Изобретение относится к литейному ггроизводству, а именно к автоматизации дозирования жидкого металла в литейт1ые формы.
Известен способ дозирования металла напорными дозаторами, например электромагнитными насосами, путем создания постоянного, по величине давления в течение заданного промежутка времени. С целью повьшения точности дозирования это время отсчитывается с момента прохождения передни фронтом струи металла контрольного сечения металлопровода, расположенного вблизи сливного отверстия ГОНедостатком этого способа является зависимость величины дозь от уровня металла в емкости из которой производится дозирование, по мере отбора металла увеличивается давление, затрачиваемое на его подъем до сливного отверстия, соответственно снижается избыточное давление, что приводит к уменьшению расхода в течение управляемого слива и колггчества металла, сливающегося по инерции после отключения дозатора. Это вызывает необходимость корректировки времени дозирования.
Целью изобретения является повышение точности дозирования и обеспе ение постоянства времени слива за счет уменьшения влияния уровня металла в емкости, связанно с дозатором.
Эта цель достигается путем автоматического поддержания постоянства средней величины избыточного давления, действующего на металл в течение всего слива. Для этого увеличивают давление по линейному закону до конца заданного промежутка времени, отсчитываемого с момента прохождения металлом контрольного сечения . металлопровода. затем поддерживают ПОСТОЯННО достигнутую в этот момент велдатииу давление в течение заранее заданного промежутка времени,, после чего снижают давление по линейному закону до начального уровня.
Па чертеже приведен график изменения давления Р , доздаваемого дозатором; по предлагаемому способу , для двух циклов дозирования, отлича}ош,1-гхся по уровню металла в емкости (характеристики первого 1 и второго 2 циклов).
В начале цикла давление увеличивается от начального уровня с некоторой постоянной скоростью. В момент
давлении Р; металл поднимается до контрольного сечения, и начиТак как
нается отсчет времени
п
во втором цикле уровень металла в
емкости ниже, давление Pj. , затрачиваемое в этом цикле для подъема металла до контрольного сечения, больше Р. на величину, соответствующую изменению уровня металла. В момент
времени -fc. при давлении Р, металл поднимается до сливного отверстия, после чего начинается слив металла в форму. Подъем давления продолжается до завершения заданного промежутка времени ьр, в момент -Ьр . При этом давление достигает величины Р после чего поддерлсивается на этом уровне в течение второго заданного промежутка времени f до. момента i.
0 Затем начинается снижение давления с некоторой постоянной .скоростью. При достижении давлением в момент -t величины Р( запивка не оканчивается. В течение некоторого времени происходит инерционный слив металла, кото рый заканчивается в момент t 3 s когда давление имеет величину Р . Снижение давления продолжается до начального уровня PQ . Скорость увеличения давления выбирается при предварительном тарировании дозатора в пределах, обеспечивающих в момент достижения струей контрольного сечения подъем металла с постоянной ско(ростью. Её величина зависит от харак.теристик гидравлического тракта и
свойств жидкости. Скорость уменьшения давления при помощи предварительного тарирования выбирается так, чтобы при максимальном уровне металла в емкости давление снижалось до исходного уровня дольше, чем завершается инерционный слив.
Так как положение контрольного сечения относительно сливного отверстия неизменно и скорости изменения давления постоянны во всем диапазоне изменения давлений и во всех циклах, то при рассматриваемых условиях величина произведения среднего избыточного давления -на время его действия, определяемая площадью трапеции 1-2-3-4, остается неизменной, что обуславливает постоянство среднего расхода и продолжительность фазы управляемого слива для всех циклов дозирования.
Количество металла, сливаемого по инерции, определяется скоростью движе
3 9268554
ния металла в начапе инерционногоТаким образом, общее количество
слива и скоростью уменьшения давле-металла, сливаемого за один цикл дония в этот период. Так как эти вели-зирования, не зависит от уровня мечины в разных циклах постоянны, то. талла в емкости.
время инерционного слива и количест-с Кроме того, постоянство времени и
во сливаемого за этот период металласредней скорости слива металла позне зависят от уровня металла в ем-воляет сохранять постоянным, режим
кости.заливки форм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования жидкости | 1977 |
|
SU926856A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Устройство для пневматического до-зиРОВАНия РАСплАВА | 1979 |
|
SU806251A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1560392A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА ДОЗИРОВАНИЯ ЖИДКОСТЕЙ НА БАЗЕ МЕМБРАННОГО НАСОСА | 2016 |
|
RU2628984C1 |
| Устройство для дозирования жидкого металла в машину литья под давлением | 1977 |
|
SU659284A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для пневматического дозирования расплава | 1977 |
|
SU691241A1 |
| Устройство для дозирования жидкого металла | 1985 |
|
SU1294473A1 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
СПОСОБ ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА путем создания давления в течение заданного времени, отсчитывае мого с момента прохождения передним фронтом струи металла контрольного сечения трубопровода, отличающийся тем, что, с целью повьнпе.ния точности дозирования и постоянства времени слива дозы, давление равномерно увеличивают до окончания отсчитываемого времени, после чего в течени-е заданного времени его .поддерживают неизменным, а затем равномерно до начального уровня. fy z 3g tfCef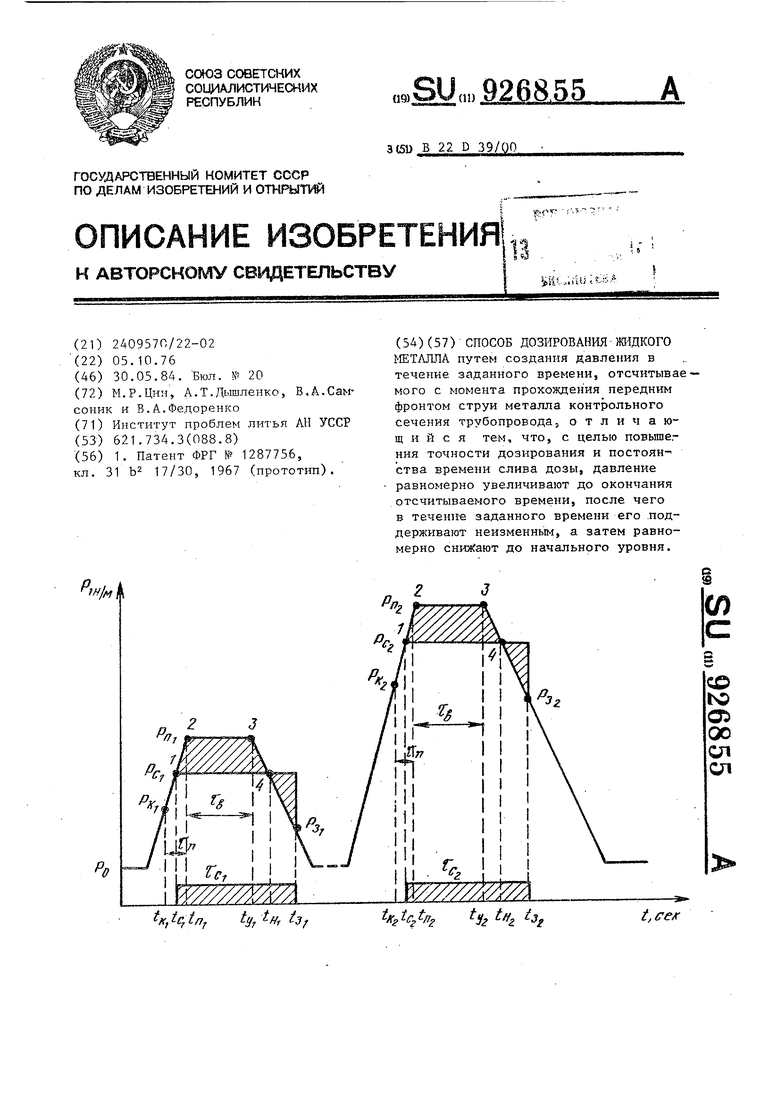
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 1287756, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| tKjtCjtn ty iff, t3f | |||
