поспедователь-ности. Поскольку у него толщина матрицы. | составляет 2,5 мм, ее выбирают на глубину 3,0-3,5 мм., Перед наплавкой в месте выбранных пазов укладывается титановая проволока диам.етром 3 MXt. Режим наплавки аргоподуговБО.- м.етодои диаметр вольфрамового электрода 3 мм, ди-йметр присадочной проволоки 3 мм., сварочный ток 100-110 А, расход аргона 15 18 л/мин. Такой режим обеспечивает папляЕлениого м.еталла толщиной 4-5 мм.. Затем заготовки с наплазленными кромками собираются встык с зазором 8-10 мм и свариваются по обычаой технологии титана со щелевой разделкой кромок. Режим свар-i ки соответствует наплавочному за исключением вел1Г01НЫ. сварочного тока - 140 170 Л.;. Г р 11 м е р 3. .1. Л-(;лойиы11 компо-.шиишньгй материал тс.лщиной 18 мм, состоящий | иа 6 слоев MaTpviubi - алюмипиевот-о сгша,ва Д-20, 5 слоев упрочиитеяя - титаново;го ВТ-15 н клакировачный с двух сторон техническим, титаном марки BT-1-Q, сваривается в такой последовательности, i .Кромки торцуются под прямым углом. С Hilx :Удаляется матрица на глубину 2+0,2 мм. j Наплавка кромок производится воль41рам.о;вьш. электродом, в аргоне с подачей приса:дочной проволоки. Дуга при этом конпентрк: уется на присадочномматериале.. Режим, наплавки: диаметрвольфрамового аэлектрода 3 мм, диам.етр присадочной npoBc11локи 2 мм., сварочный ток 90-100 А, аргона 15-18 л/мин, Такой режим, обеспечивает слой J aплaв(ленного металла толи.);иной 3-4 мм., Заготов 1ки с наплавленными кромками собираются ; 1встык с зазором. 6-7 мм. и свариваются по обычной технологии сварки титана со щеле|врй разделкой кромок, Сварочный ток при ;этом. увеличен до 12D-140 А.. Способ сварки, позволяет применить мно-. гослойные ком.позивдюннью материалы для |изготовления конструкций, при этом без кач ;ких-либо дополнительных конструктивны.х офр :млений м.ожет быть обеспечена- прочность сварных соединений на уровне прочности саJMor6 упрочнителя композиционного м.атериа1ла, что составляет т ; игпери.-1 его прочjHOCTH. -Дополнительным конструктивным ociiop|М.лением, например, при помошл j может быть достигнута и равйо1 рочнооть сварных соединений по отношеппк:- к основному металлу. .i 1 Со.здание описанной технологии сварки многослойных ком.пазиционнь;х материалов позволяет уверенно применять .пюгослойные композиционные материалы, состоящие из {сплавов титана и алюминия, в корпусных кон;струкциях кораблей, морских приборов и ап-г ларатов, В свою очередь это обусловливает, снижение веса корпуса при сохранении и да--жеувеличении его жесткости и других параметров. Формула изобретения Способ сварки многослойных кокгаозипионньгх материалов, состоящих из чередующихся слоев матрицы-алюминия и его сила-, |вов и упрочнителя - титана и его сплавов, 5 1 включающий предварительную наплавку матр1шы, отличающийся тем, что, с целью повышения механических СБойс ТВ сварных соединений, перед наплавкой кро- . мок удаляют |слой матрицы на глубину 1,21,5 от толщины слоя м.атрицьг, а наплавку и последующую сварку ведут ;с присадкой из соответствующего титанового сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением плакированных материалов | 1980 |
|
SU925574A1 |
| Способ подготовки свариваемыхКРОМОК МНОгОСлОйНыХ КОМпОзициОННыХМАТЕРиАлОВ | 1979 |
|
SU841869A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ НА ОСНОВЕ АЛЮМИНИЯ | 2009 |
|
RU2393073C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1388236A1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
