Область техники, к которой относится изобретение
Изобретение относится к сварке и наплавке металлов с использованием плазмы путем одновременного действия сжатой дуги и дуги с плавящегося электрода.
Уровень техники
Известен способ плазменной сварки плавящимся электродом, при котором плавящийся электрод подают через неплавящийся трубчатый электрод в сжатую дугу, возбуждаемую между неплавящимся трубчатым электродом и изделием, а плазмообразующий газ подают снаружи плавящегося электрода концентрично ему. При этом по трубчатому неплавящемуся электроду подают дополнительный поток плазмообразующего газа. Кроме того, во время возбуждения дуги расход дополнительного потока плазмообразующего газа устанавливают меньше расхода основного потока плазмообразующего газа, а после возбуждения сжатой дуги расход дополнительного потока увеличивают, а основного уменьшают (Авт. свид. СССР №997348, М. кл. В23К 10/02, опубликовано 20.11.2005. Бюл. №32).
Признаки известного способа, совпадающие с признаками заявленного изобретения, заключаются в том, что плавящийся электрод подают через неплавящийся трубчатый электрод в сжатую дугу, возбуждаемую между неплавящимся трубчатым электродом и изделием, а плазмообразующий газ подают снаружи плавящегося электрода концентрично ему.
Причина, препятствующая получению в известном способе технического результата, который обеспечивается изобретением, заключается в том, что возбуждение процесса сварки начинают с касания плавящимся электродом изделия. При этом возникает дуга с плавящегося электрода на изделие, а сжатая дуга возбуждается самопроизвольно между неплавящимся кольцевым электродом и изделием. Это приводит к разбрызгиванию жидкого металла, что снижает качество сварного соединения и приводит к забрызгиванию жидким металлом кольцевого (трубчатого) электрода, что в свою очередь снижает его долговечность.
Наиболее близким аналогом является способ плазменной сварки плавящимся электродом, по которому сварку осуществляют при помощи плазмотрона, содержащего кольцевой неплавящийся электрод для формирования сжатой дуги с этого электрода на изделие, пусковой неплавящийся электрод, установленный внутри кольцевого электрода со смещением от его оси, и установленный внутри кольцевого неплавящегося электрода по его оси плавящийся электрод с соответствующим токоподводом, характеризующийся тем, что первоначально высоковольтным высокочастотным разрядом возбуждают дугу с пускового неплавящегося электрода на изделие, через эту дугу по направлению к свариваемому изделию подают плавящийся электрод, затем отдельно возбуждают дугу между плавящимся электродом и свариваемой деталью (Патент США №4146772, М.кл. В23К 9/00, публикация 1979 г., 27 марта. Том 9809, №4).
Признаки известного способа (прототипа), совпадающие с признаками заявленного изобретения, заключаются в том, что сварку осуществляют при помощи плазмотрона, содержащего кольцевой неплавящийся электрод для формирования сжатой дуги с этого электрода на изделие, пусковой неплавящийся электрод, установленный внутри кольцевого электрода, и установленный внутри кольцевого неплавящегося электрода по его оси плавящийся электрод, при этом высоковольтным высокочастотным разрядом возбуждают дугу между пусковым неплавящимся электродом и изделием и через эту дугу по направлению к свариваемому изделию подают плавящийся электрод.
Причина, препятствующая получению в известном способе технического результата, который обеспечивается изобретением, заключается в выполнении пускового неплавящегося электрода и токоподвода для плавящегося электрода в виде конструктивно разных элементов. По этой причине для реализации способа требуются плазмотроны, имеющие сложное устройство, что повышает их стоимость и усложняет эксплуатацию и обслуживание.
Сущность изобретений
Задача, на решение которой направлено изобретение, заключается в упрощении технической реализации способа, упрощении конструкции плазмотрона, реализующего способ, повышении долговечности плазмотрона и качества сварного шва.
Технический результат, опосредствующий решение указанной задачи, заключается в том, что пусковой неплавящийся электрод является также токоподводом для плавящегося электрода (совмещение двух функций в одном конструктивном элементе). В результате этого в начале процесса сварки пусковой неплавящийся электрод является электродом, с которого возбуждается дуга на изделие, а сжатая дуга с кольцевого неплавящегося электрода возбуждается самопроизвольно. После этого включается подача плавящегося электрода, дуга с него возбуждается самопроизвольно, а дуга с пускового неплавящегося электрода гаснет, в результате чего с этого момента времени указанный пусковой электрод выполняет функцию токоподвода для плавящегося электрода. При этом исключается разбрызгивание металла в начале шва, появляется возможность подогрева металла в начале шва сжатой дугой, что обеспечивает повышение долговечности плазмотрона и улучшение качества сварного шва.
Достигается технический результат тем, что сварку осуществляют при помощи плазмотрона, содержащего кольцевой неплавящийся электрод для формирования сжатой между этим электродом и изделием, пусковой неплавящийся электрод, установленный внутри кольцевого электрода и выполненный с осевым отверстием, в котором с возможностью перемещения расположен плавящийся электрод, при этом первоначально высоковольтным разрядом возбуждают дугу между пусковым неплавящимся электродом и свариваемым изделием, затем возбуждают сжатую дугу между кольцевым неплавящимся электродом и изделием, после чего через упомянутое осевое отверстие в пусковом неплавящимся электроде в зону сварки подают плавящийся электрод и возбуждают дугу между этим электродом и изделием и гасят дугу между пусковым неплавящимся электродом и изделием.
Новые признаки способа заключаются в том, что первоначально высоковольтным разрядом возбуждают дугу между пусковым неплавящимся электродом и свариваемым изделием, затем возбуждают сжатую дугу между кольцевым неплавящимся электродом и изделием, после чего через упомянутое осевое отверстие в пусковом неплавящимся электроде в зону сварки подают плавящийся электрод и возбуждают дугу между этим электродом и изделием и гасят дугу между пусковым неплавящимся электродом и изделием.
Перечень чертежей
На фиг.1 показана функциональная схема плазмотрона при работе двух дуг до процесса сварки (с пускового неплавящегося электрода и с кольцевого неплавящегося электрода); на фиг.2 показана функциональная схема плазмотрона при работе двух дуг в процессе сварки (с плавящегося электрода и с кольцевого неплавящегося электрода).
Сведения, подтверждающие возможность осуществления изобретения
Плазмотрон содержит: корпус 1, кольцевой неплавящийся электрод 2, установленный на корпусе и предназначенный для формирования сжатой дуги 3 между этим электродом и свариваемым изделием 4; пусковой неплавящийся электрод 5, выполненный с осевым отверстием 6 и установленный внутри кольцевого неплавящегося электрода 2 по его оси (электрод 5 предназначен для формирования дуги 7 между этим электродом и свариваемым изделием 4); плавящийся электрод 8, расположенный в упомянутом отверстии 6 с возможностью осевого перемещения. В корпусе 1 выполнены каналы для прохождения охлаждающего агента (не показаны) и каналы 9 и 10 для подачи соответственно плазмообразующего и защитного газов. На фигурах также показаны источники питания постоянного тока 11, 12, а также осциллятор 13 (источник высоковольтного высокочастотного тока). При этом к источнику питания 11 на время сварки подключены кольцевой неплавящийся электрод 2 и свариваемое изделие 4, а источник питания 12 и осциллятор 13 подключены к пусковому неплавящемуся электроду 5 и к свариваемому изделию 4.
Работа плазмотрона и пример осуществления способа заключаются в следующем.
Плазмотрон устанавливают в начале сварного шва, включают подачу воды в системы охлаждения плазмотрона (не показаны) и подачу плазмообразующего и защитного газа через каналы 9 и 10. Включают источник питания 12 и кратковременно включают осциллятор 13. В результате кратковременного включения осциллятора происходит возбуждение сжатой дуги 7 между пусковым неплавящимся электродом 5 и свариваемым изделием 4. Дуга 7 далее поддерживается источником 12 сварочного тока. Затем включают источник питания 11, в результате чего происходит возбуждение сжатой дуги 3 между кольцевым электродом 2 и изделием 4. Таким образом, в рассматриваемый момент времени горят две соосные сжатые дуги на свариваемое изделие (дуги 3 и 7, см. фиг.1). Далее включают подачу плавящегося электрода 8 и осуществляют перемещение плазмотрона вдоль поверхности свариваемого изделия 4. При этом в момент выхода плавящегося электрода 8 из осевого отверстия 6 возбуждается дуга 14 между плавящимся электродом 8 и свариваемым изделием 4, а сжатая дуга 7 с пускового электрода 5 на изделие 4 гаснет (фиг.2). С этого момента пусковой неплавящийся электрод выполняет функцию токоподвода для плавящегося электрода 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменной сварки металлов плавящимся электродом | 2022 |
|
RU2806358C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2016 |
|
RU2643010C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2014 |
|
RU2595185C2 |
| Способ сварки сжатой дугой | 1979 |
|
SU829366A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
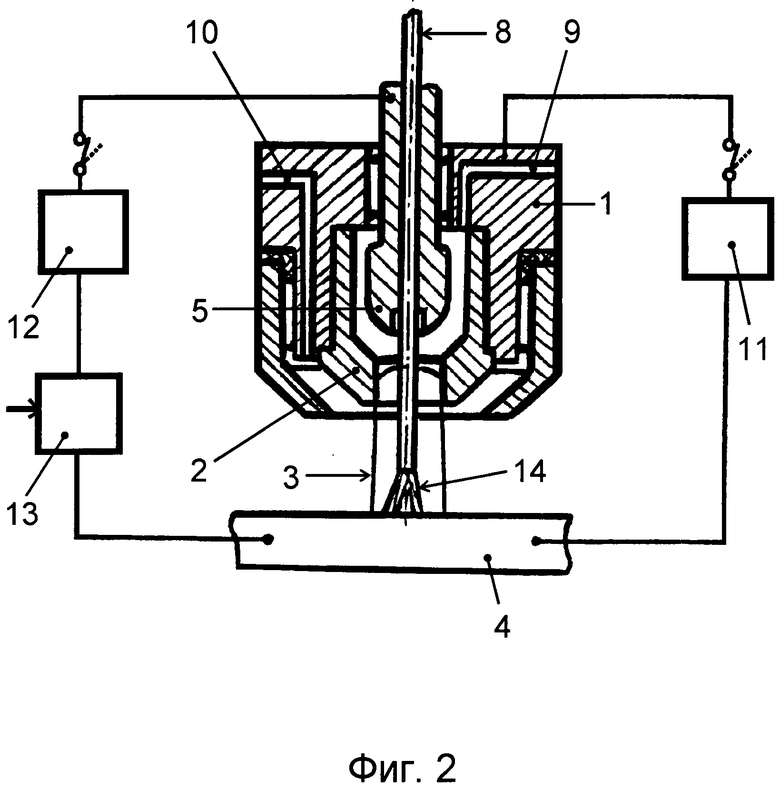
Изобретение относится к способу плазменной сварки плавящимся электродом и может найти использование для сварки и наплавки металлов с использованием плазмы путем одновременного действия сжатой дуги и дуги с плавящегося электрода. Плазмотрон устанавливают в начале сварного шва, включают подачу воды в системы охлаждения плазмотрона и подачу плазмообразующего и защитного газов через каналы (9) и (10). Включают источник питания (12) и кратковременно включают осциллятор (13). Происходит возбуждение сжатой дуги (7) между пусковым неплавящимся электродом (5) и изделием (4). Дуга (7) далее поддерживается источником (12) сварочного тока. Включают источник питания (11), в результате включается сжатая дуга (3) с кольцевого электрода (2) на изделие (4). В результате горят две соосные сжатые дуги на свариваемое изделие дуги (3) и (7). Затем включают подачу плавящегося электрода 8 и осуществляют перемещение плазмотрона вдоль поверхности свариваемого изделия (4). В момент выхода плавящегося электрода (8) из осевого отверстия (6) происходит самопроизвольное возбуждение дуги (14) с плавящегося электрода (8) на изделие (4), а сжатая дуга (7) с пускового электрода (5) на изделие (4) гаснет. С этого момента пусковой неплавящийся электрод (5) выполняет функцию токоподвода для плавящегося электрода (8). Достигается упрощение конструкции плазмотрона, повышение долговечности плазмотрона и высокое качество сварного шва. 2 ил.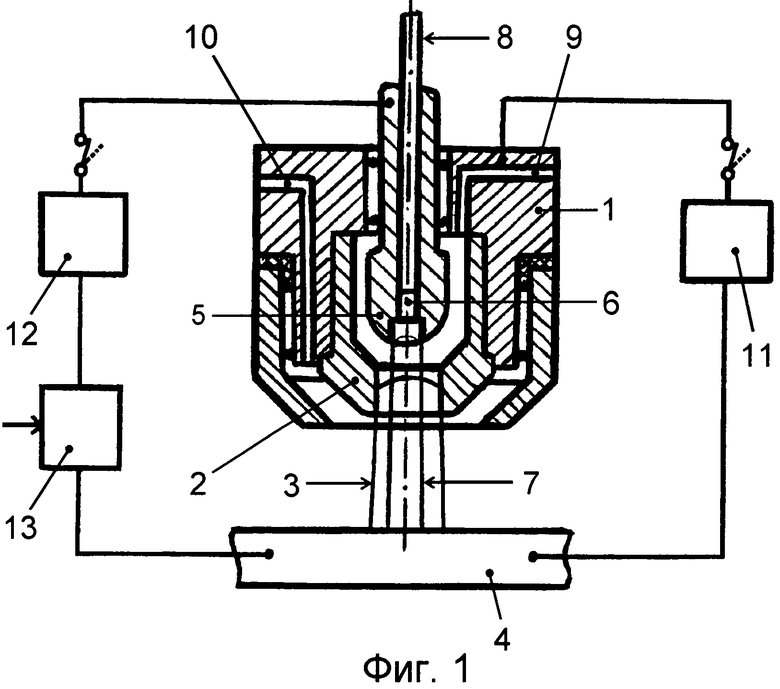
Способ плазменной сварки плавящимся электродом, включающий сварку при помощи плазмотрона, содержащего кольцевой неплавящийся электрод для формирования сжатой дуги между этим электродом и изделием, пусковой неплавящийся электрод, установленный внутри кольцевого электрода и выполненный с осевым отверстием, в котором с возможностью перемещения расположен плавящийся электрод, отличающийся тем, что первоначально высоковольтным разрядом возбуждают дугу между пусковым неплавящимся электродом и свариваемым изделием, затем возбуждают сжатую дугу между кольцевым неплавящимся электродом и изделием, после чего через упомянутое осевое отверстие в пусковом неплавящемся электроде в зону сварки подают плавящийся электрод и возбуждают дугу между этим электродом и изделием, и гасят дугу между пусковым неплавящимся электродом и изделием.
| US 4146772 A, 27.05.1979 | |||
| Установка для плазменной сварки | 1988 |
|
SU1623846A1 |
| Способ плазменной сварки плавящимся электродом и плазмотрон | 1990 |
|
SU1816250A3 |
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 20010045415 A, 29.11.2001 | |||
| МОЛОТИЛЬНО-СЕПАРИРУЮЩЕЕ УСТРОЙСТВО | 1998 |
|
RU2147169C1 |

