Изобретение относится к металлургии и литейному производству, а имен но к дозированию жидкого металла напорными .дозаторами, например пневматйческими и электромагнитными. Известен способ дозирования ла при Помощи напорных дозаторов механических, пневматических или электромагнитных. Известен способ Дозир1ования жидко го металла напорными дозаторами, при котором увеличение давления при слив металла осуществляют по линейному за (ону с заданием постоянного времени дозирования от момента прохоядцения передним фронтом струи металла некоторого сечения неталпопровода, контролируемого датчиком, например контактного типа, расположенным У сливного отверстия, после чего давление уменьшают по линейному закону до начального уровня. Недостатком известных способов при дозировании алюминиевых, магнит ных и некоторых других сплавов явля|ется то, что в период между заливка tm металл в металлопроводе находится н уровне зеркала металла в тигле. При заливке поднимаю1ф1йся металл зах ватывает со стенок металлопровода окисныё,плены, которые остались посл предыдущей з.алИвки, что приводит к ег загрязнению. Кроме того, по мере разливки увеличивается время подъема металла к сливному отверстию и составляет (при литье доз 0,3-1 кг) 50-100% времени слива при изменении уровня металла в тягле от максимального к минимальноМУ.; ,.. Для исключения явления захвата окисных плен поднимающимся металлом и стабилизащш времени подъема метал ла в металлопроводе к сливному отвер стию в процессе разбора металла из тигля металл между заливками необходимо удерживать вблизи сливного отверстия металлопровода, т.е. давление, развиваемое дозатором между за ливками, должно быть равно не нулю, а некоторой величине Pgn РВП -р8(Ьп -и).
где f - плотнбсть металла; . g - ускорение свободного падения Teh;
ления соответственно в фазе увеличения и уменьшения. h - разность уровней сливног5 отверстия и зеркала металла в ванне; -3 - разность уровней сливного отверстия и металла в металлопроводе J const, По мере разливки металла величина hj, все время увеличивается, а для сохранения постоянства величины Л необходимо в процессе работы дозатора все время изменять величину Реп. Целью изобретения.является обеспечение t;oJiдepжaния постоянства уровня металла в неталлопроводе относительно, сливного отверстия и повыпение надёжности работы дозатора без применения дополнительных датчи ков уровня металла. Поставленная цель достигается тем, что уменыае1ше величины давления на второй фазе цикла заливки производится в течение постоянного промежутка времени. На чертеже представлен график изменения давления Р, развиваемого дозатором в процессе заливки за время t, на котором приняты следующие обозначенияРО начальное давление, соответствующее уровню, металла в металлоцроводе, который равен-Уровню его в тигле; Pf,n давление, развиваемое дозатором B момент прохождения передним фронтом струи металла в металлопроводе заданного сечения вблизи сливного отверстия;Р длА максимальное давление, развиваемое дозатором; Pgp давление, развиваемое дозатором в период между заливками; продолжительность увеличения давления после прохождения передним фронтом струи заданного сечения металлопровода;D. - продолжительность уменьшения давления При данном законе изменения .давлеРеп РНП + К, К,,, , (2) где К и Kj - скорости изменения дав392При сравнительно медленном увеличении давления РНП pgbn. Тогда из (1)-(3) имеем . К г 2 - - -«-. --. Величина л не зависит от изменения уровня металла в тигле h„ и при посtj, i , К и К является ветоянствеличиной постоянной. Таким образом, данньй способ дозирования обеспечивает постоянство уровня металла в металлопроводе относительно сливного отв ерстия независимо от изменения уровня металла в тигле. При использовании для фиксации момента прохоящения струей металла заданного сечения металлопровода стационарных датчиков, например электроконтактных, фиксирующих также момент прохождения этого сечения опускающейся струей (разрыв контакта), время Ос следует отсчитывать с этого момента, что повьшает надежность работы дозатора. Перед началом доливки металла в установку давление, развиваемое дозатором, уменьшают до Ро, т.е. до нуля. Пример выполнения данного способа может быть продемонстрирован на магнито;Е1Инамическом дозаторе с индуктивно несвязанными магнитными системами. Этот дозатор имеет линейную характеристику зависимости развиваемого давления от.напряжения электромагнита. В исходном положении на электромагнит подается напряжение Up, обеспечивающее избыточное давление в дозаторе, равное нулю. 6 При включении первого цикла дозирования регулятор напряжения с линейной характеристикой,например автотрансформатор типа РНО с приводом от электромотора, начинает увеличивать напряжение на электромагните по линейному закону. Скорость изменения давления выбирается сравнительно небольшой, соответствующей скорости подъема металла в металлопроводе 0,05-0,1 м/с, что обеспечивает практическую синхронность изменения напряжения и уровня металла Металл, поднимаясь, замыкает контактньй датчик, в результате чего включается реле времени, настроенное на определение время. В момент отключения реле времени увеличение напряжения прекращается, регулятор реверсируется и начинается уменьшение напряжения. Рд нввременно включается другое р«ле . времени, определяющее продолжительность фазы уменьшения напряжения Присрабатывании этого реле уменьшение напряжений прекращается. Способ имеет следующие преинущест- ва: обеспечивается условие дозирова-; ния, исключающее загрязнение металла пленаьвс окислов из металлопровода, что достигается стабильностью уровня металла в металлопроводе относительно сливного отверстия; сокращается и стабилизируется общее время заливки, так как из исключается значитель ная часть продолжительности подъема металла по .металлопроводу; постоянство уровня металла достигается без применения специальных датчиков уровня и сложных дополнительна управлякхцих систем; повышается надежность работы дозатора.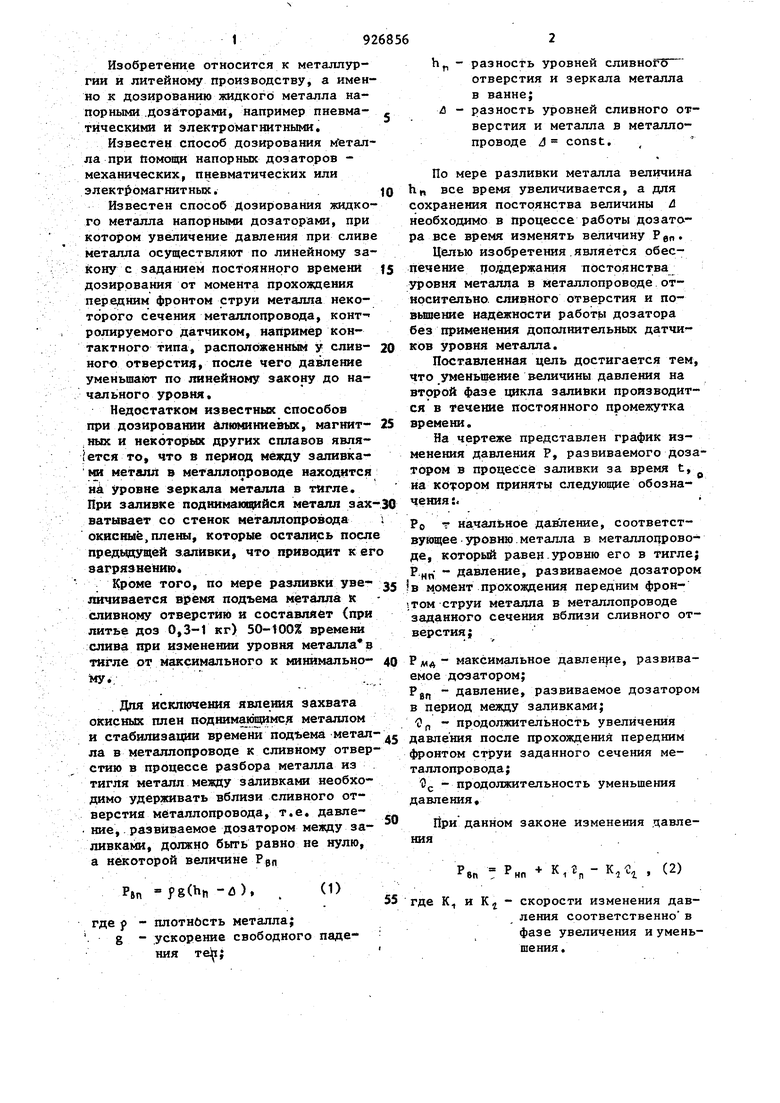
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования жидкого металла | 1976 |
|
SU926855A1 |
| Способ дозирования электропроводящей жидкости электромагнитными насосами с независимым питанием электромагнитных систем | 1976 |
|
SU684824A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Способ дозирования жидкого металла | 1976 |
|
SU582057A1 |
| Устройство для управления процессом дозирования жидких металлов | 1981 |
|
SU1026955A2 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1560392A1 |
| Устройство для дозирования жидкогоМЕТАллА | 1979 |
|
SU806253A1 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Способ дозирования с использованием инерционного периода движения металла | 1977 |
|
SU688281A1 |
| Устройство для управления процессом дозирования жидких металлов | 1975 |
|
SU574273A1 |
1.СПОСОБ ДОЗИРОВАНИЯ ЖИДКО ТИ, например жидких металлов, напор ными доэатораьш по времени, включаю щий увеличение давления дозатора с постоянной скоростью до окончания постоянного промежутка времени, от считываемого с момента прохождения передним фронтом струи металла сече ния металлопровода вблизи сливного отверстия, последукщее уменьшение tm ttrr давлеш1я с постоянной скоростью, отличающийся тем, что, с целью стабилизации уровня металла в металлопроводе относительно сливного отверстия в период между заливками, уменьшение давления производят в течение постоянного промежутка времени. 2. Способ по п.1,0 тли ч ающ и и с я тем, что, с целью повышения надежности работы дозатора, уменьшение давления дозатора производят с постоянной скоростью до окончания заданного промежутка времени, отсчитываемого с момента прохождения передним .фронтом опускакяцейся струи металла сечения металлопровода вблизи сливного отверстия. iffz t//9 tfty