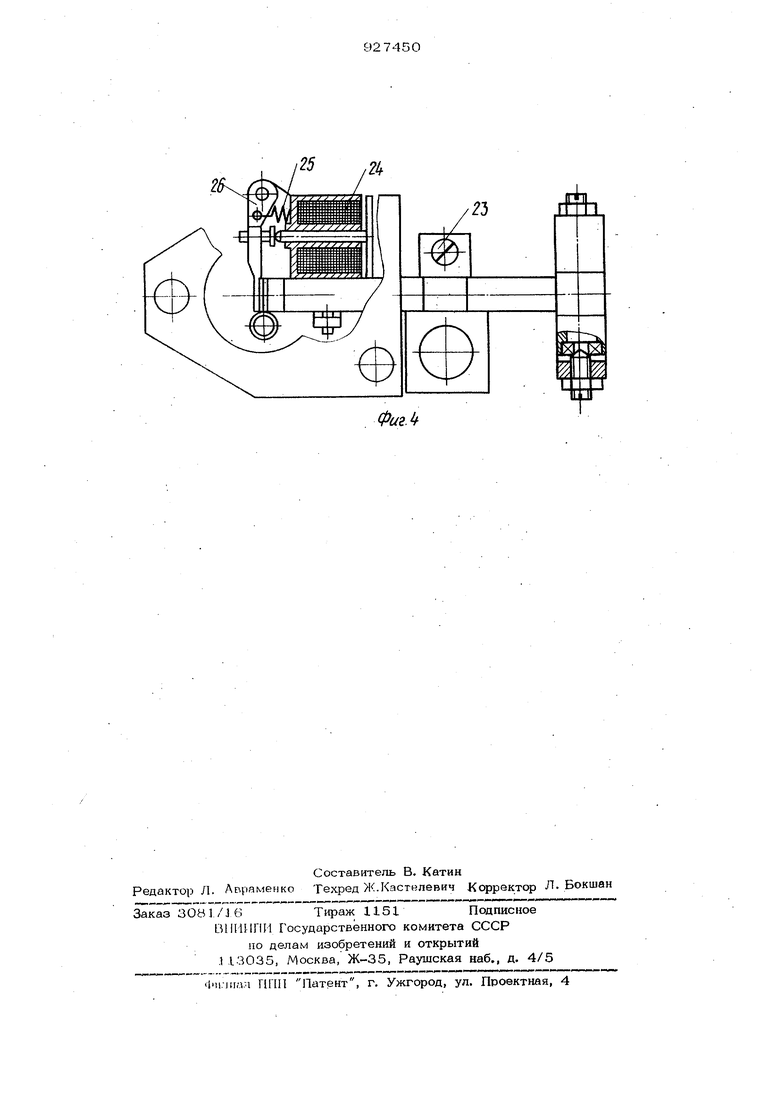
3 На фиг. 1 и 2 изображена установка обшие виды; на фиг. 3 и 4 - гоповка сва- рочная. Установка для присоединения прйволо ных выводов содержит корпус 1 (фиг. l устройство подачи приборов на шаг 2, механизм образования шарика 3 с элект ромагнитным 1ФИВОДОМ 4, механизм подачи проволоки 5, сварочную головку 6 с устройством дифференциального нагружения 7, оптическое устройство 8, блок управления 9, трехкоординатный позицио нер на линейных шаговых двигателях Ю Оптическое устрЪйство 8 включает мони тор И, телевизионный датчик 12, подвижную часть оптического устройств 13, размещенную в центральном отверстии позиционера 10 и неподвижную часть 14, закрепленную на телевизионн датчике 12. Трехкоординатный позиционер 1О состоит из позиционера, перемещающего ся по X, У и включающего статор 15 и индуктор 16, и второго позиционера, перемещающегося по Z , состоящего из статсра 17, закрепленного на индукторе 16 первого позиционера и индуктора 18. Сварочная головка 6 включает корпус 19, датчик контакта инструментизделие 20, держатель 21, инструмент 22, 1фужину 23; электромагнит разжима губок 24, пружину 25, зажим 26. Устройство дифференциального нагружения 7 включает электромагнит 27 якорь электромагнита 28, пружину 29. Механизм подачи 1фоволоки 6 и механизм образования шарика 3 с электромагнитным приводом 4 крепятся на ст торе 17 трехкойрдинатного позиционера 10. Подвижная часть оптического устройства 13, несущая визирное перекрестие, крепится на индукторе 16 первого позиционера, перемещающегося по ХУ трехкоординатного позиционера 1О. Такое крепление подвижной части оптического устройства исключает рассогласование в процессе работы установки величины эксцентриситета (с), так как инструмент и перекрестие по координата X, У имеют общие перемещения. Неподвижная часть оптического устройства 14 предназначена для увеличения изображения кристалла и визирного перекрес тия, а телевизионный датчик 12 для передачи изображения на экран монитора 11. В целом оптическое устройство 8 используется только при совмещении для определения смещения кристалла. 504 Установка работает следующим образом. Перед началом работы устанавливаются (подбираются) необходимые режимы первой и Bxqpoft сварок, исходя из конкретных требований. Температура нагрева изделия - . инс румента - 12О150°С, время первой и второй сварок 2О с, нагружение на первой сварке О.8Н, на второй 1.2 Н (с иентировочно для проволоки диаметром 4О мкм). Привариваемую проволоку заправляют в инструмент 22 и образуют шарик в наладочном режиме. В исходном положении устройство подачи приборов на шаг 2 устанавливают так, чтобы визирное перекрестие на экране монитора 11 совпадало с заранее выбранной контактной площадкой кристалла, посаженного без смешения (номинального его положения). Управлоние циклом установки (последовательно включений и выключений электромагнитов, механизм подачи приборов на шаг, трехкоординатного позиционера) и все вычисления щэоизводит блок управления 9. В начале работы оператор нажатием кнопки производит подачу прибора на рабочую позицию и совмещает перекрестив монитора 11 с двумя заранее выбранными любыми контактными площадками кристалла (т.е. огфеделяет истинное положение кристалла, или смещение его относительно номинального положения ЛХ , А , ) путем перемещения с помощью рукоятки у1Ц авления трехкосрдинатного позиционера 1О совместно с подвижной частью оптического .устройства 13, несущей визирное перекрестие, по координатам X, У и нажатием кнопка Пуск заносит координаты совмещенных точек в блок угфавления 9. Затем блок управления 9 на основании записанных. данных смещения кристалла ЛХ , А , и с учетом константы с (эксцентриситета) определяет коор динаты очередной точки кристалла после записанной первой и одновременно выдает исполнительным органам соответствующие команды для выполнения первой перемычки (координаты которой записаны) и так далее, а именно, во время разварки п -ой перемычки производятся вычисления координат П ч- 1-ой перемычки. В случае, если кристалл на конкретном Щ}иборе посажен точно (без смещения) оператор нажимает кнопку Пуск без совмещения, фикс1фуя нулевое смещение кристалла и блок ущ)авления 9 выдает исполнительным органам соответствующие команды. не производя корректировку программы (т.е. работает по жесткой заранее зада ной программе). По команде Пуск тре координатный позиционер Ю перемещает сварочную головку 6 в зону первой свар кн, перемещение производится одновременно по трем координатам X, У Z (т. перемещаются оба позиционера), по это же команде срабатывает электромагнит 24 который, преодолевая усилие щэужины 25, отводит зажим 26 освобождая гфнвариваемую проволоку, а также срабатывает электромагнит 27, притягивая якорь 28 и сжимая пружину 29, при этом последняя не оказывает.воздейств на держатель 21 с инструментом 22 (снято дополнительное нагружение). В момент касания ннструмеига 22 с контактной площадкой кристалла сварочная головка 6 совершает только движение по z , а перемещение по X, У заканчивается раньше, так как перемещение по Z имеет больший путь (путь перемещения по Z составляет около 8 мм, по X и У путь равен длине перемычки и составляет 1,5-2 мм). По касанию же инструмента 22 с кристаллом qpaбaтывaeт датчик контакта инструмент - изделие 2О, после чего позиционер 1О щзоизводит опускание по Z еще на определенное количество шагов (например, пять), щт этом держатель 21 с инструментом 22 сдавливает сварнваемые элемеогы с усилием,-создаваемым только воздействием на него пружины 23, 1ФОИЗВОДЯТ первую сварку. После выполнения первой сварки, начиная с высоты подъема по Z , равной 0,2-0,3 мм, позиционер 1О совершает одновременное перемещение и по X, У и сварочная головка 6 перемещается к месту второго присоединения, а привариваемая проволока сматывается с механизма подачи проволоки. 5. Подъем по Z осуществляется до / ощзеделенной высоты для формирования петли (величина подъема задается в зависимости от длины перемычки блоком управления 9 с последующим опусканием на вторую сварку. При опускани выключается электромагнит 26 и пружина 29 воздействует через якорь .28 на держатель 21, суммируясь с деиствцем пружины 23. По касанию инструмента с контактной площадкой корпуса срабатывает дат чик контакта инструмент - изделие 20, после чего позиционер 10 производит по z перемещение еще на определенное количество щагов (например пять), при этом держатель 21 с инструментом 22 сдавливает свариваемые элементы с усилием, создаваемым совемстным воздействием двух пружин 23 и 29, производя вторую сварку. После выполнения второй сварки на высоте подъема 1 мм отключается электромагнит 24 и под действием пружины 25 зажим 26 производит фиксацию привариваемой проволоки (зажим), последняя при дальнейшем подъеме инструмента 22 обрывается у места второй сварки, при этом с инструмента выступа выступает хвост равный I мм, который необходим дпя поспедуюшего образования.. шарика. На высоте подъема 1,2 мм трехкоординатный позиционер 1О одновременно с подъемом по z производит и перемещение но X, У, перемещая сварочную головку 6 к месту первого присоединения второй перемычки. По достижении исходного положения высоты подъема по 2. срабатывает электромагнит 4 (фиг. 1), 1ФОИЗВОДЯ подвод механиз1 1а образования щарика 3 под инструмент 22 с последующим оплавлением выступающего хвоста гфоволокн и образованием щарика (возможен любой способ образования щарика, нахфимер, электро-искровой или пламенем гсрелки). Процесс выполнения всех последующих перемычек аналогичен. По концу второй сварки последней перемычки (на огфеделенной высоте подъёма инструмента) одновременно с включением перемещения по X, У устройство подачЁй щл боров на щаг 2 проихводит педйчу очередного прибора на рабочую повинию автоматически. Таким обрасэом, в данной конструкции в отличие от известных не используются приводные электродвигатели, кулачковые механизмы, направляющие, iiapi i ходовой винт (гайка, что позволяет исключить износ, погрешность ходовтлх в)пггоп, влияние нагрева, скручивание ходовых вннтов (критерии, определяющие точность позиционирования и сдержнвоющие повыщение производительности), li прс длага- омой конструкции выполнение основных перемещений (по X, У, 2. ) производится на воздушных подушках с применением линейных шаговых приводов, а также улучшены динамические характеристики основных исполнительных узлов (уменьщена масса, увеличена динамическая жесткость), что в совокупности позволяет повысить производительность и надежность работы установки. Кроме того, такая компановка исключает влияние температур на линейные шаговые двигатели, так как они удалены от рабочей нагреваемой зоны и отвечают требованиям перспективного конструировании. Использование установки на опреациях сборки полупроводниковых 1фиборов, ИС и БИС позволяет повысить 1фоизводитель ность не менее чем в 2 раза и умень шить количество обслуживающего персонала (наладчиков, регулировщиков). Установка может быть сравнительно легко встроена в автоматическую линию Ф о р мула из о.б р е т е ни я Установка для присоединения хфоволочных выводов, содержащая блок управления, позиционер с установленной на 92 О8 нем сварочной головкой, узел подачи приборов на шаг, оптическое устройство, состоящее из подвижной и неподвижной частей, механизм подачи проволоки и механизм образования шарика, отличающаяся тем, что, с целью по- вьшаения хфоизводительности и надежности работы установки, позицион выполнен на линейных шаговых двигателях, установлен с возможностью одновременного перемещения по трем координатам и имеет центральное отверстие, в котсфом размещена подвижная часть оптического устройства. Источники информации, принятые во внимание при .экспертизе 1.Авторское свидетельство СССР по заявке № 2Г54721/25-27, кл. В 23 К 20/1О, 16.04.79. 2.Патент США № 2776447. кл. 228-3, 1968 (прототип).



| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для присоединения выводов | 1980 |
|
SU941101A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Автоматическая установка дляпРиСОЕдиНЕНия ВыВОдОВ | 1979 |
|
SU848220A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Автоматическая установка для присоединения проволочных выводов | 1988 |
|
SU1625630A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1815083A1 |