Изобретение относится к машиностроению, в частности к оборудованию для обработки давлением.
Целью изобретения является повышение качества изделий путем поддержания оптимального давления на свариваемые кромки,
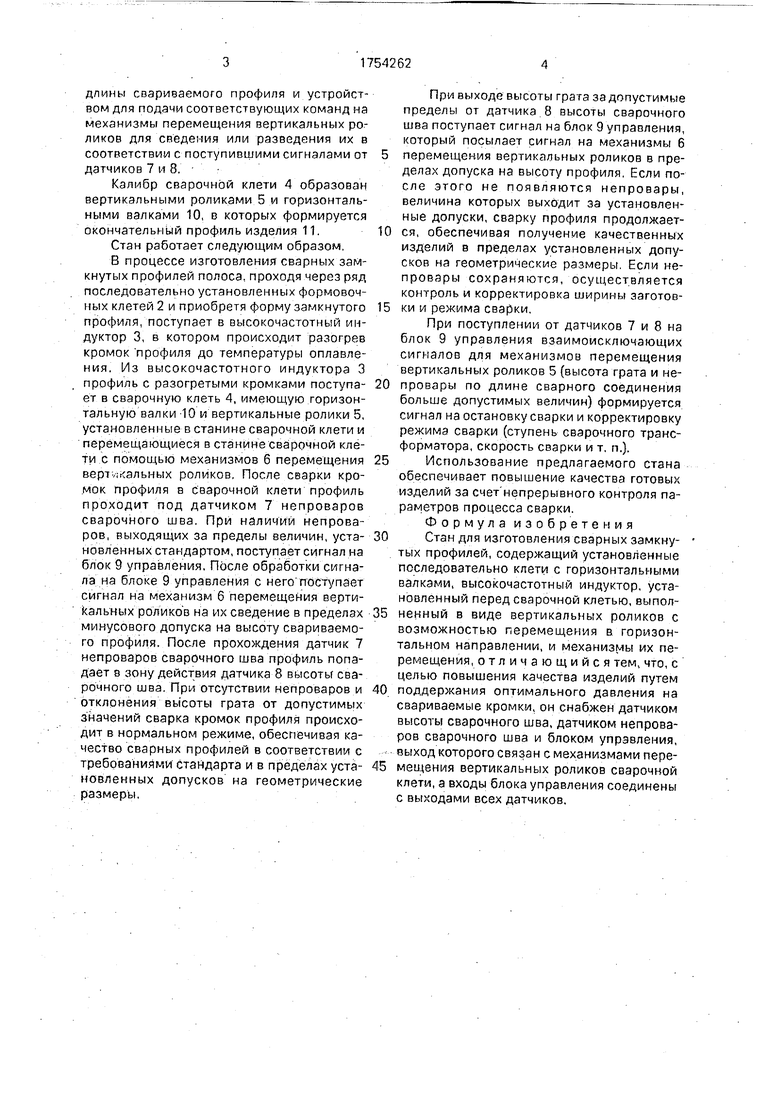
На фиг, 1 изображена конструктивная схема стана; на фиг. 2 - сварочная клеть,
Стан для изготовления сварных замкнутых профилей установлен на раме 1 и содержит последовательно установленные клети 2. Клети состоят из станин с горизонтальными калиброванными валками, в которых происходит постепенное формоизменение плоской заготовки до готового профиля. Высокочастотный индуктор 3 охватывает свариваемый профиль по контуру, питается от генератора токов высокой частоты (не показан) и обеспечивает разогрев кромок профиля до температуры оплавления Сварочная 1 клеть 4 содержит вертикальные ролики 5, перемещающиеся на подушках в горизонтальной плоскости с помощью механизмов 6 перемещения каждого из вертикальных роликов. Механизм перемещения может быть выполнен, например, в виде Обоймы, в которой закреплен на подшипниках вертикальный ролик 5, и пневмо- или гидроцилиндра, обеспечивающего перемещения вертикальных роликов 5 в горизонтальном направлении. Датчик 7 непроваров сварочного шва устанавливается за сварочной клетью 4 над сварочным швом. В качестве датчика 7 кепровароа может быть использован вихретоковый дефектоскоп ВД-20,
Датчик 8 высоты сварочного шва устанавливается за сварочной клетью 4 над сварочным швом. Оба датчика 7 и 8 связаны электрически с входами блока 9 управления. В качестве датчика высоты сварочного шва может быть использован ультразвуковой толщиномер УТ-15.
Блок 9 управления представляет собой автоматическую систему с суммирующим устройством величины непроваров на 1 м
XJ
СП
№даяя
длины свариваемого профиля и устройством для подачи соответствующих команд на механизмы перемещения вертикальных роликов для сведения или разведения их в соответствии с поступившими сигналами от датчиков 7 и 8.
Калибр сварочной клети 4 образован вертикальными роликами 5 и горизонтальными валками 10, в которых формируется окончательный профиль изделия 11. Стан работает следующим образом, В процессе изготовления сварных замкнутых профилей полоса, проходя через ряд последовательно установленных формовочных клетей 2 и приобретя форму замкнутого профиля, поступает в высокочастотный индуктор 3, в котором происходит разогрев кромок профиля до температуры оплавления. Из высокочастотного индуктора 3 профиль с разогретыми кромками поступает в сварочную клеть 4, имеющую горизонтальную валки 10 и вертикальные ролики 5, установленные в станине сварочной клети и перемещающиеся в станине сварочной клети с помощью механизмов 6 перемещения верт/сальных роликов. После сварки кромок профиля в сварочной клети профиль проходит под датчиком 7 непроваров сварочного шва. При наличии непроваров, выходящих за пределы величин, установленных стандартом, поступает сигнал на блок 9 управления. После обработки сигнала на блоке 9 управления с него поступает сигнал на механизм 6 перемещения верти- kaльныx роликов на их сведение в пределах минусового допуска на высоту свариваемого профиля. После прохождения датчик 7 непроваров сварочного шва профиль попадает s зону действия датчика 8 высоты сварочного шва. При отсутствии непроваров и отклонения высоты грата от допустимых значений сварка кромок профиля происходит в нормальном режиме, обеспечивая качество сварных профилей в соответствии с требованиями стандарта и в пределах установленных допусков на геометрические размеры.
При выходе высоты грата за допустимые пределы от датчика 8 высоты сварочного шва поступает сигнал на блок 9 управления, который посылает сигнал на механизмы 6
перемещения вертикальных роликов в пределах допуска на высоту профиля, Если после этого не появляются непровары, величина которых выходит за установленные допуски, сварку профиля продолжается, обеспечивая получение качественных изделий в пределах установленных допусков на геометрические размеры Если непровары сохраняются, осуществляется контроль и корректировка ширины заготовки и режима сварки.
При поступлении от датчиков 7 и 8 на блок 9 управления взаимоисключающих сигналов для механизмов перемещения вертикальных роликов 5 (высота грата и непровары по длине сварного соединения больше допустимых величин) формируется сигнал на остановку сварки и корректировку режима сварки (ступень сварочного трансформатора, скорость сварки и т. п.).
Использование предлагаемого стана обеспечивает повышение качества готовых изделий за счет непрерывного контроля параметров процесса сварки.
Формула изобретения
Стан для изготовления сварных замкнутых профилей, содержащий установленные последовательно клети с горизонтальными валками, высокочастотный индуктор, установленный перед сварочной клетью, выполненный в виде вертикальных роликов с возможностью перемещения в горизонтальном направлении, и механизмы их перемещения, отличающийся тем, что, с целью повышения качества изделий путем
поддержания оптимального давления на свариваемые кромки, он снабжен датчиком высоты сварочного шва, датчиком непроваров сварочного шва и блоком управления, выход которого связан с механизмами перемещения вертикальных роликов сварочной клети, а входы блока управления соединены с выходами всех датчиков.
If
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ производства электросварных труб на непрерывных станах | 1983 |
|
SU1136864A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ СТАН | 1999 |
|
RU2151659C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
Сущность изобретения: в стан введены два датчика - контроля качества сварки (наличия непроваров) и контроля высоты сварочного шва. Оба датчика расположены на выходе сваренного изделия (профиля) из сварочной клети, куда оно подается после калибровки в профелекалибровочных клетях и нагрева в высокочастотном индукторе, При наличии сигналов отдатчиков непровара и высота шва в блоке управления формируется сигнал для соответствующего перемещения вертикальных валков сварочной клети для обеспечения режима сварки профиля с допусками по высоте шва в пределах допустимых значений. Этим достигается повышение качества готовых изделий, 2 ил.
Фм1
| Способ изготовления сварных замкнутых профилей | 1968 |
|
SU273029A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
