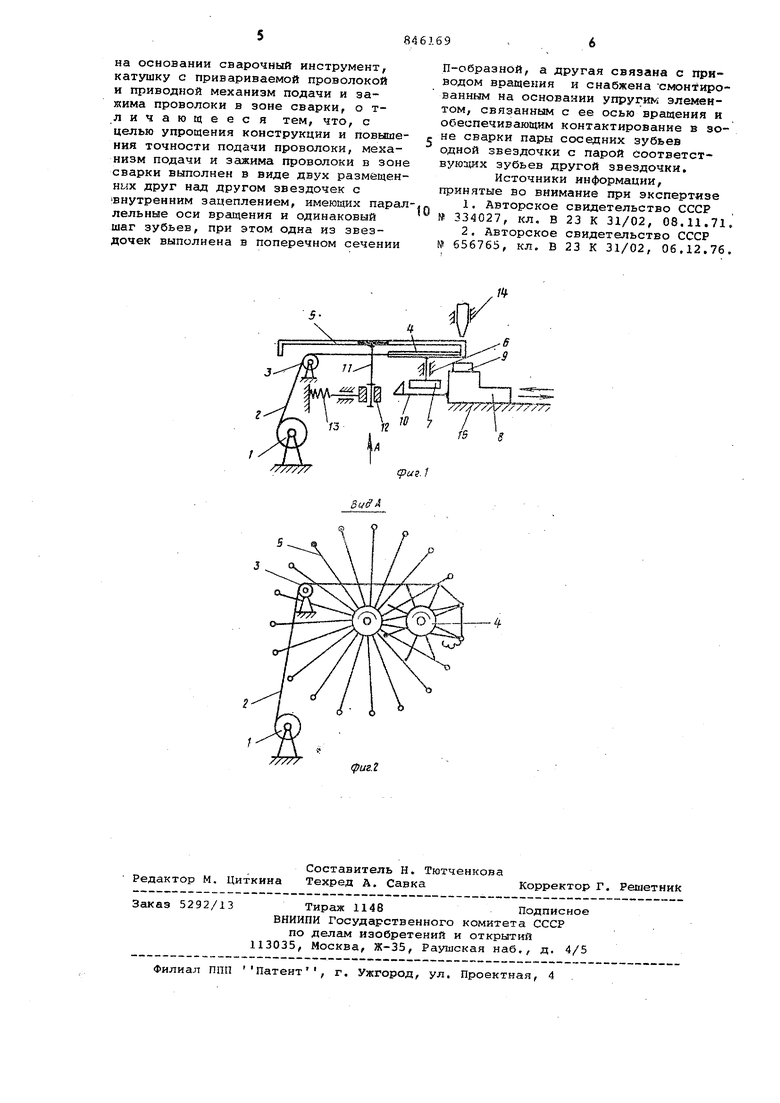
Изобретение относится к приварке перемычек из микропроволокк к контактным площадкам изделий и предназ :начено для использования в приборостроении. Известно устройство для приварки проводников, содержащее основание, сварочные электроды, катушку с привариваемой проволокой и механизм ее подачи 1, Однако это устройство не позволя осуществлять подачу и ориентацию упругой микропроволоки из-за скручивания ее в Е1енатянутом состоянии, Известно устройство для приварки микропроволоки, содержащее смонтированные на основании сварочный инструмент, катушку с привариваемой микропроволокой и приводной механиз подачи и зажима проволоки в зоне сварки 2 . Недостатком этого устройства является его сложность, неточность подачи микропроволоки и некачественное удаление отходов из прижимо что ведет к значительному наложению Этих отходов в местах зажатия и снижению точности подачи мнкропроволоки. Цель изобретения - упрошение конструкции и повышение точности подачи пров олоки. Поставленная цель достигается тем, что механизм подачи я зггжима проволоки в зоне сварки выполнен в виде двух размещенных друг над другом звездочек с внутренним зацеплением, имеющих параллельные оси вращения и одинаковый шаг зубьев, при этом одна из заездочек выполнена в поперечном Лечении П-образной, а другая связана с приводом вращения и снабжена смонтированным на основании упругим элементом, связанным с его осью вращения и обеспечивающим контактирование в зоне сварки пары соседних зубьев одной звездочки с парой соответствующих зубьев другой звездочки. На фиг. 1 изображена схема устройства приварки проволоки; на фиг, 2 - вид А на фиг. 1 (каретка и храповое зацепление не показаны). Устройство для приварки микропроволоки содержит катушку 1 с микропроволокой 2, ориентатор 3, который определяет уровень подачи микропроволоки 2 относительно торцов зубьев ведущей звездочки 4, кото-ра|я с одной стороны контактирует торцами своих зубьев с зубьями ведомой звездочки 5, изогнутыми и нарравленньми вниз в сторону ведущей звездочки. На валу 6 ведущей звездочки 4 закреплено храповое колесо 7 f которое имеет возможность периодически в процессе перемещения каретки 8 с установленным в нем изделием 9, взаимодействовать с собачкой 10, укрепленной на каретке 8, Ось 11 ведомой звездочки 5 установлена в подвижном подшипнике 12, находящемся под постоянным воздейстйием регулируемого упругого элемента пружины 13, что обеспечивает постоянное прижатие зубьев ведомой звездочки 5 к зубьям ведущей звездочрси 4 Такое расположение звездочек обеспечивает постоянное их контактирование в зоне сварки одним или двумя зубьями. Контактирующие зубья представляют собой прижим для удержания и натяжения микропроволоки 2 в процессе ее подачи. Все ме} анизмы, детали и сварочные инструменты 14 расположены на основании 15 устройства. Привод вращения ведущей звездочк-и условно не показан.
Устройство работает следующим образом.
Микропроволока 2 с катушки 1 чере ориентир 3 подается взазор между ведущей звездочкой 4 и ведомой . з вездочкой 5, который создают пр-адварительно перед заправкой путем нажатия на звездочку 5 в направлении сварочного инструмента 14,
В процессе заправки микропроволокой 2 охватываются торцы зубьев ведущей звездочки 4 со стороны ориентатора 3. После введения микропроволоки 2 в зазор между звездочками ведомая звездочка 5 освобождается и под воздействиемпружины 13, которая через подвижный подшипник 12, ось 11 передает ей свое усилие, зажимает микропроволоку 2 между двумя парами зубьев ведущей звездочки. Изделие 9 устанавливается на каретку 8, которая вместе с ним перемещается на позицию сварки под сварочные инструменты 14. В процессе перемещения каретКи 8 собачка 10 проскальзывает по храповику 7.
Каретка 8 устанавливается так, что контактные площадки изделия 9 { асполагаются под торцом сварочного инструмента 14, который находится в одной плоскости с привариваемым участком микропровОЛоки 2. Сварочный инструмент 14 опускается на микропроволоку 2, при.жимает и приваривает ее к контактным площадкам. В процессе сварки происходит отделение излкииКОВ микропроволоки, не вошедших В изделие. После сварки сварочный инструмент 14 поднимается, а каретка 8 с изделием 9 отводится на позицию заправки. В процессе отведения каретки 8 собачка 10 вступает в зацепление с храповым колесом 7 к поворачивает его. Храповое колесо 7, которое через вал 6 жестко связано со звездочкой 4, поворачивает последнюю на один шаг, равный расстоянию между зубьями, так как ведущая |3вездочка 4 находится в постоянном контакте с ведомой, она поворачивает и ведомую звездочку 5. Поскольку звездочки имеют разный диаметр окружности выступов и разные оси вращения то в процессе их поворота происходит раскрытие контактов между зубьями,. с одной стороны, и образования контакта следующей пары зубьев, с другой. При этом проволока удерживается одной парой зубьев, создающей ее натяжение и подачу. После того как звездочки повернутся на один шаг и Микропроволока окажется зажатой .двумя парами зубьев, поворот механизма прекращается. В это время излишек микропроволоки, находившийся в раскрывающемся прижиме, освобождается, и так как плоскость зажатия прижима вертикальна, ничто не препятствует свободному выпадению излишка из открытого прижима под собственным весом в специальный бункер. Осуществляется сварка очередного изделия, и цикл повторяется.
Образование контакта между зубьями звездочек представляет собой прижим I микропроволоки, так как; ведущая звездочка, определяющая точность подачи микропроволоки относительно сварочных инструментов,- это одна деталь, точность изготовления которой может быть обеспечена в любых пределах, то и точность подачи микропроволоки обеспечивается на весьма высоком уровне.
Описанное устройство позволяет обеспечить подачу микропроволоки под сварочные инструменты с необходимой степенью точности, что исключает некачественную сварку, которая происходит в случае неточной установки проволоки. Кроме того, вертикальное положение плоскостей разъема прижимов обеспечивает в момент раскрытия прижима выпадание остатков мииропроволоки под собственным весом, что позволяет производить сбор их без дополнительных затрат на удаление, обеспечивая при этом высокую надежность удаления, сбор дорогостоящего материала и предохранение окружающей атмосферы от загрязнения, отходами микропроволоки.
Формула изобретения
Устройство для гфиварки микропроволоки, содержащее смонтированные
на основании сварочный инструмент, катушку с привариваемой проволокой и приводной механизм подачи и зажима проволоки в зоне сварки, о тличающееся тем, что, с целью упрощения конструкции и повышения точности подачи проволоки, механизм подачи и зажима проволоки в зоне сварки выполнен в виде двух размещенных друг над другом звездочек с Внутренним зацеплением, имеющих параллельные оси вращения и одинаковый шаг зубьев, при этом одна из звездочек выполнена в поперечном сечении
П-образной, а другая связана с приводом вращения и снабжена смонтированным на основании упругим элементом, связанным с ее осью вращения и обеспечиваюащм контактирование в зоне сварки пары соседних зубьев одной звездочки с парой еоответстВУЮ35ИК зубьев другой звездочки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 334027, кл. В 23 К 31/02, 08.11.71.
2, Авторское свидетельство СССР 656765, кл, В 23 К 31/02, 06.12.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приварки микропроволоки к контактным площадкам | 1981 |
|
SU961897A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU859085A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
