Известны прессы-автоматы для изготовления гаек методом последовательной вырубки из полосового металла в многопозиционных штампах.
Однако такие автоматы приспособлены только для изготовления заготовок гаек, т. е. они образуют внешний контур гаек и внутреннее отверстие под резьбу, но резьбы не нарезают.
Описываемый автомат представляет собой дальнейшее усовершенствование такого рода машин. Усовершенствование заключается в том, что автомат снабжен устройством для нарезания резьбы в отверстиях гаек.
Устройство выполнено в виде вертикально расположенной, изогнутой врашаюшейся трубы со вложенным в нее метчиком, с длинным изогнутым хвостовиком. Сечение трубы соответствует внешнему очертанию гаек. Перед метчиком и у нижнего конца трубы установлены отсекатели в виде пружиняших лапок для поштучной выдачи гаек, находяшихся в трубе.
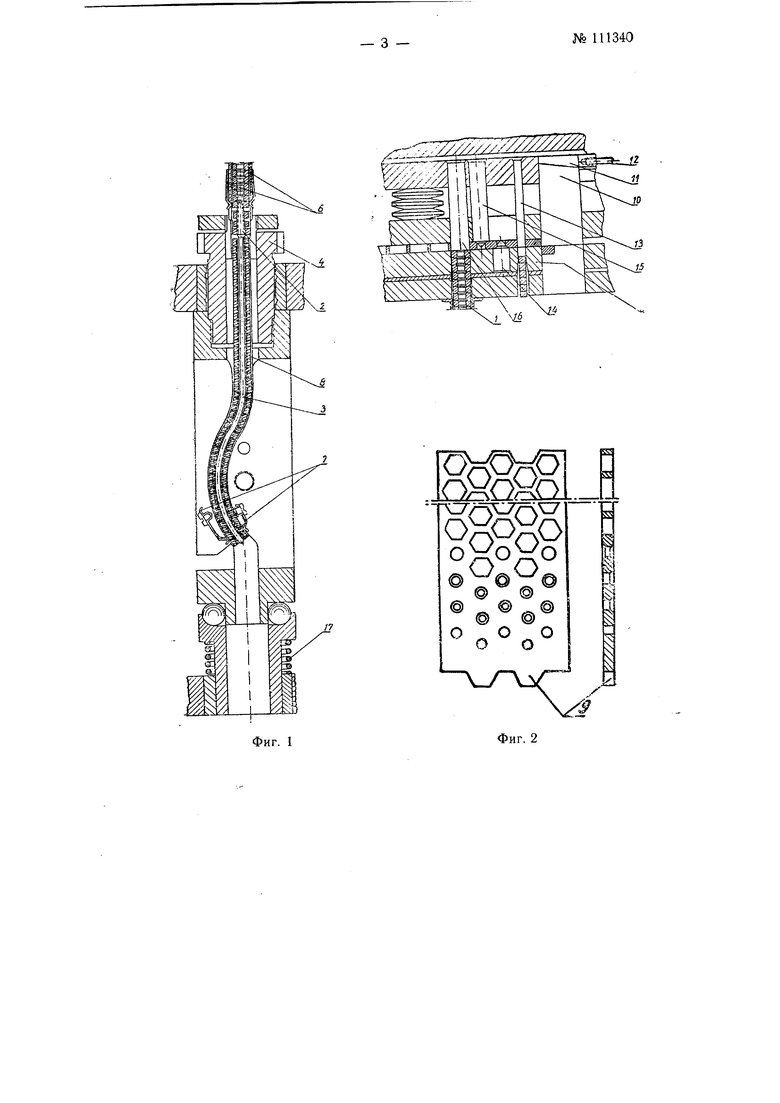
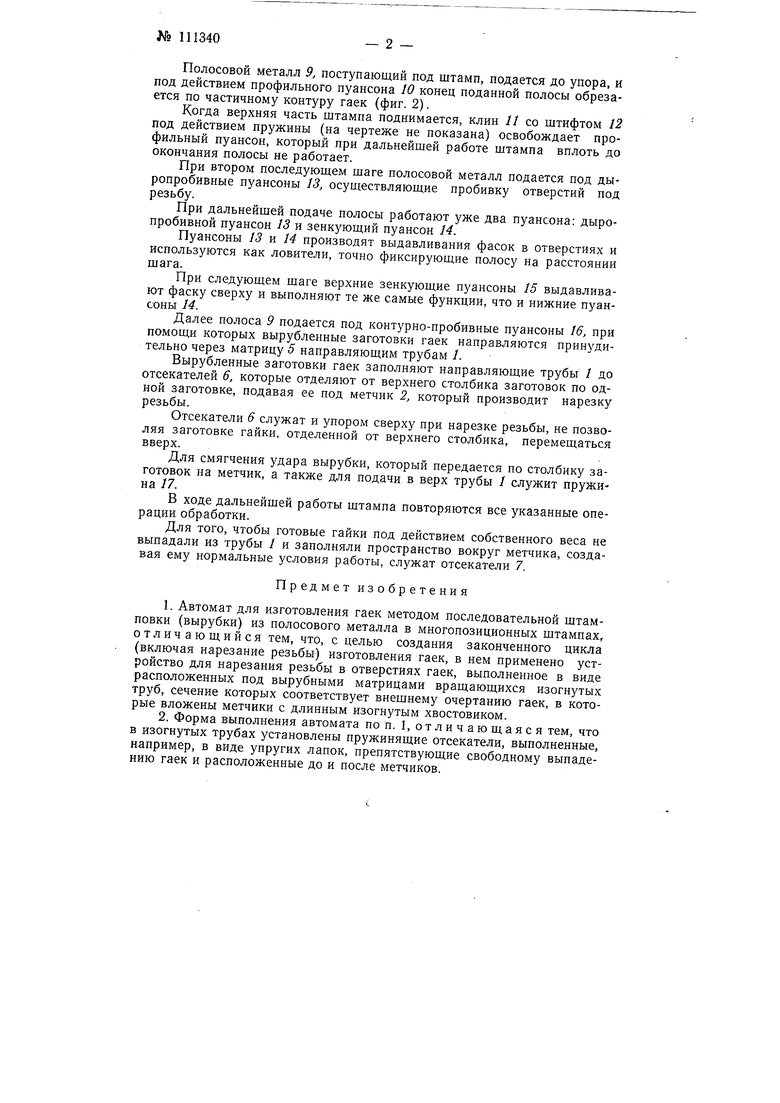
На фиг. 1 изображено устройство для нарезания резьбы в гайках, вертикальный разрез; на фиг. 2- раскрой полосы металла.
Устройство представляет собой многопозиционный механизм, соответствуюший числу вырубаемых заготовок. Каждая из позиций выполнена в виде вертикальной, изогнутой волной шестигранной трубы /, в которую свободно вложен метчик 2 с изогнутым длинным хвостовиком 3.
Каждая труба 1 снабжена цилиндрической шестерней 4, которая находится в зацеплении с обшим зубчатым приводом (на чертеже не показан).
Верхние концы труб / расположены точно под контурными отверстиями вырубной матрицы 5.
На трубах 1, перед метчиком и у нижнего конца труб, установлены отсекатели 6 к 7, выполненные в виде пружинящих лапок для поштучной выдачи гаек 8.
№ 111340
Полосовой металл 9, поступающий под штамп, подается до упора, и под действием профильного пуансона 10 конец поданной полосы обрезается по частичному контуру гаек (фиг. 2).
Когда верхняя часть штампа поднимается, клин // со штифтом 12 под действием пружины (на чертеже не показана) освобождает профильный пуансон, который при дальнейшей работе штампа вплоть до окончания полосы не работает.
При втором последующем шаге полосовой металл подается под дыропробивные пуансоны 13, осуществляющие пробивку отверстий под резьбу.
При дальнейшей подаче полосы работают уже два пуансона: дыропробивной пуансон 13 и зенкующий пуансон 14.
Пуансоны 13 и 14 производят выдавливания фасок в отверстиях и используются как ловители, точно фиксирующие полосу на расстоянии шага.
При следующем шаге верхние зенкующие пуансоны 15 выдавливают фаску сверху и выполняют те же самые функции, что и нижние пуансоны 14.
Далее полоса 9 подается под контурно-пробивные пуансоны 16, при помощи которых вырубленные заготовки гаек направляются принудительно через матрицу 5 направляющим трубам /.
Вырубленные заготовки гаек заполняют направляющие трубы / до отсекателей 6, которые отделяют от верхнего столбика заготовок по одной заготовке, подавая ее под метчик 2, который производит нарезку резьбы.
Отсекатели 6 служат и упором сверху при нарезке резьбы, не позволяя заготовке гайки, отделенной от верхнего столбика, перемещаться вверх.
Для смягчения удара вырубки, который передается но столбику заготовок на метчик, а также для подачи в верх трубы / служит пружина 17.
В ходе дальнейшей работы щтампа повторяются все указанные операции обработки.
Для того, чтобы готовые гайки под действием собственного веса не выпадали из трубы / и заполняли пространство вокруг метчика, создавая ему нормальные условия работы, служат отсекатели 7.
Предмет изобретения
1.Автомат для изготовления гаек методом последовательной штамповки (вырубки) из полосового металла в многопозиционных щтампах, отличающийся тем, что, с целью создания законченного цикла (включая нарезание резьбьг) изготовления гаек, в нем применено устройство для нарезания резьбы в отверстиях гаек, выполненное в виде расположенных под вырубными матрицами вращающихся изогнутых труб, сечение которых соответствует внещнему очертанию гаек, в которые вложены метчики с длинным изогнутым хвостовиком.
2.Форма выполнения автомата но п. 1, отличающаяся тем, что в изогнутых трубах установлены пружинящие отсекатели, выполненные, например, в виде упругих лапок, препятствующие свободному выпадению гаек и расположенные до и после метчиков.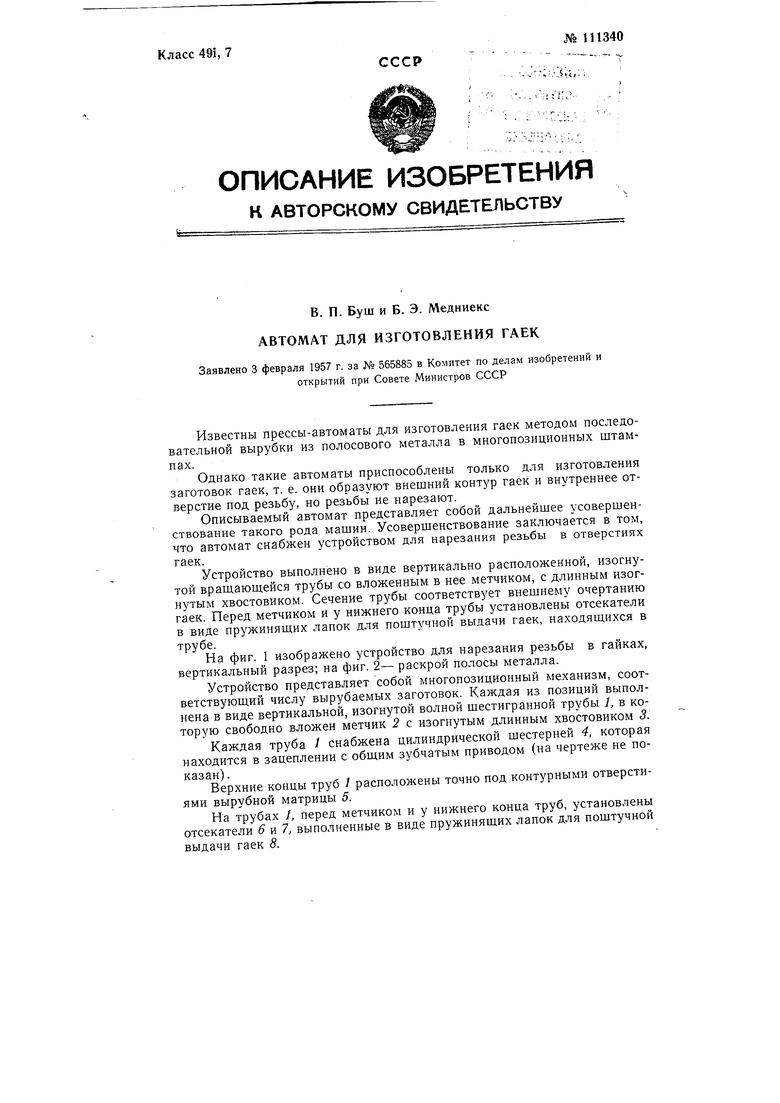
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1972 |
|
SU323176A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| Штамп последовательного действия | 1973 |
|
SU455780A2 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |