I
Изобретение относится к области высокочастотной сварки и может быть использовано для стабилизированного нагрева кромок трубной заготовки перед сварочным калибром.
Известны устройства для высокочастотной сварки труб, содержащие источники питания, регуляторы и датчики интегрального потока излуме ния или магнитного поля над очагом оплавления 2}
Недостатком этих устройств является низкая надежность в условиях металлургического производства. Это обусловлено наличием охлаждающей жидкости и брызг расплавленного металла в зоне установки датчиков.
Наиболее близким .по технической сущности к изобретению является устройство для высокочастотной сварки труб с одним или несколькими швами, содержащее индукторы для каждого сварного шва, подключенные к индивидуальным источникам тока, и емкости,
подключенные параллельно индукторам з.
Для реализации устройства необходимо иметь дополнительно к существующему на трубозлектросварочном стане электрооборудованию компенсирующие трансформаторы, что усложняет устройство и, следовательно, повышает его стоимость и затраты на обслуживание.
jg Кроме того, необходимость установки в зоне сварки дополнительного оборудования снижает надежность устройства.
Целью изобретения является упро,5 щение устройства и повышение его надежности .
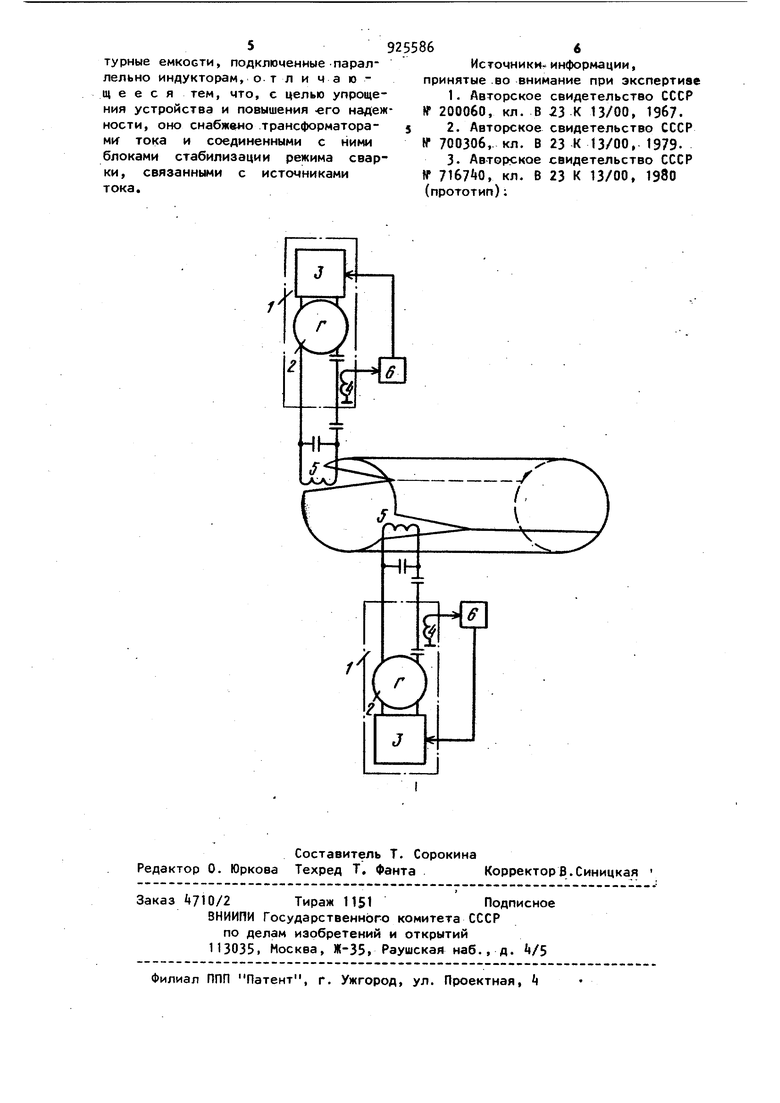
Цель достигается тем,, что устройство для высокочастотной сварки труб с одним или несколькими швами, соjf держащее индукторы для каждого сварного шва, подключенные к индивидуальным источникам тока, и контурные емкости, подключенные параллельно индукторам, снабжено трансформаторами 9 тока и соединенными с ними блоками стабилизации режима сварки, связанными с источниками тока. На чертеже представлена блок-схема устройства для высокочастотной сварки труб. Источники тока 1 выполнены в виде машинных генераторов 2, обмотки возбуждения которых подключены к тиристорным возбудителям 3- В выходные цепи машинных генераторов 2 включены трансформаторы тока 4 и индукторы 5. Машинные генераторы 2 тиристорные возбудители 3, трансформаторы тока Ц и индукторы 5 являются стандартными изделиями и поставляются комплек/но с оборудованием трубоо лек т рос варочного стана, вторичные обмотки трансформаторов тока k подключены к блокам стабилизации 6,выходы которых включены в цепи управления тиристорными возбудителями 3Блоки стабилизации 6 выполнены из стандартных элементовунифицированной блочной системы регуляторов УБСР и предназначены для ввода в цепи управления тиристорными возбудителями отрицательной обратной связи по току машинного генератора. Устройство для высокочастотной сварки труб работает следующим образом., Оператор цепью управления тиристорными возбудителями 3 устанавливает такую мощность машинных генераторов 2, чтобы свариваемые кромки Hai- решались до нужного значения. При этом в выходных цепях машинных генераторов 2 устанавливаются токи, пропорциональные токам соответствующих индукторов 5 величины которых хара теризуют процесс сварки. На вторичных обмотках трансформаторов тока также появляется сигнал, характеризу ющий процесс сварки, и блоки стабили зации 6 вводят в цепи управления тиристорными возбудителями 3 напряжение, величина которого отвечает режи му сварки, установленному оператором При изменении параметров нагрузки индукторов 5 (расстояния между индук тором и кромками, толщины кромок,положения точки схождения кромок и угла между ними).изменяются токи индук торов 5 а значит и токи машинных генераторов 2, что приводит к измене нию сигнала на вторичных обмотках трансформаторов тока 4 и величины напряжения блоков стабилизации 6. По 4 скольку блоки стабилизации 6 подключены, к тиристорным возбудителям 3 так, что осуществляется отрицательная обратная связь по току машинного генератора, то изменения напряжений блоков стабилизации 6 приводят к изменению выходных напряжений тиристорных возбудителей 3 и, следовательно, к изменению мощности машинных генераторов 2. При этом изменения мощности машинных генераторов 2 направлены на уменьшение отклонения нагрева свариваемых кромок от уровня, заданного оператором (принцип отрицательной обратной связи), что приводит к стабилизации режима сварки. Такое техническое решение обеспечивает упрощение устройства для высокочастотной сварки труб, так как не требует установки дополнительно к существующему оборудованию нестандартных компенсирующих трансформаторов, которых необходимо иметь комплект для каждого диаметра производимых на ста- не труб и производить их демонтаж и последующий монтаж нового комплекта совместно с индукторами практически еженедельно -при каждой перевалке стана, потому что в качестве компенсирующих трансформаторов используются серийные трансформаторы тока, поставляемые комплектно с источниками питания. Используемые в качестве компенсирующих трансформаторов трансформаторы тока работают в усжэвиях машинного зала (отсутствие пара, брызг расплавленного металла, высокой температуры), что значительно повышает надежность устройства. Кроме того, стационарное подключение трансформаторов тока упрощает обслуживание устройства для высокочастотной сварки труб, в то время как компенсирущие трансформаторы известных устройств необходимо при каждом изменении типоразмера (по диаметру) свариваемых труб демонтировать совместно с индукторами и заменять на другие, соответствующих параметров. Формула изобретения Устройство для высокочастотной сварки труб с одним или несколькими швами, содержащее индукторы для каждого сварного шва, подключенные к индивидуальным источникам тока, и кон-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки труб | 1977 |
|
SU716740A1 |
| Устройство для автоматического ре-гулиРОВАНия пРОцЕССА ВыСОКОчАСТОТ-НОй СВАРКи | 1979 |
|
SU846177A1 |
| Устройство для высокочастотной сварки труб из двух и более полос металла | 1976 |
|
SU601100A1 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА | 2009 |
|
RU2400337C1 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| Стан для изготовления сварных замкнутых профилей | 1990 |
|
SU1754262A1 |
| Способ высокочастотной сварки труб и устройство для его осуществления | 1985 |
|
SU1320035A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU797856A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
