Изобретение относится к технологи ческой оснастке для обработки мвтгш лов давлением, в частности к штампом послвдовательвого действяя для получеяия из полосового NiaTeiaiaina деталей с резьбрввида отверстиями i
Известно устройство для нарезания резьбы в деталях, обрабатываемых на прессе, содержшцее резьбонарезное головку со шпинделем, несущим метчик, установленную на траверсе пресса, но перемещаемую независимо от траверсы 1.
Недостатком этого устройства является то, что в нем предусмотрено нарезание резьбы в готовых деталях, но не предусмотрены средства получения этих деталей.
Известно также устройство для пробивки в ленточном материале отверстий и нарезания в них резьбы, и вырубки детгшёй, содержащее штамп последовательного действия и резьбо нарезную головку, несущую метчики; установленную на траверсе пресса и снабженную индиЕндуальным приводом 2.
Недос±атками этого устройства являются его сложность и невозможность его использования на механических
прессах в (Л1язи с тем, что механизм, связывающий Метчики с приводом, содеркят касщёшяую передачу, не обеспечивакяцуп надежиую работу при ударном воадеяствии &з1строходных механических прессов.
Наиболее близким к предлагаемому
10 по совокупности существенных признаков и достигаемсялу эффекту является штамп последовательного дейЬтвия для получения деталей с резьбоввлю отверстиями из полосового материала,
15 содержащий подвижную и неподвижную части, в которьк расположены «.wsifvt. менты для пробивки отверстий и отрезки готовых деталей, а также установленный в неподвижной части с возможностью винтового перемещения шпиндель, несущий метчик и связанный с приводом перемещения 3.
Недостатком этого штампа является невысокое качество получае «лх изде25 ЛИЙ, являющееся следствием того, что -вращение метчика происходит в нем во время перемещения подвижной плиты, в результате чего исключается возможность прижатия заготовки во время
30 нарезки резьбы.Кроме того,осуществление
нарезки при перемещении ползуна преса вниз, до опускания его в крайнее нижнее положение, является заклинивание ползуна пресса.
Цель изобретения - повышение качества получаемых изделий и повышение надежности работы.
Эта цель достигается тем, что в штампе последовательного действия, содержащем подвижную и неподвижную 1части, в которых расположены инстру менты для пробивки отверстий и отрезки готовых деталей, а также установленный в неподвижной части с возможностью винтового перемещения шпиндель, несущий метчик и связанны с приводом перемещения, шпиндель снабжен индивидуальным приводом и связан с ним через червячную пару с червячным колесом, установленным на шпинделе.
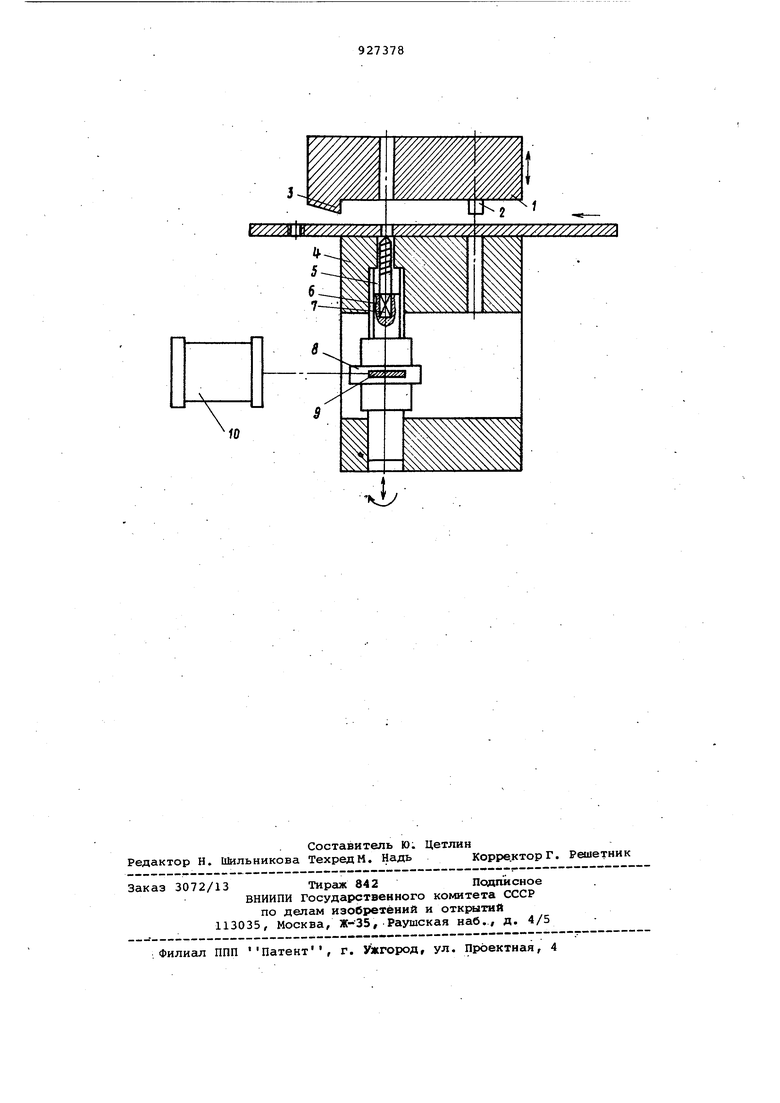
На чертеже схематически показан штамп общий вид.
Штамп содержит верхнюю плиту 1, на которой установлены прюбивной пуансон 2 и отрезной нож 3. В нижней плите 4 с резьбовым отверстием 5 ввинчен шпиндель 6 со вставленным в гнездо метчиком 7. Шаг резьбы шпинделя б и метчика 7 одинаковы. В средней части ошинделя 6 закреплено червячное колесо 8, входящее в зацепление с червяком 9, соединенным с электродвигателем 10.
Штамп работает следующим образом
После пробивки отверстия в заготовки пуансоном 2,заготовка вручную подается на шаг и останавливается в таком положении, чтобы отверстие совпало с осью мётчика 7. При этом верхняя плита 1 штампа опускается, пробивая следующее отверстие, отрезая готовую деталь и прижимая заготовку книжней плите 4. При этом пр помощи системы управления, связывающий привод пресса (не показаны) с
электродвигателем 10 включают последний, и он проворачивает червяк 9, который начинает вращаться и одновременно поднимает шпиндель 6 с метчиком 7, нарезая резьбу в отверстии в заготовке. После нарезки электродвигатель 10 реверсируется, и метчик 7 со шпинделем 6 опускается и становится на прежнее место. Затем цикл повторяется.
Использование штампа позволит повысить качество деталей, исключить поломки оборудования и повысить надежность работы.
Формула изобретения
Штамп последовательного действия для получения деталей с резьбовыми отверстиями из полосового материгша, содержащий подвижную и неподвижную части, в которых расположены инструменты для пробивки отверстий и отрезки готовых деталей, а также установленный в неподвижной части с возможностью винтового перемещения шпиндель, несущий датчик и связанный с приводом перемацения, о т л и ч а ющ и и с я тем, что с целью повышени качества получаемых изделий путем осуществления прижима материала в процессе нарезания резЬбы и повышения надежности работы, шпиндель, несущий метчик, снабжен индивидуаль ным приводом и связали с ним через червячную пару с червячным колесом, установленным на шпинделе.
Источники информации, принять во внимание при экспертизе
1. Патент ФРГ 831388, кл. 7 с 35/00, 1952.
г. Патент ПНР 47042, кл. 49 Н 11, 1963.
. 3. Патент Англии 931445, кл. 83(3) В 1963 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для получения деталей с резьбовыми отверстиями | 1985 |
|
SU1263403A2 |
| Штамп последовательного действия | 1987 |
|
SU1473879A1 |
| Дыропробивной револьверный пресс | 1981 |
|
SU975151A1 |
| Штамп последовательного действия | 1988 |
|
SU1588466A2 |
| Гайконарезной автомат | 1977 |
|
SU704741A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Автомат для изготовления гаек | 1957 |
|
SU111340A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Дыропробивной револьверный пресс | 1977 |
|
SU674847A1 |